Escolar Documentos
Profissional Documentos
Cultura Documentos
Projeto de Norma PPR 2007 PDF
Enviado por
Gabriela Tavares MaiaTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Projeto de Norma PPR 2007 PDF
Enviado por
Gabriela Tavares MaiaDireitos autorais:
Formatos disponíveis
Sede:
Rio de Janeiro
Av. Treze de Maio, 13 / 28 andar
CEP 20003-900 Caixa Postal 1680
Rio de Janeiro RJ
Tel.: PABX (21) 3974-2300
Fax: (21) 2240-8249
Endereo eletrnico:
www.abnt.org.br
ABNT - Associao
BrasiIeira de
Normas Tcnicas
Copyright 2006,
ABNTAssociao Brasileira
de Normas Tcnicas
Printed in Brazil/
mpresso no Brasil
Todos os direitos reservados
SET 2007
Projeto 02:111.59-001
Sistemas de tubuIaes pIsticas para
instaIaes prediais de gua quente e fria -
Tubos de poIipropiIeno tipo 3 (PP-R) -
Requisitos
Origem: SO 10508; EN 15874-1:2003
ABNT/CB-02 - Comit Brasileiro de Construo Civil
CE-02:111.59 - Comisso de Estudo de Tubos e conexes de polipropileno tipo 3 (PP-R)
02:111.59-001 - Plastics systems for bulding instalation of hot and cold water - pipes of
polipropilene type 3 (PP-R) - Requirements
Descriptors: Building sistems. Cold water. Hot water. Pipe. Polipropilene.
Vlida a partir de
Palavras-chave: gua fria. gua quente. Polipropileno. Sistema predial. Tubo 17 pginas
Sumrio
Prefcio
1 Escopo
2 Referncias normativas
3 Definies
4 Requisitos
5 Marcao
6 Inspeo de recebimento
Anexos
Prefcio
A Associao Brasileira de Normas Tcnicas ABNT o Frum Nacional de Normalizao. As Normas Brasileiras,
cujo contedo de responsabilidade dos Comits Brasileiros (ABNT/CB) e dos Organismos de Normalizao
Setorial (ABNT/ONS), so elaboradas por Comisses de Estudo (CE), formadas por representantes dos setores
envolvidos, delas fazendo parte: produtores, consumidores e neutros (universidades, laboratrios e outros).
Os Projetos de Norma Brasileira, elaborados no mbito dos ABNT/CB e ABNT/ONS circulam para Consulta Pblica
entre os associados da ABNT e demais interessados.
Esta Norma introduz conceitos de tubulaes para sistemas prediais de gua quente e fria e mtodos de ensaios
para uma melhor avaliao dos produtos.
Esta Norma contm os anexos A e B de carter informativo.
1 Escopo
Esta Norma estabelece os requisitos especficos para fabricao, aceitao e/ou recebimento de tubos de
polipropileno tipo random (PPR) tipo 3 para instalaes prediais para transporte de agua quente e fria para o
consumo humano, instalados por processos trmicos de fuso, com conexes fabricadas de acordo com o projeto
de acordo com o projeto de Norma 02:111.59-002, em aplicaes sob temperaturas de projeto e classificao de
condies de servio de acordo com a Tabela 1.
As condies de servio estabelecidas na Tabela 1 devem ser combinadas com as presses de projeto (P
D
) de
0,6 MPa e de 0,8 MPa para uma temperatura de projeto de 70 C.
Projeto 02:111.59-001:2006
2
Esta Norma fixa os parmetros dos exames e ensaios de fabricao e recebimento.
Em conjunto com as outras partes, esta Norma aplicvel para tubos e conexes de PP-R, suas juntas e unio com
componentes de outros plsticos e materiais no plsticos para instalaes de gua quente e fria.
NOTAS
1. responsabilidade do comprador ou do projetista a seleo apropriada destes aspectos, levando em conta seus requisitos
especficos, regulamentos relevantes, cdigos e prticas de instalao.
2. Esta Norma no aplicvel a instalaes sob Td,Tmax e Tmal que no esto indicadas na Tabela 1
2 Referncias normativas
As normas relacionadas e seguir contm disposies que, ao serem citadas neste texto, constituem prescries para
esta Norma. As edies indicadas estavam em vigor no ato desta publicao. Como toda norma est sujeita a
reviso, recomenda-se queles que realizam acordos com base nesta que verifiquem a convenincia de se usarem
as edies mais recentes das normas citadas a seguir. A ABNT possui a informao das normas em vigor em um
dado momento
ABNT NBR 14300
EN SO 15874-1 Plastic piping systems for hot and cold water installations-Polypropylene (PP) - Part 1: General
EN SO 15874-2 Plastic piping systems for hot and cold water installations-Polypropylene (PP) - Part2: Pipes
EN SO 15874-5 Plastic piping systems for hot and cold water installations-Polypropylene (PP) - Part 5:
EN SO 15874-7 Plastic piping systems for hot and cold water installations-Polypropylene (PP) - Part 7:
EN 578:XXXX Plastics piping systems- Plastics pipes and fittings-Determination of the opacity
EN 743:1996 Plastics piping and ducting systems -Thermoplastics pipe - Determination of the longitudinal reversion
SO 472:1999 XXXXXXXX
SO 1043-1:2001 XXXXXXXX
SO 1133:XXXX Plastics Determination of the melt mass-flow rate (MFR) and the melt volume - flow rate of
thermoplastics
SO 1167-1:2006 Plastics piping systems - Thermoplastics pipes - Determination of resistance to internal pressure at
constant temperature
EN SO 9080:2003 Plastics piping and ducting systems - Determination of the long - term hydrostatic strength of
thermoplastics materials in pipe form by extrapolation
SO 9854-1:XXXX Thermoplastics pipes for the transport of fluids - Determination of pendulum impact strength by the
Charpy method - Part 1: General test method
SO 9854-2:XXXX Thermoplastics pipes for the transport of fluids - Determination of pendulum impact strength by the
Charpy method - Part 2: Test condition for pipes of various materials
SO 10508:1996 XXXX
EN 12293:
3 Definies
Para os efeitos desta Norma aplicam-se as seguintes definies. Em complemento s definies indicadas a seguir,
aplicam-se os termos e definies das normas SO 472:1999 e SO 1043-1:2001.
3.1 Termos e definies geomtricas
3.1.1 dimenso nominaI (DN): designao numrica da dimenso do componente, a qual um numero redondo
apropriado, aproximadamente igual dimenso de fabricao em milmetro.
dimenso nominaI (DN/DE): dimenso nominal relacionada com o dimetro externo.
dimetro externo nominaI (dn): Dimetro especificado, em milmetro, atribudo a dimenso nominal DN/DE.
dimetro externo (de): Medida do dimetro externo atravs da seo transversal em qualquer ponto de um
tubo ou extremidade macho de uma conexo, arredondada para o dcimo de milmetro mais prximo.
dimetro externo mdio (dem): Medida do comprimento da circunferncia externa, de qualquer seo
transversal de um tubo ou da extremidade macho de uma conexo, dividida por ( 3.142) arredondada para o
dcimo de milmetro mais prximo.
dimetro externo mdio mnimo (dem
min
): Valor mnimo do dimetro externo mdio, como especificado para
uma dada dimenso nominal.
Projeto 02:111.59-001:2006
3
dimetro externo mdio mximo (dem
max
): Valor mximo do dimetro externo mdio, como especificado para
uma dada dimenso nominal.
dimetro interno mdio da boIsa (dbm): Mdia aritmtica de duas medidas, do dimetro interno,
perpendiculares entre si, no ponto mdio do comprimento da bolsa.
espessura nominaI de parede (en): Designao numrica da espessura de parede de um componente, que
aproximadamente igual dimenso de fabricao, em milmetro.
espessura da parede (e): Valor da espessura de parede, medida em qualquer ponto ao redor da circunferncia
de um componente, arredondado para o dcimo de milmetro superior.
espessura mnima da parede (e
min
): Valor mnimo da espessura ao longo da circunferncia de um
componente, como especificada.
espessura mxima da parede (e
max
): Valor mximo da espessura ao longo da circunferncia de um
componente, como especificada.
ovaIizao: Diferena entre o dimetro externo mximo e o mnimo, medidos em uma mesma seo
transversal de um tubo ou na extremidade macho de uma conexo, ou a diferena entre o mximo e mnimo
dimetro interno em uma mesma seo transversal de uma bolsa.
toIerncia: Variao admissvel, de um valor ou quantidade do valor especificado, conforme a diferena
expressa entre o valores mximo e mnimo permitidos.
tubo srie (S): Nmero adimensional para designao do tubo conforme SO 4065.
