Escolar Documentos
Profissional Documentos
Cultura Documentos
Soldagem Eletrica
Enviado por
Alex CelottiTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Soldagem Eletrica
Enviado por
Alex CelottiDireitos autorais:
Formatos disponíveis
UNIVERSIDADE METODISTA DE PIRACICABA FACULDADE DE ENGENHARIA MECNICA E DE PRODUO FEMP
SOLDAGEM COM ELETRODOS REVESTIDOS Grupo B5
Processos de Fabricao - Prtica
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 2
22 de maro de 2001
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 3
SOLDAGEM COM ELETRODOS REVESTIDOS
Integrantes do Grupo 7 sem. EGI
Paulo Jos Alves dos Santos Rafael Theodoro de Arruda Ribeiro Ednei Grassi Apoeny de Arajo Fabiano Bortolin Rene Coan R.A. 98.3026-6 R.A. 98.2701-5 R.A. 98.2744-5 R.A. 98.2770-0 R.A. 98.2747-8 R.A. 98.2768-4
Professor Orientador
Erivelto Marino
Relatrio da aula prtica de soldagem com eletrodos revestidos da disciplina de processo de fabricao Engenharia Industrial Mecnica UNIMEP.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 4
SUMRIO
1. OBJETIVOS DA PRTICA.............................................................................................................................05
2. SOLDAGEM.....................................................................................................................................................05 2.1. 2.2. 2.3. 2.4. Introduo.........................................................................................................................................05 Tipos de juntas soldadas...................................................................................................................06 Metalurgia da solda..........................................................................................................................07 Processos de soldagem.....................................................................................................................10 2.4.1. Soldagem a arco.................................................................................................................10 2.4.1.1. 2.4.1.2. 2.4.1.3. Tipos bsicos de soldagem a arco.....................................................................11 Eletrodos para soldagem a arco.........................................................................14 Equipamentos para soldagem a arco.................................................................15
3. DESCRIO DA PRTICA E ANALISE DOS RESULTADOS..................................................................15
4. QUESTES.......................................................................................................................................................21 BIBLIOGRAFIA ...................................................................................................................................................18
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 5
LISTA DE FIGURAS E TABELAS
FIGURAS Figura 01. Figura 02. Figura 03. Figura 04. Figura 05. Figura 06. Figura 07. Indicao esquemtica de vrios processos processos convencionais de soldagem........................06 Tipos de juntas soldadas...................................................................................................................07 Representao esquemtica das zonas afetadas na soldagem de ao...............................................08 Representao esquemtica dos fenmenos metalrgicos que ocorrem na soldagem do ao..........09 Soldagem a arco eltrico...................................................................................................................10 Formao de gota de metal lquido apartir do eletrodo....................................................................11 Representao da soldagem a arco com eletrodo no consumivel e com eletrodo no consumivel 12 Figura 08. Figura 09. Principio de funcionamento do revestimento de eletrodo da soldagem...........................................13 Processo de soldagem a arco com proteo de gs argnio.............................................................13
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 6
1. OBJETIVOS DA PRTICA
Visualizar o processo de soldagem eltrica com eletrodos revestidos, aprender o funcionamento do equipamento, atravs da soldagem de duas chapas em ao 1020 e aprender sobre a segurana na soldagem.
