Você também pode gostar
- Controlo de TesourariaDocumento24 páginasControlo de TesourariaMaria Nogueira100% (3)
- Whorshp Black and GreyDocumento45 páginasWhorshp Black and GreyTCHARLLESAinda não há avaliações
- O Poder Da Espiral - Wicca e Bruxaria AminoDocumento2 páginasO Poder Da Espiral - Wicca e Bruxaria AminocarlaAinda não há avaliações
- Ligacoes em Estruturas Metalicas Unidade IVDocumento26 páginasLigacoes em Estruturas Metalicas Unidade IVPaulo Paulinho Paulão SousaAinda não há avaliações
- NBR8400-3 - Arquivo para ImpressãoDocumento46 páginasNBR8400-3 - Arquivo para ImpressãoNei Carvalho67% (3)
- Sistema PetrolíferoDocumento133 páginasSistema Petrolíferogennilucc100% (7)
- Como Funciona A Modelagem Digital No Sistema AudacesDocumento22 páginasComo Funciona A Modelagem Digital No Sistema AudacesTania CollyerAinda não há avaliações
- Ficha Seguro AutomovelDocumento2 páginasFicha Seguro AutomovelDaiane Lopes100% (1)
- Projeto Pedagógico FESP Faculdade de Engenharia SPDocumento105 páginasProjeto Pedagógico FESP Faculdade de Engenharia SProquemac100% (1)
- Planilhas de Cálculo Dos Blocos AncoragemDocumento1 páginaPlanilhas de Cálculo Dos Blocos AncoragemnelmiAinda não há avaliações
- Planilhas de Cálculo Dos Blocos AncoragemDocumento1 páginaPlanilhas de Cálculo Dos Blocos AncoragemnelmiAinda não há avaliações
- Alcaloides II ExeDocumento11 páginasAlcaloides II ExeCardoso SilvaAinda não há avaliações
- O Impacto Do S&OP Na Gestão Integrada Do NegócioDocumento10 páginasO Impacto Do S&OP Na Gestão Integrada Do NegócioDavid SantoAinda não há avaliações
- É$H?!!!!!! ",O (!!Ac#L""Ê: Douglas Da Silva Amora 10/07/2022Documento2 páginasÉ$H?!!!!!! ",O (!!Ac#L""Ê: Douglas Da Silva Amora 10/07/2022Bruna DouglasAinda não há avaliações
- 19 Exemplos de Email de Vendas + Dicas para Montar o SeuDocumento19 páginas19 Exemplos de Email de Vendas + Dicas para Montar o SeunelmiAinda não há avaliações
- ET - ME - 13E Válvulas DiversasDocumento10 páginasET - ME - 13E Válvulas DiversasnelmiAinda não há avaliações
- Plano de Aula Portugues 7 AnoDocumento1 páginaPlano de Aula Portugues 7 AnonelmiAinda não há avaliações
- 2017 04 27 Curso Basico Qgis Geobases PDFDocumento27 páginas2017 04 27 Curso Basico Qgis Geobases PDFEdnilson Mendes FerreiraAinda não há avaliações
- ET - ME - 18E SuportesDocumento8 páginasET - ME - 18E SuportesnelmiAinda não há avaliações
- ET - ME - 19E Conexões, Tubos e Peças de Aço CarbonoDocumento8 páginasET - ME - 19E Conexões, Tubos e Peças de Aço CarbononelmiAinda não há avaliações
- Alifer - Memorial DescritivoDocumento4 páginasAlifer - Memorial DescritivonelmiAinda não há avaliações
- ET - GE - 01E Especificações Técnicas GeraisDocumento21 páginasET - GE - 01E Especificações Técnicas GeraisnelmiAinda não há avaliações
- ET - GE - 01E Especificações Técnicas GeraisDocumento21 páginasET - GE - 01E Especificações Técnicas GeraisnelmiAinda não há avaliações
- ET - ME - 13E Válvulas DiversasDocumento10 páginasET - ME - 13E Válvulas DiversasnelmiAinda não há avaliações
- ET - ME - 18E SuportesDocumento8 páginasET - ME - 18E SuportesnelmiAinda não há avaliações
- ET - ME - 22E Conexões, Tubos e Peças de Ferro FundidoDocumento7 páginasET - ME - 22E Conexões, Tubos e Peças de Ferro FundidonelmiAinda não há avaliações
- Planilhas de Cálculo EEAB-ACDocumento28 páginasPlanilhas de Cálculo EEAB-ACnelmiAinda não há avaliações
- MD-EL-01 Memorial Descritivo Sistema EletricoDocumento7 páginasMD-EL-01 Memorial Descritivo Sistema EletriconelmiAinda não há avaliações