Nota - De acordo com a EN SO 15874 o tubo srie S empregado como meio para a seleo do dimensional do
tubo para finalidades prticas (ver EN SO 15874-2)
vaIor caIcuIado de tubo (S
caIc
): Valor calculado, para um tubo especfico, de acordo com a seguinte equao,
arredondado para o dcimo de milmetro mais prximo .
S
calc
= (dn - en) / 2en
onde:
dn o dimetro externo nominal, em milmetro;
en a espessura nominal, expressa em milmetro.
3.2 Termos e definies reIacionadas s condies de servio
3.2.1 gua tratada para instaIaes de aquecimento: gua para instalaes de aquecimento que contm
componentes e deve ser isenta de produtos que possam provocar efeitos deletrios ao sistema.
presso de projeto (P
D
): Maior presso relacionada s circunstncias para o qual o sistema foi projetado e
deve ser aplicado.
Nota - A presso de projeto (P
D
) igual mxima presso de projeto (MPD), como definida na EN 806-1.
temperatura de projeto (T
D
): Uma temperatura ou combinao de temperaturas de gua transportada,
relacionada s condies de servio para as quais o sistema foi projetado.
temperatura mxima de projeto (T
max
): Maior temperatura de projeto, T
D
, que pode ocorrer somente por
perodos curtos de durao.
temperatura de maI- funcionamento (T
maI
): Maior temperatura que pode ser atingida quando os limites de
controle so excedidos.
temperatura de gua fria (T
fria
): Temperatura da gua transportada at aproximadamente 25 C.
NOTA - Para propsitos de projeto deve-se empregar a temperatura de 20 C.
tenso hidrosttica (o): Tenso, expressa em megapascal (MPa), induzida na parede de um tubo, quando
uma presso aplicada utilizando gua como meio. Ela calculada utilizando a equao a seguir:
o = P.[(d
em
- e
min
) / 2e
min
]
onde:
P a presso aplicada, em megapascal;
d
em
o dimetro externo mdio de um tubo, em milmetro;
e
min
a espessura mnima de parede, em milmetro.
3.3 Termos e definies reIacionados s caractersticas do materiaI
3.3.1 coeficiente (C) de servio totaI (de projeto): Coeficiente total com um valor maior do que 1 (um), que leva
em considerao as condies de servio, assim como as propriedades dos componentes de um sistema de
tubulao, alm daqueles representados no limite de confiana inferior, LCL.
Projeto 02:111.59-001:2006
4
3.3.2 composto de poIipropiIeno random (PP-R): Material fabricado com polmero base de polipropileno random
(PP-R) que contm os aditivos, pigmentos e estabilizantes necessrios fabricao e aplicao dos tubos e
conexes de polipropileno.
3.3.3 Iimite de confiana inferior (LCL): Quantidade, expressa em megapascal (MPa), que pode ser considerada
como uma propriedade do material, representando 97,5% do limite inferior de confiana da mdia da previso de
resistncia hidrosttica a longo prazo a uma dada temperatura (T) e um perodo de tempo (t).
3.3.4 materiaI prprio reprocessveI: Material preparado a partir de tubos e conexes no utilizados, incluindo as
rebarbas da produo de tubos e conexes que so reprocessados em uma planta de um fabricante, aps ter sido
previamente processado pelo mesmo fabricante por um determinado processo de fabricao, tal como: moldagem
ou extruso e cujo composto conhecido.
3.3.5 tenso de projeto (
D
): Tenso permissvel no material do tubo (pt) ou no material plstico da conexo
(pc), expressa em megapascal (MPa), para uma dada aplicao ou um conjunto de condies de servio.
Nota - Ver anexo A da S0 15874-2:2003.
3.4 smboIos: Para aplicao desta Norma so adotados os seguintes smbolos:
C coeficiente total de servio (projeto);
de dimetro externo;
dem dimetro externo mdio;
dem
min
dimetro externo mdio mnimo;
dem
max
dimetro externo mdio mximo;
dn dimetro externo nominal;
dbm dimetro interno mdio da bolsa;
e espessura de parede;
e
max
mxima espessura de parede;
e
min
mnima espessura de parede;
en espessura nominal da parede;
P presso hidrosttica interna;
P
D
presso de projeto;
S
caIc
valor calculado do tubo
S
caIc, max
valor mximo calculado do tubo
t perodo de tempo;
T temperatura;
T
fria
temperatura da gua fria;
T
D
temperatura de projeto;
T
maI
temperatura de mal funcionamento;
T
max
temperatura mxima de projeto;
tenso hidrosttica;
fria
tenso de projeto a 20 C;
D
tenso de projeto;
Df
tenso de projeto do material plstico da conexo;
Dp
tenso de projeto do tubo;
F
valor da tenso hidrosttica do material plstico da conexo;
P
valor da tenso hidrosttica do material plstico dos tubos;
LCL
limite de confiana inferior da resistncia hidrosttica de longo prazo.
3.5 Abreviaturas: Para aplicao desta Norma so adotadas as seguintes abreviaturas:
DN dimenso nominal;
Projeto 02:111.59-001:2006
5
DN/DE dimeno nominal, relacionada ao dimetro externo;
LCL limite de confiana inferior;
MPD mxima presso de projeto;
PP polipropileno;
S srie de tubos.
4 Requisitos gerais
4.1 ControIe do processo de fabricao
Recomenda-se que o fabricante mantenha atualizado um controle do processo de fabricao, conforme indicado no
anexo A, que envolva os fornecedores de matrias-primas, acessrios e demais componentes, capaz de assegurar
que os produtos que fabrica estejam de acordo com esta Norma e satisfaam as expectativas do comprador.
4.2 Aspecto
Os tubos de polipropileno devem apresentar-se isentos de defeitos tais como: estrias, fissuras, trincas e falhas. As
superfcies internas de bolsas devem apresentar-se lisas e uniformes.
4.3 CIassificao das condies de servio
Os requisitos de desempenho para tubos fabricados de acordo com esta Norma esto indicados na Tabela 1.
A classe das condies de servio est relacionada a um campo de aplicao, para um perodo de 50 anos, e deve
ser combinada com a presso de projeto, P
D
, de 0,6 MPa ou de 0,8 MPa, sob uma temperatura de projeto de 70 C.
TabeIa 1 - CIassificao das condies de servio
Classe de
aplicao
Temperatura
de projeto
T
D
Perodo
sob T
D
Temperatura
mxima
T
max
Perodo
sob T
max
Temperatura de
mal-funcionamento
T
mal
Perodo
sob T
mal
Campo de
aplicao
2 70 C 49 anos 80 C 1 ano 95 C 100 h
Fornecimento
de gua at
70 C
NOTAS
- A classe de aplicao tem como origem a SO 10508.
- Toda instalao, onde esse tipo de tubo for aplicado, deve empregar apenas gua ou gua tratada como fluido.
Todos os sistemas, que satisfazem as condies especificadas na Tabela 1, so adequados para transporte de
gua fria, por um perodo de 50 anos, sob as temperatura e presses mximas admissveis indicadas na Tabela 2.
Para as condies de servio (Tabela 1), a presso de projeto, o dimetro nominal, a espessura de parede, e
min
,
devem ser escolhidos de tal forma que a srie S correspondente ou o valor de S
calc
deve ser menor ou igual que o
valor de S
calc,Max
dado na Tabela 2.
Os valores mximos calculados dos tubos, S
calc, max ,
para a condio de servio (Tabela 1) e presso de projeto , P
D
,
so dados na Tabela 2. A origem do S
calc, max
fornecida no anexo B.
TabeIa 2 - Presses mximas admissveis
Temperatura
(C)
Perodo de
servio
(anos)
Srie (S) dos tubos de polipropileno
3,2 (PN 20) 2,5 (PN 25)
20 50 2,0 MPa 2,5 MPa
70 50 0,6 MPa 0,8 MPa
4.4 Matria-prima
4.4.1 MateriaI do tubo
A matria-prima empregada para fabricao do tubo deve ser um composto de polipropileno copolmero random
(PP-R) com curva de regresso.