2. SOLDAGEM 2.1. Introduo
Soldagem o processo de juntar peas metlicas, colocando-as em contato ntimo, e aquecer as superfcies de contato de modo a lev-las a um estado de fuso ou de plasticidade. A expresso solda usada para designar o resultado da operao. A ao de aproximao e aquecimento, plasticidade ou fuso parcial, leva a um fenmeno de difuso na zona soldada, dando como resultado a junta (solda), que se caracteriza por sua resistncia e que se torna perfeitamente coesa depois que o metal resfria. A soldagem encontra aplicao extensa em quase todos os ramos da indstria e da construo mecnica e naval, alm da engenharia civil. Os processos de soldagem podem ser classificados de acordo com a fonte de energia empregada para aquecer os metais e a condio do metal nas superfcies em contato. A figura 1 indica esquematicamente os diversos processos de soldagem. Dois grandes grupos podem ser considerados de incio: processos por fuso. em que a rea da solda aquecida por uma fonte concentrada de calor que leva fuso incipiente do metal, devendo-se adicionar metal de enchimento na junta; processo depresso, em que as peas so aquecidas somente at um estado plstico adiantado, ao mesmo tempo que elas so foradas uma contra a outra pela aplicao de presso externa.- Estes processos por presso exigem metais de boa condutibilidade trmica, pois eles dissipam o calor mais rapidamente na zona soldada e impedem que uma temperatura excessivamente elevada se concentre numa rea relativamente pequena, o que poderia ocasionar tenses internas considerveis.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 7
Figura 1 Indicao esquemtica dos vrios processos convencionais de soldagem
2.2. Tipos de juntas soldadas
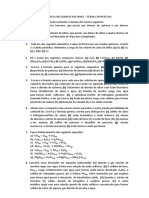
A figura 2 mostra os tipos principais de juntas soldadas. As juntas de topo so formadas pela soldagem das superfcies externas ou cantos dos membros. A figura mostra diversas maneiras de preparar-se as extremidades para a soldagem: em (a) utilizou-se um tipo de flange, para metais at 3 mm de espessura, sendo que a altura da flange dever ser o dobro da espessura do metal. A junta (b) chamada reta e no foi submetida submetida a qualquer preparo especial das extremidades; juntas desse tipo so convenientes para espessuras de 3 a 8 mm. A forma simples em V junta (c) se aplica para espessuras de 14 a 16 mm. Para espessuras superiores a 16 mm recomenda-se uma junta em V duplo (d). Finalmente, as juntas em U (e) e (f) so recomendadas para espessuras superiores a 20 mm.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 8
Figura 2 Tipos de juntas soldadas
As juntas sobrepostas correspondem a soldagem em ngulo; os dois membros sendo soldados (g) se sobrepem de uma quantidade equivalente de 3 a 5 vezes sua espessura. Em (h) e (i) so indicadas as juntas de canto, com ou sem preparo das extremidades. Finalmente, as juntas em t so produzidas pela soldagem de um elemento no outro a um ngulo de 9091 e esto representadas na figura 2 por (j), (k) e (l). Somente estruturas sujeitas a cargas estticas baixas podem ser soldadas sem chanfrar as extremidades. As juntas chanfradas simples so empregadas para elementos estruturais crticos, em que os membros apresentam uma espessura de 10 a 20 mm; as chanfradas duplas so utilizadas para espessuras maiores.
2.3. Metalurgia da solda A soldabilidade mtua dos metais varia de um elemento metlico para outro, de modo que as juntas soldadas nem sempre apresentam a segurana e inseparabilidade ou coeso que seriam necessrias, para melhores resistncias mecnicas.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 9
O mais alto grau de soldabilidade por fuso apresentado pelos metais que so capazes de formar uma srie contnua de solues slidas um com o outro. A solubilidade slida limitada resulta em menor soldabilidade, assim como a solubilidade slida nula praticamente impossibilita a soldagem por fuso. Neste caso, os metais so soldados por presso, ou se introduz um metal intermedirio, resultando num outro tipo de soldagem, denominado brasagem, a ser estudado mais adiarite. As figuras 3 e 4 representam esquematicamente os fenmenos metalrgicos que ocorrem durante o processo de soldagem de um ao, desde o estado lquido do metal da solda at o seu resfriamento. As figuras referem-se a uma solda em V. Na figura 3, a zona indicada por (2) corresponde