- Anexo B Quadro B2Documento4 páginasAnexo B Quadro B2nelmiAinda não há avaliações
- Anexo A Planilha de Cálculo Tratamento PreliminarDocumento3 páginasAnexo A Planilha de Cálculo Tratamento PreliminarnelmiAinda não há avaliações
- Anexo B Quadros B3 A B12Documento10 páginasAnexo B Quadros B3 A B12nelmiAinda não há avaliações
- Anexo B Quadro B1Documento2 páginasAnexo B Quadro B1nelmiAinda não há avaliações
- 8166 SemdesoneraçãoDocumento3 páginas8166 SemdesoneraçãonelmiAinda não há avaliações
- Anexo B Quadro B1Documento2 páginasAnexo B Quadro B1nelmiAinda não há avaliações
- Anexo B Quadros B3 A B12Documento10 páginasAnexo B Quadros B3 A B12nelmiAinda não há avaliações
- Tabela Analitica Julho2018 PDFDocumento408 páginasTabela Analitica Julho2018 PDFnelmiAinda não há avaliações
- Parecer R. Otávio Luvizoto 460 22mar18Documento2 páginasParecer R. Otávio Luvizoto 460 22mar18nelmiAinda não há avaliações
- CASADocumento28 páginasCASAnelmiAinda não há avaliações
- 8166 DesoneradoDocumento3 páginas8166 DesoneradonelmiAinda não há avaliações
- Parecer R. Otávio Luvizoto 460 22mar18Documento2 páginasParecer R. Otávio Luvizoto 460 22mar18nelmiAinda não há avaliações
- Fotos 22mar18Documento3 páginasFotos 22mar18nelmiAinda não há avaliações
- 02 Plano de Intervenção Aluno SurdoDocumento17 páginas02 Plano de Intervenção Aluno SurdoLucianoSchefferAinda não há avaliações
- Cartilha - Melipona Bicolor Schenki GribodoDocumento3 páginasCartilha - Melipona Bicolor Schenki Gribodotorres_6283658Ainda não há avaliações
- CartasDocumento8 páginasCartasNuno Ferreira MartinsAinda não há avaliações
- Heitor GalvaoDocumento18 páginasHeitor GalvaoGuilherme BatistaAinda não há avaliações
- Entradas de Notas Mes 07Documento22 páginasEntradas de Notas Mes 07Gabriel NobreAinda não há avaliações
- Filmes Com A Letra ADocumento71 páginasFilmes Com A Letra AVinicius A Voz de MorenoAinda não há avaliações
- Livro - Fundamentos de Marketing 2014 PDFDocumento192 páginasLivro - Fundamentos de Marketing 2014 PDFMelanieAinda não há avaliações
- Prática 07 - Ligação Estrela-EstrelaDocumento15 páginasPrática 07 - Ligação Estrela-EstrelaHallison Lima AguiarAinda não há avaliações
- Pesquisa de MarketingDocumento26 páginasPesquisa de MarketingFabiola ZdepskiAinda não há avaliações
- Gabarito - PET - 7 - 6 - ANO-ano Compilatos de Todos Os Pets Do 6 ° Ano Completo.Documento21 páginasGabarito - PET - 7 - 6 - ANO-ano Compilatos de Todos Os Pets Do 6 ° Ano Completo.Daiane SilvaAinda não há avaliações
- Viveiros Ijui Catalogo 2022 02Documento58 páginasViveiros Ijui Catalogo 2022 02daniel nogaraAinda não há avaliações
- Métodos de Treinamento Visando Aprimorar A Potência MuscularDocumento134 páginasMétodos de Treinamento Visando Aprimorar A Potência Muscularrafael ferreira .silvaAinda não há avaliações
- Carboidratos e LipideosDocumento2 páginasCarboidratos e LipideosANACUNHAAinda não há avaliações
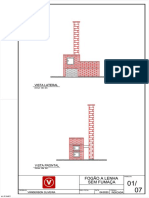
- Fogao A Lenha Sem Fumaça-1-7Documento7 páginasFogao A Lenha Sem Fumaça-1-7Felipe SantiagoAinda não há avaliações
- Leucemia Mielóide AgudaDocumento53 páginasLeucemia Mielóide Agudas_rubens7627100% (1)
- Treinamento Operador de Betoneira - CompressDocumento14 páginasTreinamento Operador de Betoneira - CompressIgor FariasAinda não há avaliações
- Aula 03 - PEP I - Anexos - R00Documento4 páginasAula 03 - PEP I - Anexos - R00Wallace FariasAinda não há avaliações
- Cálculo Do Comprimento Do Arco Por IntegralDocumento4 páginasCálculo Do Comprimento Do Arco Por IntegralAnderson DouglasAinda não há avaliações