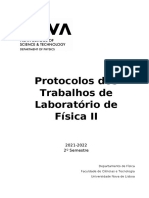
4.4.2 AvaIiao dos vaIores de
LCL
A matria-prima deve ser avaliada de acordo com a EN SO 9080, ou equivalente, e os ensaios de presso interna
devem ser realizados de acordo com a SO 1167 para a obteno dos valores
LCL
. O valor
LPL
determinado deve
ser no mnimo to alto quanto os valores correspondentes da curva de referncia fornecida, sobre a faixa completa
de tempos indicados na figura 1.
NOTAS
Uma forma equivalente de avaliao calcular o valor
LCL
para cada temperatura (como, por exemplo: 20 C, 60 C e 95 C)
individualmente.
Projeto 02:111.59-001:2006
6
As curvas de referncia indicadas na figura 1 na faixa de temperatura de 10 C a 95 C so derivadas das seguintes equaes:
- Primeira inclinao da curva (a poro da esquerda das linhas conforme exibido na figura 1) para PP-R:
log t = - 55,725 - (9484,1 x log )/T + 25502,2/T + 6,39 x log (1)
- Segunda inclinao (a poro da direita das linhas conforme exibido na figura 1) para PP-R:
log t = - 19,98 + 9507/T 4,11 x log (2)
4.4.3 Composto
Os tubos fabricados de acordo com esta Norma devem ser produzidos a partir de composto de polipropileno random
(PP-R) tambm conhecido como tipo 3, de acordo com os requisitos estabelecidos na tabela 3.
O composto deve conter de origem todos os aditivos, antioxidantes, estabilizantes e pigmentos.
O composto de polipropileno a ser empregado na fabricao de tubos deve ser fornecido pelo prprio fabricante do
polmero base e ser possvel a sua rastreabilidade. O fabricante de tubos nada pode acrescentar ao composto.
4.4.4 Cor
Os tubos de polipropileno PP-R devem ser produzidos com um composto de cor verde, permitindo-se nuanas
devidas s naturais diferenas de cor das matrias-primas. O pigmento deve estar total e adequadamente disperso
no composto a ser empregado na fabricao dos tubos. O pigmento e o sistema de aditivao devem minimizar as
alteraes de cor e das propriedades dos tubos.
4.4.5 Opacidade
Tubos fabricados de acordo com esta Norma devem ser opacos, no devendo transmitir mais do que 0,2% de luz
visvel, quando ensaiados de acordo com a EN 578 ou SO 7686.
4.4.6 Aspectos superficiais
Os tubos devem apresentar: cor uniforme, superfcies lisas, limpas e sem sulcos e cavidades, e livres de corpos
estranhos, bolhas, rachaduras ou outros defeitos visuais que indiquem descontinuidade do material e/ou do
processo de extruso.
As extremidades dos tubos devem ser cortadas transversalmente em relao ao seu eixo e apresentarem-se sem
rebarbas.
4.4.7 PotabiIidade da gua para consumo humano
Todos os materiais plsticos e no plsticos empregados em tubulaes de PP-R, em contato permanente ou
temporrio com a gua para consumo humano, no devem afetar adversamente a qualidade da gua potvel.
Qualquer que seja o composto empregado, o produto final deve atender s exigncias da portaria 105 da ANVSA.
Figura 1 - Curvas de referncia para tenso esperada de poIipropiIeno copoImero random (refazer desenho)
Projeto 02:111.59-001:2006
7
4.4.8 MateriaI reprocessveI
O emprego de material reprocessvel, obtido durante a produo ou realizao de ensaios de produtos, permitida
em adio a material virgem, desde que sejam tomados os devidos cuidados para a no contaminao.
NOTA - Materiais reprocessveis de fontes externas e materiais reciclados no devem ser empregados.
TabeIa 3 - Caractersticas fsico-qumicas de compostos de poIipropiIeno random (PP-R)
Caracterstica Requisito Parmetros de ensaios Valor
Mtodo de
ensaio
Visual
sento de
defeitos
4.4.4, 4.4.5 e 4.4.6 Homogeneidade 6.2
Estabilidade
trmica atravs de
ensaio de presso
hidrosttica
1) 2)
Nenhum
rompimento
durante o ensaio
Procedimento de amostragem
Tenso hidrosttica circunferencial
Temperatura de ensaio
Tipo de ensaio
Tampa de extremidade
Orientao
Perodo de ensaio
Nmero de corpos-de-prova
3)
1,9 MPa
110 C
gua em ar
tipo 3
livre
3)
8760 h
1
SO 1167
Presso
hidrosttica
interna
Nenhuma falha
durante o ensaio
4.6.1
Nmero de corpos-de-prova
Tabela 5
3 por lote
SO 1167
Resistncia ao
impacto
1) 2) TR < 10%
Procedimento de amostragem
Temperatura de ensaio
Nmero de corpos-de-prova
3)
0 C
10
SO 9854
ndice de fluidez
do composto
> 0,5 g/10 min
Temperatura de ensaio
Massa
Nmero de corpos-de-prova
230 C
2,16 kg
3 por lote
SO 1133
1)
De acordo com o indicado em A.4.
2)
De acordo com o indicado em A.6.
3)
O procedimento de amostragem no indicado. Como orientao ver CEN SO/TS 15874-7.
4.5 Dimenses dos tubos de poIipropiIeno random (PP-R)
Os tubos de polipropileno random (PP-R) devem apresentar as dimenses e tolerncias estabelecidas na Tabela 4.
Para a classe dimensional do tubo, a espessura de parede, e
min
e e
calc
, respectivamente, deve ser conforme a
Tabela 4, em relao aos valores do tubo de srie S e S
calc
, respectivamente, entretanto, todos os tubos devem ter
uma espessura mnima de 2,0 mm.
TabeIa 4 - Dimenses de tubos de poIipropiIeno random (PP-R)
Dimenses em milmetros
Dimetro
nominaI
DN
Dimetro
externo
nominaI
dn
Dimetro
externo
mdio
mnimo
dem
min
Dimetro
externo
mdio
mximo
dem
max
Espessura de parede (e
min
)
Srie de tubo S2,5 Srie de tubo S3,2
P
D
0,8 MPa
a 70 C
Tolerncia P
D
0,6 MPa
a 70 C
Tolerncia
12
16
20
25
32
40
50
63
75
90
110
125
140
160
12
16
20
25
32
40
50
63
75
90
110
125
140
160
12,0
16,0
20,0
25,0
32,0
40,0
50,0
63,0
75,0
90,0
110,0
125,0
140,0
160,0
12,3
16,3
20,3
25,3
32,3
40,4
50,5
63,6
75,7
90,9
111,0
126,2
141,3
161,5
2,0
2,7
3,4
4,2
5,4
6,7
8,3
10,5
12,5
15,0
18,3
20,8
23,3
26,6
+ 0,3
+ 0,4
+ 0,5
+ 0,6
+ 0,7
+ 0,8
+ 1,0
+ 1,2
+ 1,4
+ 1,6
+ 2,0
+ 2,2
+ 2,4 (2,6)
+ 2,6 (2,9)
1,8
2,2
2,8
3,5
4,4
5,5
6,9
8,6
10,3
12,3
15,1
17,1
19,2
21,9
+ 0,3
+ 0,4
+ 0,4
+ 0,5
+ 0,6
+ 0,7
+ 0,8
+ 1,0
+ 1,2
+ 1,4
+ 1,7
+ 1,9
+ 2,1
+ 2,3
4.6 Caractersticas de tubos de poIipropiIeno random PP-R para apIicaes de cIasse 2
4.6.1 Caractersticas mecnicas de tubos de poIipropiIeno random (PP-R)
Projeto 02:111.59-001:2006
8
Quando ensaiados de acordo com os parmetros de ensaios indicados na Tabela 5, os tubos devem resistir
tenso hidrosttica circunferencial sem romper.
Este ensaio, considerado ensaio de tipo, deve ser realizado durante o desenvolvimento do produto, quando o
fabricante iniciar a produo de tubos de polipropileno de acordo com esta Norma, ou quando houver mudana de
fabricante de composto, ou mudana de composto, ou mudana de aditivos ou ampliao da linha de produtos.