camada depositada, obtida pela fuso do metal de enchimento e sua mistura com metal original (1), na faixa estreita de fuso indicada por (3). De um modo geral, pode-se dizer que o metal depositado apresenta estrutura metalogrfica colunar (dendrtica), caracterstica de metal fundido. Se o metal depositado ou a zona adjacente do metal original forem superaquecidas em alto grau, no resfriamento os gros do metal original adquirem uma forma acicular, formando uma estrutura conhecida pelo nome de Widmansttten. O metal superaquecido apresenta uma resistncia mais baixa e a junta soldada relativamente frgil. Uma zona afetada pelo calor est indicada pelo nmero (4). qumica fica, entretanto, inalterada. A a estrutura do metal modificada pelo rpido aquecimento e resfriamento durante O processo de soldagem. A composio
Figura 3 - Representao esquemtica das zonas afetadas na soldagem do ao
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 10
A dimenso da zona afetada pelo calor funo do processo de soldagem empregado e da natureza dos metais sendo soldados. Na soldagem manual a arco, por exemplo, com eletrodos de revestimento fino, a zona afetada pelo calor menor - de 2 a 2,5 mm. J na soldagem com eletrodos recobertos essa zona se estende por 4 a 10 mm e na soldagem a gs pode atingir 20 a 25 mm. A estrutura da solda, nessas circunstncias, alterada. Podem-se resumir os vrios fenmenos da soldagem, em funo do que est representado nas figuras 3 e 4, da seguinte maneira: prximo do depsito do metal - pequena faixa entre (3) e (4) - situa-se a zona de fuso, em que uma transio de uma estrutura do metal depositado ao metal original observada. Nessa faixa ocorreu fuso parcial e, durante um certo tempo, verificou-se uma mistura das fases slida e lquida;
Figura 4 - Representao esquemtica dos fenmenos metalrgicos que ocorrem na soldagem do ao
prximo a essa faixa, o metal foi superaquecido de modo que houve um aumento do tamanho de gro e formao de uma estrutura acicular j mencionada (Widmansttten). Essa faixa a mais frgil da junta; logo a seguir, na faixa mais afastada da zona de depsito, observa-se uma normalizao do ao, ou seja, a formao de uma estrutura fina; as propriedades mecnicas resultantes so boas; medida que a distncia da zona do metal depositado vai aumentando, verifica-se menor influncia na estrutura do material, pelas menores temperaturas que ocorreram, a no ser que o metal tenha sido deformado plasticamente antes da operao de soldagem; nesse caso, pode-se verificar uma certa recristalizao.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 11
Para melhores resultados, deve-se procurar evitar a introduo de impurezas e substncias estranhas (xidos, incluses de escria etc.) juntamente com o metal depositado, pois tais substncias podem-se localizar nos contornos dos gros, o que diminui a resistncia e a ductilidade do metal depositado.
2.4. Processos de soldagem
Sero descritos a seguir os processos de soldagem de maior importncia na indstria. 2.4.1. Soldagem a arco Este o processo mais extensamente usado. do tipo chamado soldagem autgena, ou seja, no processo o material-base participa por fuso na constituio da solda. Nele a fonte de calor um arco eltrico.
Figura 5 - Soldagem a "arco eltrico"
A figura 5 mostra o processo de soldagem por arco eltrico: o arco de soldagem formado ao passar uma corrente entre uma barra de metal, que constitui o eletrodo e corresponde ao plo negativo ou catodo e o metal original, que corresponde ao plo positivo ou anodo. A chama do arco tem a forma de uma coluna que se alarga em direo superfcie da pea. No p da coluna, forma-se a cratera do arco ou a bacia da solda. Para dar origem ao arco necessrio que o eletrodo seja abaixado at a pea, de modo que a Corrente comece a fluir. O intervalo entre a extremidade fundida da barra ou eletrodo e a superfcie da bacia formada so ocupados por um meio incandescente que uma mistura de ar parcialmente ionizado e as substncias
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 12
gasosas que aparecem a temperaturas elevadas, devido interao entre o material de eletrodo e seu revestimento qumico e ar. Comumente, at 90% do metal total de um eletrodo consumvel (como o representado na figura 5) flui como gotas do eletrodo bacia da solda. Os outros 10% no atingem a bacia devido a esborrifamento, vaporizao e oxidao.
