Você também pode gostar
- EXP02-Ensaio de ExtensometriaDocumento36 páginasEXP02-Ensaio de ExtensometriaLeonardo Kyo KabayamaAinda não há avaliações
- Trab2 EME505 2019-1 Vasos de PressaoDocumento1 páginaTrab2 EME505 2019-1 Vasos de PressaoLeonardo Kyo KabayamaAinda não há avaliações
- Norma DisciplinarDocumento32 páginasNorma DisciplinarLeonardo Kyo Kabayama100% (1)
- 01-Engenharia Mecânica ContribuicaoDocumento84 páginas01-Engenharia Mecânica ContribuicaoLeonardo Kyo Kabayama100% (1)
- Amortecimento de Sistemas MecânicosDocumento1 páginaAmortecimento de Sistemas MecânicosLeonardo Kyo KabayamaAinda não há avaliações
- Formulas ResMatDocumento1 páginaFormulas ResMatLeonardo Kyo KabayamaAinda não há avaliações
- RID - Leonardo Kyo KabayamaDocumento4 páginasRID - Leonardo Kyo KabayamaLeonardo Kyo KabayamaAinda não há avaliações
- Etica Na Engenharia Mecanica - OKDocumento54 páginasEtica Na Engenharia Mecanica - OKLeonardo Kyo Kabayama100% (1)
- Visita Campus UNIFEI-EMEDocumento23 páginasVisita Campus UNIFEI-EMELeonardo Kyo KabayamaAinda não há avaliações
- Ppt00 - Ensaio Cisalhamento (7p)Documento7 páginasPpt00 - Ensaio Cisalhamento (7p)Leonardo Kyo KabayamaAinda não há avaliações
- Kratos Len ProjetoDocumento5 páginasKratos Len ProjetoLeonardo Kyo KabayamaAinda não há avaliações
- Apresentação 4Documento7 páginasApresentação 4Leonardo Kyo KabayamaAinda não há avaliações
- FlambagemDocumento30 páginasFlambagemLeonardo Kyo KabayamaAinda não há avaliações
- Comparativo Frames e Pontos UltrassomDocumento334 páginasComparativo Frames e Pontos UltrassomLeonardo Kyo KabayamaAinda não há avaliações
- Como Substituir Molas Quebradas de SaxofonesDocumento16 páginasComo Substituir Molas Quebradas de SaxofonesEdson CarvalhoAinda não há avaliações
- Arn 001 Unidade 1 5Documento12 páginasArn 001 Unidade 1 5Jessé AugustoAinda não há avaliações
- Soldagem (UFMG)Documento295 páginasSoldagem (UFMG)alpcunhaAinda não há avaliações
- Abnt Resistencia Parafusos PDFDocumento10 páginasAbnt Resistencia Parafusos PDFrichard_pfAinda não há avaliações
- N-1706 CDocumento22 páginasN-1706 CcapixabaempreendedorAinda não há avaliações
- Catálogo Aços Especiais - AutomotivoDocumento8 páginasCatálogo Aços Especiais - AutomotivoCarlos MequiliniAinda não há avaliações
- 2 RedesSubterraneasBT PDFDocumento9 páginas2 RedesSubterraneasBT PDFrjiiAinda não há avaliações
- Saiba Tudo Sobre CordasDocumento12 páginasSaiba Tudo Sobre CordasNilceia ÁvilaAinda não há avaliações
- Prática 3Documento4 páginasPrática 3Albert SantosAinda não há avaliações
- Contabilidad Noche1Documento5 páginasContabilidad Noche1Jesus TorpocoAinda não há avaliações
- Aulas Parte 1 de Metalurgia Extrativa e Siderurgia - Mauricio PeresDocumento95 páginasAulas Parte 1 de Metalurgia Extrativa e Siderurgia - Mauricio PeresNic Castro100% (1)
- GABARITODocumento7 páginasGABARITOfelipe_ss1450% (2)
- Forno A Arco ElétricoDocumento25 páginasForno A Arco ElétricoRafael CruzAinda não há avaliações
- Tabela de Preços SOLOCRIA 2016Documento2 páginasTabela de Preços SOLOCRIA 2016Eduardo GamaAinda não há avaliações
- Norma Dimensional X Norma RoscaDocumento20 páginasNorma Dimensional X Norma RoscaGustavo1000Ainda não há avaliações
- 1 Prova CorrosãoDocumento3 páginas1 Prova CorrosãoIvesAntônioAinda não há avaliações
- Ferramentas de CorteDocumento14 páginasFerramentas de CorteThiago CâmaraAinda não há avaliações
- Aléxia Perrone Equipamentos Estáticos TUBULAÇÕESDocumento3 páginasAléxia Perrone Equipamentos Estáticos TUBULAÇÕESAlexia PerroneAinda não há avaliações
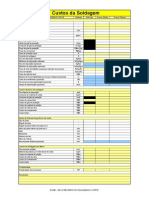
- Custos Da SoldagemDocumento14 páginasCustos Da SoldagemAlissonAinda não há avaliações
- Solucoes Fichas TrabalhoDocumento9 páginasSolucoes Fichas Trabalhomilenerato2240Ainda não há avaliações
- IHCAT-RAHSC010 Rev02 Out2009 PDFDocumento15 páginasIHCAT-RAHSC010 Rev02 Out2009 PDFDilson TavaresAinda não há avaliações
- Características Do AlumínioDocumento3 páginasCaracterísticas Do AlumínioFlávio MascarenhasAinda não há avaliações
- Questões - DiagramaDocumento13 páginasQuestões - DiagramaRafael StangeAinda não há avaliações
- Elementos de Máquinas 1Documento118 páginasElementos de Máquinas 1Edilon Junior100% (1)
- Processos de Fabricação Soldagem Industrial 4 Ano Fadim-16Documento81 páginasProcessos de Fabricação Soldagem Industrial 4 Ano Fadim-16Leandro AlmeidaAinda não há avaliações
- Efeitos Dos Elementos de LigaDocumento7 páginasEfeitos Dos Elementos de Ligaed wilsonAinda não há avaliações
- AjustagemDocumento131 páginasAjustagemIgo HenriqueAinda não há avaliações
- ILMENITA-Matérias PrimasDocumento6 páginasILMENITA-Matérias PrimasRafael TrianiAinda não há avaliações
- Aula 5 - Turma 1Documento44 páginasAula 5 - Turma 1Non MelloAinda não há avaliações
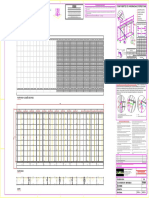
- Anteprojeto - Andaime em Tablado - Portaria - Rev 00Documento1 páginaAnteprojeto - Andaime em Tablado - Portaria - Rev 00Carlos AugustoAinda não há avaliações