TabeIa 5 - Caractersticas mecnicas de tubos de poIipropiIeno random (PP-R)
Caracterstica Requisito
Parmetros para ensaios
Mtodo de
ensaio
Tenso
hidrosttica
circunferencial
MPa
Temperatura
de ensaio
C
Perodo de
ensaio
h
Nmero de
corpos-de-
prova
Resistncia a
presso
hidrosttica
interna
Nenhuma
falha
durante o
perodo de
ensaio
16,0 20 1 3
SO 1167
4,3 95 22 3
3,8 95 165 3
3,5 95 1000 3
NOTAS
1. Tampo de extremidade: tipo a).
2. Orientao do corpo-de-prova: livre.
3. Tipo de ensaio: gua em gua
4.6.2 Caractersticas fsico-qumicas de tubos de poIipropiIeno random (PP-R)
Quando ensaiados de acordo com os mtodos de ensaio estabelecidos na Tabela 6, os tubos devem apresentar-se
de acordo com os requisitos indicados.
TabeIa 6 - Caractersticas fsico-qumicas de tubos de poIipropiIeno random (PP-R)
Caracterstica Requisito Parmetros de ensaios Valor
Mtodo de
ensaio
Estabilidade
dimensional
> 2%
Temperatura de ensaio
Durao do ensaio para:
e > 8 mm
8 mm < e >16 mm
e > 16 mm
Nmero de corpos-de-prova
135 C
1 h
2 h
4 h
3
Mtodo B da
EN 743 (ensaio
de forno)
Estabilidade
trmica
> 80 min
Temperatura
Nmero de corpos-de-prova
200 C
3
NBR 14300
Tenso
hidrosttica
Rompimento na
curva ou acima
dela
Temperatura de ensaio
Perodo de ensaio
95 C
2 500 h
Mtodo B da
EN 743 (ensaio
de forno)
Resistncia ao
impacto
TR < 10%
Procedimento de amostragem
Temperatura de ensaio
Nmero de corpos-de-prova
1)
0 C
10
SO 9854
ndice de fluidez
do tubo
30% de diferena
mxima em
relao ao
composto
Temperatura de ensaio
Massa
Nmero de corpos-de-prova
230 C
2,16 kg
3
SO 1133
1)
O procedimento de amostragem no indicado. Como orientao ver CEN SO/TS 15874-7
4.7 Junta para finaIidade do sistema
As caractersticas da junta (unio) para finalidade de sistema, em instalaes prediais de gua quente e fria, para
consumo humano, sob presso e temperatura de acordo com a tabela 1, devem ser apropriadas para a aplicao de
tubos de PP-R tipo 3.
Em conjunto com outras partes desta Norma aplicvel a tubos de PP-R tipo 3, com conexes, suas juntas e unio
com outros materiais plsticos e no plsticos indicados para instalaes de gua quente e fria.
4.8 Requisitos de desempenho
Tubos fabricados de acordo com esta Norma, unidos com conexes fabricadas de acordo com o projeto de Norma
02:111.59-002, bem como os componentes e respectivas juntas devem apresentar-se em conformidade com os
requisitos indicados na EN SO 15874-5.
4.8.1 Ensaio de resistncia presso hidrosttica interna
Quando ensaiados de acordo com a SO 1167, com os parmetros de ensaios estabelecidos na Tabela 7, os
conjuntos montados com tubos de classe 2 no devem romper.
Projeto 02:111.59-001:2006
9
A presso de ensaio P, para determinar o tempo de falha e temperatura de ensaio, devem ser determinados pela
seguinte equao:
P = Pd . o
P
o
DT
Onde:
P a presso hidrosttica, que deve ser aplicada ao conjunto montado durante o perodo de ensaio, expressa em megapascal;
o
P
o valor da tenso de projeto do material da tubulao, como determinado para a classe e aplicao 2 indicado na Tabela 7,
expresso em em megapascal,
o
DT
o valor da tenso hidrosttica do material da tubulao, correspondente ao tempo de ocorrncia de falha durante o ensaio,
dos pontos dados na Tabela 7, expresso em em megapascal,.
P
D
a presso de projeto para 0,6 MPa ou 0,8 MPa, conforme a aplicao.
TabeIa 7 - Requisitos para o ensaio de resistncia presso hidrosttica interna
Parmetros de ensaio Classe de aplicao 2
Temperatura mxima de projeto (T
max
), em C 80
Tenso de projeto do material do tubo (o
P
), em megapascal 2,13
Temperatura de ensaio (T
ensaio
), em C 95
Perodo de ensaio (t), em h 1 000
Tenso do material do tubo (o
DT
), em megapascal 3,5
Presso hidrosttica interna, para uma presso de projeto do tubo (P
D
) de:
0,6 MPa
0,8 MPa
9,9
13,1
Nmero de corpos-de-prova 3
4.8.2 Ensaio de resistncia aos cicIos trmicos
O ensaio de verificao da resistncia aos ciclos trmicos deve ser efetuado de acordo com a EN 12293 e
parmetros indicados na Tabela 8, para os tubos, as conexes e conjuntos montados, conforme o caso.
TabeIa 8 - Requisitos para o ensaio de resistncia aos cicIos trmicos
Parmetros de ensaio Classe de aplicao 2
Temperatura mxima de projeto (T
max
), em C 80
Maior temperatura de ensaio, em C 90
Menor temperatura de ensaio, em C 20
Ensaio de presso hidrosttica interna, em megapascal P
D
Nmero de ciclos 5 000
Presso hidrosttica interna, para uma presso de projeto do tubo (P
D
) de:
0,6 MPa
0,8 MPa
9,9
13,1
Nmero de corpos-de-prova
1 conjunto de conexes
de acordo com a
configurao indicada
na EN 12293
NOTA - Cada ciclo compreende (15 + 1) min, na maior temperatura e (15 + 1) min na menor temperatura e a
durao total de um ciclo de (30 + 2) min
A tenso de trao (o
T
), utilizada para calcular a pr-tenso exigida na EN 12293 de 2,4 MPa.
A tenso de trao deve ser calculada atravs da seguinte equao:
o
T
= d x T x E
onde:
o
T
a tenso de trao, expressa em megapascal;
d o coeficiente de expanso trmica, expresso inversamente em Kelvin (1/K);
T a diferena de temperatura, expressa em Kelvin;
E o mdulo de elasticidade, expresso em megapascal.
Neste padro, os seguintes valores so aplicados:
d = 1,5 x 10
- 4
x K
1
T = 20 K
E = 800 Mpa
5 Marcao
A marcao deve ser impressa ou gravada diretamente sobre o tubo, a cada metro ao longo de seu comprimento,
de tal forma que, em condies normais de estocagem, manuseio e instalao, permaneam legveis e indelveis.
Projeto 02:111.59-001:2006
10
Se for utilizado algum processo de impresso, a colorao da marcao deve ser distinta da colorao bsica do
tubo.
Qualquer que seja o tipo de marcao empregado, o mesmo no deve propiciar o incio de rachaduras ou outros
defeitos que influenciem adversamente na desempenho dos tubos.
5.1 Marcao mnima
Os tubos devem apresentar no mnimo as seguintes marcaes:
a) nmero desta norma;
b) nome ou marca de identificao do fabricante;
c) dimetro externo e espessura de parede;
d) a sigla PP-R;
e) temperatura de projeto (70 C) combinada com a presso de projeto (0,6 MPa ou 0,8 Mpa, conforme o caso);
f) cdigo de rastreabilidade que atenda o indicado na nota a seguir:
NOTA - Para comprovar a rastreabilidade devem ser indicados no mnimo os seguintes dados:
1) perodo, ano e ms de produo em nmeros ou cdigo;
2) um nome ou cdigo do local de produo, se o fabricante produz em locais distintos;
3) cdigo correspondente do fabricante do composto.
6 Inspeo de recebimento
A inspeo de recebimento de tubos de polipropileno limita-se ao produto acabado, devendo ser processada
somente para compras superiores a dezesseis (16) tubos (barras) de um mesmo dimetro nominal. Para o caso de
fornecimento de quantidades inferiores, mediante acordo prvio entre fabricante e comprador, pode ser efetuada
inspeo de recebimento de acordo com o previsto nas tabelas 9, 10 e 11 ou podem ser aceitos os relatrios e
certificados emitidos pelo controle de qualidade do fabricante.
A inspeo de recebimento deve ser efetuada em fbrica, podendo ser realizada em outro local previamente
escolhido mediante acordo prvio entre fabricante e comprador, desde que o local escolhido rena todos os
recursos e condies para a realizao dos exames e ensaios previstos nesta Norma.