Figura 6 - Formao de "gota" de metal lquido a partir do eletrodo
A figura 6 mostra esquematicamente a formao de uma gota de metal lquido a partir do eletrodo. As gotas so transportadas do eletrodo bacia por foras de gravidade, tenso superficial, presso dos gases evoludos do metal e por foras eletromagnticas que promovem o efeito de estrangulamento. A forma esfrica das gotas conferida pela tenso superficial. Para formar o arco basta uma diferena de potencial relativamente baixa entre os eletrodos: para corrente contnua, de 40 a 50 volts, e para corrente alternada, de 50 a 60 volts. Depois que o arco estiver estabelecido, a voltagem cai. Assim sendo, um arco estvel pode ser mantido entre um eletrodo metlico e a pea com uma voltagem entre 15 e 30 volts, ao passo que so necessrios de 30 a 35 volts para manter o arco entre um eletrodo de carbono ou grafita e o metal. Corrente contnua promove maior estabilidade do arco do que corrente alternada.
2.4.1.1. Tipos bsicos de soldagem a arco
Os processos de soldagern a arco podem ser classificados em funo do tipo de eletrodo empregado. Corn esse critrio, tm-se processos com eletrodo consumvel e processos com eletrodo no consumvel No primeiro caso, os eletrodo so geralmente de carbono ou tungstnio e no segundo caso o material dos eletrodos corresponde ao metal que vai ser depositado.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 13
A soldagem a arco com eletrodo no consumvel est representada na figura 7 (a). Emprega-se corrente contnua e o eletrodo ligado ao plo negativo (catodo) e a pea ao plo positivo (anodo) do gerador de corrente contnua.
Figura 7 - Representao da soldagem a arco com "eletrodo no consumvel" (a) e com "eletrodo consumvel" (b)
A figura 7 (b) mostra a soldagem a arco com eletrodo consumvel. O meio circundante tem um efeito nocivo na qualidade da solda. Por isso, vrios mtodos tm sido desenvolvidos para proteo da solda. Um deles corresponde soldagem a arco submerso. Neste processo, um eletrodo nu continuamente alimentado at a zona da solda: a ponta do eletrodo em fuso, entretanto, no fica em contato com o metal-base, mas est sempre submersa em um fluxo granulado, condutor, de alta resistncia eltrica. O calor fornecido pela passagem de uma corrente contnua ou alternada de alta amperagem do eletrodo para a pea. O fluxo no qual a ponta do eletrodo est submersa atua como fundente e como isolante trmico, de modo que o intenso calor gerado fica concentrado fundindo o eletrodo e o metalbase, formando-se a chamada bolha de fuso. O fluxo fundido, que flutua sobre essa bolha, absorve impurezas e protege o metal do meio circundante. Ao solidificar o metal, a parte fundida do fluxo tambm solidifica, adquirindo consistncia vtrea e facilmente destacvel. A junta resultante ou o cordo de solda originado apresenta-se liso e brilhante e com boas propriedades mecnicas. Outro mtodo para proteger o metal do meio circundante corresponde formao de uma camada de escria, a qual se forma em torno do arco pelo emprego de eletrodos revestidos (figura 8).
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 14
Figura 8 - Princpio de funcionamento do revestimento de eletrodos de soldagem
A figura mostra o princpio de formao da escria pelo revestimento (a) e o princpio de o revestimento atuar como guia do arco pela formao de uma cratera na extremidade do eletrodo (b). Os eletrodos revestidos so constitudos por uma "alma" metlica, envolta por um revestimento composto de matrias orgnicas e minerais. A composio inclui: elementos de liga e desoxidantes (Fe-Cr, Fe-Mn etc.), estabilizadores de arco, formadores de escria e fundentes (asbestos, feldspato, ilmenita, xido de ferro, mica, talco etc.) e materiais que formam uma atmosfera protetora (dolomita, carbonato de ferro etc.). Os materiais na forma de p so aglomerados com silicato de sdio ou de potssio. Finalmente, outro mtodo de proteger a zona do arco eltrico pelo emprego de uma cobertura gasosa. O princpio do mtodo consiste na introduo de um gs em volta do arco para proteg-lo, e ao metal, contra o contato com o ar do meio-ambiente. Geralmente, empregam-se gases inertes, como argnio e hlio; outros, corno hidrognio, anidrido carbnico tambm so utilizados.
Figura 9 - Processo de soldagem a arco com proteo de gs argnio.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 15
A figura 9 mostra o processo de soldagem a arco com proteo de gs argnio. Esse processo chamado tambm de TIG, (sigla de tungstnio-inerte gs), porque normalmente emprega um eletrodo de tungstnio no consumvel. A vareta de enchimento alimentada na zona do arco, o qual pode ser suprido seja por corrente contnua, seja alternada. A corrente de gs inerte envolve o eletrodo, o arco, o banho fundido e a extremidade da vareta do metal de adio. Como o tungstnio pode suportar grandes intensidades de corrente, os eletrodos usados so de pequeno dimetro, o que permite obter uma fonte de calor grandemente concentrada. Pelo processo, pode-se soldar a maior parte dos metais e ligas, tais como alumnio, magnsio e suas ligas, aos comuns, aos especiais (como os inoxidveis), ligas de cobre, de nquel etc. As juntas soldadas resultantes so de alta qualidade, apresentam-se lisas, porque o banho fundido que se origina calmo devido a ser o arco em atmosfera de argnio muito suave. O consumo de eletrodo pequeno, o que permite automatizar o processo. Outros mtodos com proteo de gs incluem os chamados MIG (sigla de metal-inerte gs) e MAG (sigla de metal-gs ativo) Os gases empregados incluem gs carbnico CO2 argnio com 25% de CO2 ou argnio mais 2 a 5% de oxignio. Os metais soldveis por esses processos incluem aos de baixo e mdio carbono e aos-liga de baixo teor em liga, geralmente. Finalmente, cumpre mencionar o processo de hidrognio atmico. Nele, um arco de corrente alternada formado entre dois eletrodos de tungstnio, numa atmosfera de hidrognio; no arco, cada molcula de hidrognio dividida em dois tomos separados. Durante a transformao da forma molecular forma atmica, o hidrognio absorve grande quantidade de calor do arco. Ao deixar o arco, aps golpear as superfcies mais frias do metal, o hidrognio atmico novamente convertido em hidrognio molecular, libertando o calor que havia previamente absorvido; o hidrognio molecular combina-se parcialmente com o oxignio do ar. Consegue-se assim temperaturas extremamente elevadas nas vizinhanas do metal a ser soldado. O processo empregado na soldagem geral de ao e ligas de ferro e para algumas ligas noferrosas, devido a seu custo elevado no muito utilizado, a no ser na soldagem de determinadas ligas que devem ser fundidas intensamente e que so difceis de soldar pelos outros processos, tais como os de blocos de matrizes.
2.4.1.2. Eletrodos para soldagem a arco
Os eletrodos no consumveis podem ser de carbono e grafita, empregados somente em soldagem a arco com corrente contnua, de tungstnio, empregados tanto para soldagem com corrente
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 16
contnua como alternada, para soldagem a arco com proteo de gs e no processo de hidrognio atmico. Os eletrodos consumveis apresentam composies as mais diversas ao, cobre, lato, bronze, alumnio etc. - dependendo do seu objetivo e da composio qumica dos metais a soldar. Podem ser nus ou revestidos. Os nus, corno regra, so usados em processos de soldagem automtica. Os eletrodos revestidos podem, por sua vez, apresentar apenas um tnue revestimento (de dcimos de milmetros) ou revestimento mais espesso (1 a 3 mm). No primeiro caso, o objetivo do revestimento principalmente aumentar a estabilidade do arco. Os segundos, alm de melhorar a estabilidade dos arcos, produzem uma camada protetora de gases e escria em volta do arco e das gotas de metal fundido, de modo a prevenir oxidao e contaminao por nitrognio. Retardam igualmente o resfriamento da bacia de metal lquido.
2.4.1.3. Equipamento para soldagem a arco
Compreende duas grandes categorias de aparelhos: - mquinas de corrente contnua, incluindo grupos rotativos, grupos eletrgenos e retificadores. - mquinas de corrente alternada, incluindo transformadores e conversores de freqncia. Pode-se considerar, ainda, uma categoria que compreende mquinas mistas; transformadoresretificadores: Essas mquinas, cuja descrio escapa ao objetivo da presente obra, devem caracterizar-se por serem capazes de produzir uma corrente estvel e de fundir qualquer tipo de eletrodo, nos limites de sua potncia.