O fabricante deve colocar disposio do comprador ou de seu representante os equipamentos e pessoal
especializado, para realizao dos exames e ensaios conforme sua rotina normal de controle de qualidade.
O comprador ou seu representante deve ser avisado com antecedncia mnima de 10 dias antes da data em que
devem ter incio as operaes de inspeo.
Caso o comprador ou seu representante no comparea na data estipulada para efetuar a inspeo de recebimento, o
fabricante deve proceder aos exames e ensaios estabelecidos nesta Norma e emitir o relatrio de liberao dos lotes
aprovados, o qual deve ser encaminhado junto com o material correspondente.
6.1 Formao de amostra
O fabricante deve formar lotes de tubos (barras) de polipropileno de acordo com a Tabela 9, para a realizao do
exame visual.
A amostra, representativa do lote, deve ser retirada aleatoriamente pelo comprador ou pelo seu representante ou, no
caso da ausncia destes, pelo pessoal de controle de qualidade do fabricante.
TabeIa 9 - PIano de amostragem para exame visuaI
Tamanho do lote
(barras)
Tamanho da amostra
(barras)
Unidades defeituosas
Aceitao (Ac) Rejeio (Re)
16 a 50 8 0 1
50 a 91 13 0 1
91 a 150 20 1 2
151 a 500 32 2 3
501 a 1 200 50 3 4
1 201 a 3 200 80 5 6
3 201 a 10 000 125 8 9
O fabricante deve formar lotes de tubos (barras) de polipropileno de acordo com a Tabela 10, para a realizao do
exame dimensional.
A amostra da Tabela 10, retirada aleatoriamente da amostra da Tabela 9, deve ser formada por um lote de tubos
aprovados no exame visual, para a realizao do exame dimensional.
Projeto 02:111.59-001:2006
11
TabeIa 10 - PIano de amostragem para exame dimensionaI
Tamanho do lote
(barras)
Tamanho da amostra (barras) Unidades defeituosas
Primeira
amostragem
Segunda
amostragem
Primeira amostragem Segunda amostragem
Ac
1
Re
1
Ac
2
Re
2
16 a 150 3 3 0 1 - -
151 a 500 5 5 0 2 1 2
501 a 3.200 8 8 0 3 3 4
3 201 a 10 000 13 13 1 4 4 5
O fabricante deve formar lotes de tubos (barras) de polipropileno de acordo com a Tabela 11, para a realizao dos
ensaios.
TabeIa 11 - PIano de amostragem para ensaios
Tamanho do lote
(barras)
Tamanho da amostra (barras) Unidades defeituosas
Primeira
amostragem
Segunda
amostragem
Primeira amostragem Segunda amostragem
Ac
1
Re
1
Ac
2
Re
2
16 a 150 3 3 0 2 1 2
151 a 500 5 5 0 3 3 4
501 a 3.200 8 8 1 4 4 5
3.201 a 10.000 13 13 2 5 6 7
6.2 Exame visuaI
O comprador ou seu representante deve verificar se as condies exigidas em 4.2, 4.4.6, 4.4.7, 4.4.8 e na seo 5
so atendidas pelos tubos da amostra extrada conforme 6.1.
6.3 Exame dimensionaI
Aps a aprovao no exame visual, o comprador ou seu representante deve verificar se as condies estabelecidas
em 4.5 so atendidas pelos tubos da amostra extrada conforme 6.1.
6.4 Inspeo por ensaios
Aps a aprovao no exame dimensional, o comprador ou seu representante deve verificar se as condies
estabelecidas em 6.4.1 a 6.4.8 so atendidas pelos tubos da amostra extrada conforme 6.1.
6.4.1 Ensaio de resistncia tenso hidrosttica circunferenciaI
Todos os lotes apresentados para inspeo de recebimento, aprovados nos exames visual e dimensional, devem
ser submetidos ao ensaio de resistncia tenso hidrosttica circunferencial de acordo com 4.6.1.
Quando o fabricante no comprovar a realizao deste ensaio, o comprador pode exigir a realizao dele.
6.4.2 Ensaio de verificao da estabiIidade dimensionaI
Todos os lotes aprovados no ensaio de resistncia tenso hidrosttica circunferencial devem ser submetidos ao
ensaio de reverso longitudinal de acordo com 4.6.2.
Quando o fabricante no comprovar a realizao deste ensaio, o comprador pode exigir a realizao dele.
6.4.3 Ensaio de verificao da estabiIidade trmica
Todos os lotes aprovados no ensaio de verificao da reverso longitudinal devem ser submetidos ao ensaio de
verificao da estabilidade trmica de acordo com 4.6.2.
Quando o fabricante no comprovar a realizao deste ensaio, o comprador pode exigir a realizao dele.
6.4.4 Ensaio de verificao da resistncia ao impacto
Todos os lotes aprovados no ensaio de verificao da estabilidade trmica devem ser submetidos ao ensaio de
verificao da resistncia ao impacto de acordo com 4.6.2.
Quando o fabricante no comprovar a realizao deste ensaio, o comprador pode exigir a realizao dele.
6.4.5 Ensaio de verificao do ndice de fIuidez do composto
Todos os lotes aprovados no ensaio de verificao da resistncia ao impacto devem ser submetidos ao ensaio de
verificao do ndice de fluidez do composto de acordo com 4.6.2.
Quando o fabricante no comprovar a realizao deste ensaio, o comprador pode exigir a realizao dele.
6.4.6 Ensaio de verificao do ndice de fIuidez do tubo
Todos os lotes aprovados no ensaio de verificao do ndice de fluidez do composto devem ser submetidos ao
ensaio de verificao ndice de fluidez do tubo de acordo com 4.6.2.
Quando o fabricante no comprovar a realizao deste ensaio, o comprador pode exigir a realizao dele.
Projeto 02:111.59-001:2006
12
6.4.7 Ensaio de verificao da resistncia presso hidrosttica interna
Todos os lotes aprovados no ensaio de verificao ndice de fluidez do tubo devem ser submetidos ao ensaio de
desempenho de verificao da resistncia presso hidrosttica interna de acordo com 4.8.1.
Quando o fabricante no comprovar a realizao deste ensaio, o comprador pode exigir a realizao dele.
6.4.8 Ensaio de verificao da resistncia aos cicIos trmicos
Todos os lotes aprovados no ensaio resistncia presso hidrosttica interna devem ser submetidos ao ensaio de
desempenho de verificao da resistncia aos ciclos trmicos de acordo com 4.8.2.
Quando o fabricante no comprovar a realizao deste ensaio, o comprador pode exigir a realizao dele.
6.5 Aceitao e rejeio
6.5.1 Condies de aceitao ou rejeio do exame visuaI
A quantidade de tubos de polipropileno examinados deve ser igual ao tamanho da amostra dado pelo plano da
Tabela 9.
Se o nmero de tubos de polipropileno defeituosos encontrados na amostra for menor ou igual do que o nmero de
aceitao (Ac), o lote deve ser considerado aceito neste exame.
Se o nmero de tubos de polipropileno defeituosos for igual ou maior do que o nmero de rejeio (Re), o lote deve
ser rejeitado.
6.5.2 Condies de aceitao ou rejeio do exame dimensionaI
Aps a aprovao nos exame visual, deve ser efetuado o exame dimensional realizado conforme 6.3 nos lotes de
tubos de polipropileno, utilizando-se o plano de amostragem da Tabela 10.
6.5.2.1 Primeira amostragem
Se o nmero de tubos de polipropileno da amostra que apresentarem no conformidades for menor ou igual que o
primeiro nmero de aceitao (Ac
1
), o lote deve ser considerado aceito.
Se o nmero de tubos de polipropileno da amostra que apresentarem no conformidades for igual ou maior que o
primeiro nmero de rejeio (Re
1
), o lote deve ser rejeitado.
Quando o nmero de tubos de polipropileno, que apresentarem no conformidades na primeira amostragem, for maior
que o primeiro nmero de aceitao (Ac
1
) e menor que o primeiro nmero de rejeio (Re
1
), uma segunda amostragem
com o tamanho dado pelo plano deve ser retirada da amostra aprovada conforme 6.2, no sendo realizada a inspeo dos
ensaios at a obteno dos resultados da segunda amostragem do exame dimensional.
6.5.2.2 Segunda amostragem
As quantidades de tubos no conformes encontradas na primeira e segunda amostragem devem ser acumuladas.