3. DESCRIO DA PRTICA E ANALISE DOS RESULTADOS
Na prtica conseguimos uma noo razovel sobre os equipamentos, porm no nosso ponto de vista, deveramos nos aprofundar mais em informaes desses tipos de equipamentos devido a diversidade de aplicaes que eles oferecem. Quanto a soldagem das peas, comentou sobre os cuidados que devem ser tomados para a segurana do equipamento e principalmente do operador. Esta pratica-nos deu a viso de quanto importante a qualificao de um soldador, pois nessa prtica, cada aluno que tentou soldar, teve a oportunidade de ver e sentir a importncia dessa qualificao que no fcil se no atravs de experincia e dedicao desse soldador.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 17
4. QUESTES
1) Quais os problemas causados pelo hidrognio numa junta soldada? Resposta: Devido a presena de hidrognio na solda gerado pela decomposio de umidade, ocorre principalmente na ZTA (zona termicamente afetada), aparecendo aps um perodo de incubao, crescendo lentamente, sendo completamente formada aps 48 horas.
2) Quais as funes da camada de revestimento do eletrodo? Resposta: - As impurezas do metal de base flutua para a superfcie, solidificando juntamente com a escria; -Formao de escria evita o resfriamento rpido;
3) Quais os ensaios mais utilizados nas juntas soldadas? Resposta: O controle de qualidade de uma junta soldada, depende das aplicaes e procedimentos de inspeo, que abrangem desde as atividades da fase do projeto, at as inspees em servio, com a finalidade de assegurar a qualidade e a confiabilidade, determinando adequadamente tanto o processo de soldagem, como desempenho do soldador, aps o trmino da mesma. Uma srie bastante vasta de ensaios so utilizados, na rea da soldagem, para avaliar e determinar caractersticas do metal de base, do metal de solda depositado e da zona de transio entre ambos. Os ensaios de materiais metlicos podem ser classificados em ensaios destrutivos (mecnicos) e no destrutivos, conforme apresentado na Figura abaixo.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 18
4) O que sopro magntico e como pode ser evitado?
Resposta: Sopro magntico consiste de um desvio do arco de sua posio normal de operao, como conseqncia de uma assimetria nas distribuies das foras eletromagnticas em funes de variaes bruscas na direo da corrente eltrica e ou arranjo assimtrico de material ferromagntico em torno do arco
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 19
O sopro magntico quase sempre indesejvel em soldagem pois orienta o arco para direes que, em geral, prejudicam a penetrao e uniformidade do cordo de solda, alm de causar a instabilidade do arco e dificultar a operao. O sopro magntico pode ser minimizado ou eliminado atravs de algumas medidas simples, entre elas:
Inclinar o eletrodo para o lado para o qual se dirige o arco; Soldar com arco mais curto; Usar mais de uma conexo de corrente na pea, visando balance-la em relao ao arco; Usar correntes mais baixas, quando possvel, e Usar corrente alternada, pois o efeito de sopro menor.
Universidade Metodista de Piracicaba UNIMEP Faculdade de Engenharia Mecnica e de Produo FEMP
Folha 20
BIBLIOGRAFIA CONSULTADA.
MARQUES, Paulo Villani. Tecnologia da Soldagem Esab S/A Industria e Comrcio, Belo Horizonte, 1991, 352 pag.