Se a quantidade acumulada for menor ou igual que o segundo nmero de aceitao (Ac
2
), o lote deve ser aceito.
Se a quantidade acumulada for igual ou maior que o segundo nmero de rejeio (Re
2
), o lote deve ser rejeitado.
6.5.3 Condies de aceitao ou rejeio da inspeo por ensaios
6.5.3.1 Primeira amostragem
Aps a aprovao no exame dimensional, devem ser verificados os resultados da inspeo por ensaios, somando-
se o nmero de tubos de polipropileno que apresentarem no conformidades no conjunto de ensaios realizados
conforme 6.4, utilizando-se o plano de amostragem da Tabela 11.
A quantidade de tubos inspecionados em cada um dos ensaios deve ser igual ao tamanho da amostra dado pelo
plano da Tabela 11.
Se o nmero de tubos de polipropileno da amostra que apresentarem no conformidades for menor ou igual que o
primeiro nmero de aceitao (Ac
1
), o lote deve ser considerado aceito.
Se o nmero de tubos de polipropileno da amostra que apresentarem no conformidades for igual ou maior que o
primeiro nmero de rejeio (Re
1
), o lote deve ser rejeitado.
Quando, em algum ensaio, o nmero de tubos de polipropileno que apresentarem no conformidades na primeira
amostragem, for maior que o primeiro nmero de aceitao (Ac
1
) e menor que o primeiro nmero de rejeio (Re
1
),
uma segunda amostragem com o tamanho dado pelo plano deve ser retirada da amostra aprovada conforme 6.3;
no sendo realizada a inspeo dos demais ensaios at a obteno de resultados satisfatrios da segunda
amostragem do respectivo ensaio.
6.5.3.2 Segunda amostragem
As quantidades de tubos no conformes encontrados na primeira e segunda amostragem devem ser acumuladas.
Projeto 02:111.59-001:2006
13
Se a quantidade acumulada for igual ou menor que o segundo nmero de aceitao (Ac
2
), o lote deve ser aceito.
Se a quantidade acumulada for igual ou maior que o segundo nmero de rejeio (Re
2
), o lote deve ser rejeitado.
6.6 ReIatrio de ensaios
Para cada lote de tubos a ser entregue deve ser fornecido um relatrio de resultados de ensaios contendo no
mnimo o seguinte:
a) dimetro nominal (DN) do tubo;
b) nmero da semana do ano e ano de fabricao;
c) quantidade do lote fornecido ao comprador, em metros; e
d) declarao de que o lote apresentado atende aos requisitos desta Norma.
Projeto 02:111.59-001:2006
14
Anexo A (informativo)
ControIe do processo de fabricao
A.1 Verificao do controIe do processo de fabricao
A.1.1 Os fabricantes devem colocar disposio do inspetor os documentos de seu controle do processo de
fabricao, tais como os procedimentos e relatrios, cuja exibio deve ser objeto de acordo prvio.
A.1.2 O comprador ou seu representante deve avaliar o controle do processo de fabricao e os recursos
tcnicos para a produo do composto e dos tubos de polipropileno PP-R tipo 3, de acordo com os requisitos
estabelecidos nas sees 4, 5 e 6.
A.2 Exames e ensaios de composto de poIipropiIeno
O fabricante de composto de polipropileno PP-R tipo 3 deve realizar os exames e ensaios indicados na seo 4
de acordo com a tabela A.1 ou A.2, conforme o caso, de tal forma que as amostras ensaiadas atendam aos
requisitos desta Norma.
A.2.1 Exames e ensaios durante a quaIificao do composto de poIipropiIeno PP-R tipo 3
Os exames e ensaios indicados na tabela A.1 devem ser efetuados durante a fase de homologao do
composto de polipropileno PP-R tipo 3, ou em caso de mudana do composto como indicado em A.6, conforme
o caso.
TabeIa A.1 - Exames e ensaios de quaIificao de composto de poIipropiIeno PP-R tipo 3
Exames e
ensaios
Requisito
Parmetros de
exame e ensaios
Valor
Nmero de
corpos-de-
prova
Mtodo
Visual Sem contaminao - Homogeneidade 100 % CQF
4)
Cor Uniforme 4.4.4 e 4.4.6
Verde (padro do
fabricante)
3 CQF
4)
Opacidade Devem ser opacos 4.4.5 0,2% de luz visvel 3 SO 7686
Disperso de
pigmentos
Uniformidade XXX > grau 3 6
ABNT NBR SO
18553
Curva de
regresso
1)
No apresentar
ruptura abaixo da
curva padro
4.4.1 e 4.4.2 gual ou acima da
curva da figura 1
- EN SO 9080
Efeito sobre a
gua
sento de
contaminao
4.4.7 - 3
Portaria 105 da
ANVSA
ndice de
fluidez
> 0,5 g/10 min
Temperatura
Massa
230 C
2,16 kg
3 SO 1133
Temperatura
de fuso
Fundir abaixo da
temperatura
mxima
Temperatura
<145 C 1 SO 11357-6
Estabilidade
Trmica
(OT)
Nenhuma falha
durante o perodo
de ensaio
Perodo de
ensaio
Temperatura
> 80 min
200 C
3
ABNT NBR
14300
Presso
hidrosttica
interna
2)
Nenhuma falha
durante o perodo
de ensaio
4.6.1 Tabela 5
3 p/cada
composto
SO 1167
Tenso
hidrosttica
2)
No romper
abaixo da curva
Temperatura
Perodo de
ensaio
95 C
2 500 h
3 p/cada
composto
Mtodo B da
EN 743 (ensaio
de forno)
Estabilidade
trmica
atravs do
ensaio de
presso
hidrosttica
2)
Nenhum
rompimento
durante o ensaio
Tenso
hidrosttica
circunferencial
Temperatura de
ensaio
Tipo de ensaio
Tipo de tampo
de extremidade
Orientao
Perodo de
ensaio
1,9 MPa
110 C
gua em ar
Tipo a
Livre
3)
8760 h
1 p/cada
composto
3)
SO 1167
1)
Deve ser efetuado durante o desenvolvimento do composto ()
2)
Ensaio a ser realizado aps qualquer alterao no composto conforme indicado em A.8 (M1 e M2).
3)
O procedimento de amostragem no indicado. Como orientao ver CEN SO/TS 15874-7.
4)
Conforme procedimentos de qualidade do fabricante.
NOTAS:
1. : Ensaios tipo iniciais efetuados em caso de um novo composto ou sistema.
Projeto 02:111.59-001:2006
15
2. M1: Mudana de polmero.
3. M2: Mudana de pacote de aditivo(s)
4. Se o fabricante avaliou as propriedades de tenso hidrosttica da EN SO 15874-2, o fabricante dos tubos deve apenas
verificar a conformidade com as curvas de referncia, para a resistncia hidrosttica dada na figura 1 . O menor nvel de tenso
ser dado no tempo de falha de aproximadamente 2 500 h. Todos os pontos de falha devem estar na curva de referncia
conforme figura 1 ou acima dela.
5. Com objetivo de avaliar o efeito da mudana devida a alterao do pacote de aditivos (M2) nas propriedade das tenses
hidrostticas especificadas na EN SO 15874-2, 3 amostras devem ser ensaiadas a dois nveis de tenses a 95 C. O
nvel mais baixo determinar o tempo de falha a aproximadamente 2 500 h. Todos os pontos de falha devem estar na
curva de referncia conforme figura 1 ou acima dela.
A.2.2 Exames e ensaios durante a fabricao do composto de poIipropiIeno PPR tipo 3
Os exames e ensaios indicados na tabela A.2 devem ser efetuados durante a fabricao de compostos de
polipropileno PP-R tipo 3.
TabeIa A.2 - Exames e ensaios durante a fabricao de composto de poIipropiIeno PPR tipo 3
Exames e
ensaios
Requisito Parmetros de
exame e ensaios
Valor Periodicidade e
n de corpos-
de-prova
Mtodo
Visual sento de
contaminao
- Homogeneidade 100 % CQF
2)
Cor Uniforme 4.4.4 e 4.4.6 - 3 p/Iote CQF
2)
Opacidade Devem ser
opacos
4.4.5 0,2% de Iuz
visveI
3 p/Iote ISO 7686
Disperso de
pigmentos
Uniformidade XXX 5 grau 3 6 p/Iote ABNT NBR
ISO 18553
Presso
hidrosttica
interna
Nenhuma falha
durante o ensaio
Perodo
Temperatura
Tenso
1 h
20 C
16,0 MPa
3 p/lote SO 1167
Perodo
Temperatura
Tenso
165 h
95 C
3,8 MPa
3 p/lote
ndice de
fluidez
> 0,5 g/10 min Temperatura de
ensaio
Massa
230 C
2,16 kg
3 p/lote SO 1133
1)
O procedimento de amostragem no indicado. Como orientao ver CEN SO/TS 15874-7.
2)
Conforme procedimentos de qualidade do fabricante
A.3 Exames e ensaios de tubos de poIipropiIeno
O fabricante de tubos de polipropileno deve realizar os exames e ensaios indicados na seo 4 de acordo com
as tabelas A.3 ou A.4, conforme o caso, de tal forma que as amostras ensaiadas atendam aos requisitos desta
Norma.
A.3.1 Exames e ensaios durante a quaIificao de tubos de poIipropiIeno PPR tipo 3
Os exames e ensaios indicados na tabela A.3 devem ser efetuados durante durante a fase de qualificao de
tubos de tubos de polipropileno PP-R tipo 3, ou em caso de mudana do composto de acordo com o indicado
em A.6, conforme o caso.
TabeIa A.3 - Exames e ensaios de quaIificao de tubos de poIipropiIeno PP-R tipo 3
Exames e
ensaios
Requisito
Parmetros de
exame e ensaios
Valor
N de corpos-de-
prova
Mtodo
Visual Uniformidade
4.2, 4.4.4, 4.4.5,
4.4.6 e 5
- 100 % 6.2
Dimensional
De acordo com
as tolerncias
indicadas
Tabela 4 - 100 % 4.5
EstabiIidade
Trmica
(OIT)
XXXXX
Perodo mnimo
Temperatura
> 80 min
200 C
3
ABNT NBR
14300
Presso
hidrosttica
interna
Nenhuma falha
durante o
ensaio
1h
22h
165h
1000h
Tabela 5
3 p/tenso
3 p/tenso
3 p/tenso
semanal
3 p/tenso XXX
4.6.1 e SO 1167
Estabilidade
dimensional
> 2%
Temperatura
Perodode ensaio:
e > 8 mm
8 mm < e >16 mm
e > 16 mm
135 C
1 h
2 h
4 h
3
Mtodo B da EN
743 (ensaio de
forno)
Projeto 02:111.59-001:2006
16
Resistncia
ao impacto
TR < 10%
Procedimento de
amostragem
Temperatura
2)
0 C
10 em uma
espessura
nominal p/grupo
de dimetro
nominal
1) 2)
SO 9854
ndice de
fluidez
30% de
diferena
mxima em
relao ao valor
do composto
Temperatura
Massa
230 C
2,16 kg
3 amostras /
semana
SO 1133
Efeito sobre
a gua
Regulamentao
do Ministrio da
Sade
- 4.4.7 1 / composto
1) 2)
Portaria 105 da
ANVSA
1)
Ensaio a ser realizado aps qualquer alterao no composto conforme indicado em A.8 (M1, M2 e E).
2)
O procedimento de amostragem no indicado. Como orientao ver CEN SO/TS 15874-7.
NOTA:
E: Ampliao da linha de produtos
A.3.2 Exames e ensaios durante a fabricao de tubos de poIipropiIeno PPR tipo 3
Os exames e ensaios indicados na tabela A.4 devem ser efetuados durante durante a fabricao de tubos de
polipropileno PPR tipo 3, ou em caso de mudana do composto de acordo com o indicado em A.6, conforme o
caso.
TabeIa A.4 - Exames e ensaios durante a fabricao de tubos de poIipropiIeno
Exames e
ensaios
Requisito
Parmetros de
exame e ensaios
Valor
N de corpos-de-
prova
Mtodo
Visual Uniformidade
4.2, 4.4.4, 4.4.5,
4.4.6 e 5
- 100 % 6.2
Dimensional
De acordo com
as tolerncias
indicadas
Tabela 4 - 100 % 4.5
Disperso de
pigmentos
Uniformidade 4.4.4 e 4.4.6 5 grau 3 6 por Iote
ABNT NBR ISO
18553
Opacidade
Devem ser
opacos
4.4.5
0,2% de
luz visvel
3 por lote
EN 578 ou SO
7686
EstabiIidade
Trmica
(OIT)
XXXX
Perodo de ensaio
Temperatura
> 80 min
200 C
3 por Iote
ABNT NBR
14300
Presso
hidrosttica
interna
Nenhuma falha
durante o
ensaio
4.6.1 Tabela 5 3 p/lote p/tenso SO 1167
Estabilidade
dimensional
> 2%
Temperatura
Perodode ensaio:
e > 8 mm
8 mm < e >16 mm
e > 16 mm
135 C
1 h
2 h
4 h
3 por lote
Mtodo B da EN
743 (ensaio de
forno)
Resistncia
ao impacto
TR < 10%
Procedimento de
amostragem
Temperatura
2)
0 C
10 por lote SO 9854
ndice de
fluidez
30% de diferena
mxima em
relao ao valor
do composto
Temperatura
Massa
230 C
2,16 kg
3 por lote SO 1133
1)
Ensaio a ser realizado aps qualquer alterao no composto conforme indicado em A.8.
2)
O procedimento de amostragem no indicado. Como orientao ver CEN SO/TS 15874-7.
A.4 Grupos de tamanhos nominais
Para avaliao dos produtos pode ser aplicado o conceito de grupos, conforme indicado em A.4.1 e A.4.2..
A.4.1 Grupos de presses nominais
Dois grupos de presso de projeto, previstos nesta Norma, esto indicados na Tabela A.3.
Projeto 02:111.59-001:2006
17
TabeIa A.5 - Grupos de presses nominais
Grupo de presso
de projeto
Presso de projeto (P
D
)
MPa
1 0,6
2 0,8
A.4.2 Grupos de dimetros nominais
Dois grupos de dimetros nominais esto indicados na Tabela A.3, os quais podem ser agrupados para propsitos
de ensaios, como previsto na SO /TS 15874-7.
TabeIa A.6 - Grupos de dimetros nominais
Grupo de dimetro nominal
Presso de projeto (P
D
)
MPa
1 10 > DN > 63
2 63 < DN > 160
A.5 Ensaios de desempenho
O fabricante de tubos polipropileno deve realizar os exames e ensaios de desempenho em conjuntos montados
de acordo com o estabelecido na seo 4, de tal forma que as amostras ensaiadas atendam aos requisitos
desta Norma. Sempre que solicitado, aps acordo prvio com o comprador, o fabricante deve apresentar os
relatrios dos ensaios.
TabeIa A.7 - Ensaios de desempenho
Exames e
ensaios
Requisito
Parmetros de
exame e ensaios
Valor
Periodicidade
e n de
corpos-de-
prova
Mtodo
Resistncia
presso
hidrosttica
interna
No apresentar
vazamento
4.7.1 Tabela 7 3 por Iote SO 1167
Ensaio de
ciclo trmico
No apresentar
vazamento sob
presso de
projeto
4.7.2 Tabela 8 3 por Iote EN 12293
A.6 Ensaios tipo
Os ensaios considerados como ensaios tipo, efetuados uma vez por composto ou por produto, devem realizados
sempre que for desenvolvido ou formulado um novo composto e a cada mudana de composto. Tais ensaios
demonstram que o produto atende a todos os requisitos estabelecidos nesta Norma.
Em compIemento, ensaios tipo reIevantes devem ser executados sempre que houver uma mudana no
projeto, no materiaI e/ou nos mtodos de produo, ou ajustamento na rotina do processo e/ou ampIiao
na Iinha de produtos.
Para finaIidade de definio de materiaI apIica-se a tabeIa A.8. As caractersticas e os vaIores para X (ver
tabeIa A.8) devem ser especificados peIo fabricante em seu controIe da quaIidade.
Se quaIquer caracterstica aIterada ou quaIquer nveI excede as faixas, essa variao na formuIao
constitui uma mudana no materiaI e as caractersticas dadas na Iinha M1 ou M2 da tabeIa A.8, como
apIicveI, o materiaI deve ser reensaiado.
NOTA - A mudana de fornecedor do materiaI ou estabiIizante no necessariamente constitui numa mudana de materiaI
ou composto. Se uma certificao de terceira parte for envoIvida, o reensaio deve ser acordado entre o corpo certificador
e fabricante.