Você também pode gostar
- Guia de Practica Quimica Inorganica 2014-II Segundo CicloDocumento47 páginasGuia de Practica Quimica Inorganica 2014-II Segundo Ciclodelia0% (1)
- 1 Aula 3 Ano - Introducao Aos Compostos de CarbonoDocumento5 páginas1 Aula 3 Ano - Introducao Aos Compostos de CarbonoArison SantosAinda não há avaliações
- Classificação Carbono CadeiasDocumento5 páginasClassificação Carbono CadeiasIANAELAinda não há avaliações
- Hidrogenio PDFDocumento16 páginasHidrogenio PDFJuma Manual NahipaAinda não há avaliações
- Psilocybin Mushroom Handbook - Easy Indoor and Outdoor Cultivation 223 P (001-070) en PT PDFDocumento70 páginasPsilocybin Mushroom Handbook - Easy Indoor and Outdoor Cultivation 223 P (001-070) en PT PDFAndre LuisAinda não há avaliações
- Isomeria Espacial I PerguntasDocumento4 páginasIsomeria Espacial I PerguntaspvlvidalAinda não há avaliações
- 1.0.aula 1 Introdução A Quimca - Parte 4Documento21 páginas1.0.aula 1 Introdução A Quimca - Parte 4Andréa Marli Dos SantosAinda não há avaliações
- Técnicas Cromatografia Química Orgânica UninabucoDocumento7 páginasTécnicas Cromatografia Química Orgânica UninabucoJoab Ana MenezesAinda não há avaliações
- Pilhas e baterias: funcionamento, riscos e destinação corretaDocumento7 páginasPilhas e baterias: funcionamento, riscos e destinação corretacatman814Ainda não há avaliações
- Elemento QuímicoDocumento11 páginasElemento QuímicoInes De CarvalhoAinda não há avaliações
- Chap06b Reacoes de AlcinosDocumento48 páginasChap06b Reacoes de Alcinosrodrigo_0909Ainda não há avaliações
- Proteção Respiratoria 3mDocumento24 páginasProteção Respiratoria 3mwiliantstAinda não há avaliações
- 1serie Cad 01 Quimica AngloDocumento106 páginas1serie Cad 01 Quimica AngloAyorosAinda não há avaliações
- Experimento IiDocumento14 páginasExperimento IiMaria BeneditaAinda não há avaliações
- Vacinação contra gripe: grupos prioritáriosDocumento20 páginasVacinação contra gripe: grupos prioritáriosNameFred9Ainda não há avaliações
- Manual de Pericia IBAMA 2011Documento77 páginasManual de Pericia IBAMA 2011nati_santos00100% (3)
- Exercício 1 - Exercício de PortuguêsDocumento4 páginasExercício 1 - Exercício de PortuguêsSpanish777Ainda não há avaliações
- 004 Equilibrio Ionicos 2º AnoDocumento32 páginas004 Equilibrio Ionicos 2º AnoBruno RaffaelAinda não há avaliações
- FISPQ - Freon™ 407C (R-407C) RefrigerantDocumento17 páginasFISPQ - Freon™ 407C (R-407C) Refrigerantflavialamin100% (1)
- Manual de LavanderiaDocumento16 páginasManual de LavanderiaMarco SousaAinda não há avaliações
- Processos de Soldadura por Arco SubmersoDocumento78 páginasProcessos de Soldadura por Arco Submersoandrecarneiro11Ainda não há avaliações
- Exercícios Resolvidos Reatores PDFDocumento24 páginasExercícios Resolvidos Reatores PDFRuth BezerraAinda não há avaliações
- O Que É Gordura TransDocumento6 páginasO Que É Gordura TransBia Zanqui Sutil100% (1)
- Determinação da entalpia de decomposição do H2O2 catalisada por Fe3Documento14 páginasDeterminação da entalpia de decomposição do H2O2 catalisada por Fe3Sérgio GuimarãesAinda não há avaliações
- Peróxido de Hidrogênio guiaDocumento13 páginasPeróxido de Hidrogênio guiaAnderson da SilveiraAinda não há avaliações
- UFMT Lista Exercícios ZootecniaDocumento2 páginasUFMT Lista Exercícios ZootecniaAmanda DaniellyAinda não há avaliações
- Interações químicas e intermolecularesDocumento14 páginasInterações químicas e intermolecularesVeronica MendesAinda não há avaliações
- Ação de catalisadores: Catalase em tecidos e MnO2Documento1 páginaAção de catalisadores: Catalase em tecidos e MnO2Diogo JácomeAinda não há avaliações
- Prova de Química aborda resíduos de tiro e amôniaDocumento2 páginasProva de Química aborda resíduos de tiro e amôniaRaphael yagamiAinda não há avaliações
- 12 - Estrutura e Evolução EstelarDocumento20 páginas12 - Estrutura e Evolução EstelarammAinda não há avaliações