TabeIa A.8 - Condies que estabeIecem mudana de materiaI
Tipo de mudana do materiaI Caractersticas, vaIor X e faixa
- Mudana de poImero (M1) - Mudana de fornecedor;
- Mudana de poIimerizao; ou
- Mudana das propriedades qumicas de comonomeros.
- Mudana do pacote de aditivos (por
exempIo: pigmentos, antioxidantes) (M2)
- mudana maior que X 30 % de cada aditivo; ou
- mudana de propriedade qumica ou natureza dos aditivos.
Para definio da mudana de projeto, as seguintes caractersticas so reIevantes:
- dimenses;
- geometria dos componentes;
- sistema de unio;
No controIe do processo do fabricante, a geometria, as dimenses e as toIerncias apIicveis devem no
mnimo estar de acordo e em compIemento com os requisitos dados nas partes reIevantes da EN ISO 15874,
conforme o caso.
Projeto 02:111.59-001:2006
18
Se uma ou mais caractersticas excedem s especificaes estabeIecidas, as caractersticas reIevantes
dadas na tabeIa A.8, como apIicveI, o materiaI deve ser reensaiado. Se uma certificao de terceira parte for
envoIvida, o reensaio deve ser acordado entre o corpo certificador e fabricante.
Anexo B (informativo)
Derivao do vaIor caIcuIado (S
calc,max
)
B.1 GeneraIidades
Este anexo detalha os princpios empregados em relao ao clculo do valor de S
calc, max
e, desta forma, as
correspondentes espessuras mnimas de parede, e
min
, de tubos relacionados classe de condio de servio
(classe de aplicao) estabelecida na Tabela 1 e a presso de projeto aplicvel, P
D
.
B.2 Tenso de projeto
A tenso de projeto, o
P
, para uma classe particular de condio de servio (classe de aplicao) calculada
utilizando a regra Miner de acordo com a EN SO 13760, levando em conta os requisitos da classe 2 da Tabela 1 e
os coeficientes gerais de servio indicados na Tabela B.1.
TabeIa B.1 - Coeficientes gerais de servio (projeto) para tubuIaes de PP-R
Temperatura
C
Coeficiente
(C)
T
oper
T
max
T
mal
T
fria
1,5
1,3
1,0
1,4
A tenso de projeto resultante, o
P
, calculada em relao classe 2 e fornecida na Tabela B.2.
TabeIa B.2 - Tenso de projeto para tubuIaes de PP-R
Classe de aplicao Tenso de projeto (o
P
)
MPa
2
20 C por 50 anos
2,13
6,93
B.3 Derivao do vaIor caIcuIado mximo S
calc
(S
calc, max
)
O valor de S
calc, max
o menor dos valores entre aqueles calculados de acordo com as seguintes expresses:
o
DT
/ P
D
onde:
o
DT
a tenso de projeto tomada da Tabela B.2, expressa em megapascals (MPa);
P
p
a tenso de projeto de (0,6 ou 0,8) MPa; ou
o
fria
/ P
p
onde:
o
fria
a tenso de projeto a 20 C relativa a uma vida til de 50 anos, expressa em megapascals (MPa);
P
D
a presso de projeto de 1,0 MPa.
O valor de S
calc,max
relativo classe 2 est indicado na Tabela B.3.
TabeIa B.3 - VaIor caIcuIado (S
calc,max
)
Presso de projeto
(P
D
)
MPa
Classe de aplicao 2
S
calc,max
-
1)
MPa
0,6
0,8
3,6
2,7
B.4 UtiIizao do vaIor caIcuIado S
calc, max
para determinao da espessura da parede
Projeto 02:111.59-001:2006
19
A srie S e o valor calculado (S
calc
) so escolhidos para a classe de aplicao 2 e tenso de projeto da Tabela1, de
forma que S ou S
calc
no sejam maiores do que S
calc, max
na Tabela B.3..
Você também pode gostar
- Lista de Exercicios 5 - Lic. QuimicaDocumento3 páginasLista de Exercicios 5 - Lic. QuimicaAbebeAinda não há avaliações
- 3 - Aula Medicao Condutividade Termica Materiais SolidosDocumento28 páginas3 - Aula Medicao Condutividade Termica Materiais SolidosLazaro CoutinhoAinda não há avaliações
- 1 TemperaturaDocumento2 páginas1 TemperaturaJoão Carlos RibeiroAinda não há avaliações
- Protocolos FísicaDocumento48 páginasProtocolos FísicaFortnite Aas8lopeAinda não há avaliações
- FISICA 100 QuestõesDocumento44 páginasFISICA 100 QuestõesLuiz RubensAinda não há avaliações
- CadernoDoProfessor 2014 Vol1 Baixa CN Fisica EM 2SDocumento162 páginasCadernoDoProfessor 2014 Vol1 Baixa CN Fisica EM 2SJosidel Almeida PereiraAinda não há avaliações
- Manual para Conversão de UnidadesDocumento16 páginasManual para Conversão de UnidadesJaneiro OusaAinda não há avaliações
- Lista 1 - Escalas de TemperaturaDocumento2 páginasLista 1 - Escalas de TemperaturaOrfeuAinda não há avaliações
- Evolucao LEDDocumento17 páginasEvolucao LEDJohnny SmithAinda não há avaliações
- BERNOULLI RESOLVE Fisica - Volume 1 PDFDocumento28 páginasBERNOULLI RESOLVE Fisica - Volume 1 PDFhorbite50% (2)
- Apostila ÓpticaDocumento223 páginasApostila ÓpticaValério Lucas GonçalvesAinda não há avaliações
- Capitulo 1Documento42 páginasCapitulo 1Tatiano Brollo100% (1)
- Prova Vestibular de Inverno 2019 03062019Documento40 páginasProva Vestibular de Inverno 2019 03062019Feltre MarthoAinda não há avaliações
- Termografia Aplicada No Monitoramento Da Temperatura Superficial Corpórea de AnimaisDocumento8 páginasTermografia Aplicada No Monitoramento Da Temperatura Superficial Corpórea de AnimaisGera BarbosaAinda não há avaliações
- NBR 5413 Vs NBR 8995-1Documento63 páginasNBR 5413 Vs NBR 8995-1eng_8236647680% (1)
- Relatório Atividade Laboratorial 3.2Documento22 páginasRelatório Atividade Laboratorial 3.2telma marquesAinda não há avaliações
- Glossário de FisicaDocumento17 páginasGlossário de FisicaMiguel Agle AgapitoAinda não há avaliações
- CadernodeexercciosdeFsicoQumica 1parteDocumento17 páginasCadernodeexercciosdeFsicoQumica 1parteJosefinaXavierJosefinaXavierAinda não há avaliações
- Termometria ResumoDocumento4 páginasTermometria Resumomariana negrisoliAinda não há avaliações
- Física Geral e Experimental II: Questão 1) - 0,50 Ponto(s)Documento14 páginasFísica Geral e Experimental II: Questão 1) - 0,50 Ponto(s)Wesley Kitadani100% (1)
- Eq481 UnidadesDocumento6 páginasEq481 UnidadesEdsonMarcondesAinda não há avaliações
- Temperatura e CalorDocumento10 páginasTemperatura e Calorryan 01 da EPCArAinda não há avaliações
- Módulo 4 - Termologia-2019Documento18 páginasMódulo 4 - Termologia-2019Stenio MedeirosAinda não há avaliações
- ProvaDocumento4 páginasProvaadriano_medeirosAinda não há avaliações
- Questões de Vestibular - Temperatura, DilataçãoDocumento22 páginasQuestões de Vestibular - Temperatura, DilataçãoLalahdnAinda não há avaliações
- RELATORIODocumento5 páginasRELATORIOisrael24032003Ainda não há avaliações
- EXERCÍCIOS DE FÍSICA - Introdução - Cinemática Escalar & Vetorial - DinâmicaDocumento83 páginasEXERCÍCIOS DE FÍSICA - Introdução - Cinemática Escalar & Vetorial - Dinâmicacb_penatrujillo91% (11)
- Matemática PPT - LogaritmosDocumento11 páginasMatemática PPT - LogaritmosMatemática PPT100% (1)
- Manual Luxsimon 10 - MGDocumento39 páginasManual Luxsimon 10 - MGWilkens CarvalhoAinda não há avaliações
- GrandezasDocumento5 páginasGrandezasbeatriz0% (1)