Você também pode gostar
- Curso ECM Titanium PDFDocumento48 páginasCurso ECM Titanium PDFcarlosrpascoal73% (26)
- Manual Jeep Renegade 2016Documento268 páginasManual Jeep Renegade 2016Pedro Brandão80% (5)
- Conners ProfessoresDocumento1 páginaConners Professoressuzana lucas100% (1)
- Soldagem TIGDocumento37 páginasSoldagem TIGSaymon Feliz100% (1)
- Soldagem PlasmaDocumento22 páginasSoldagem PlasmaSaymon Feliz100% (1)
- Terminologia de SoldagemDocumento36 páginasTerminologia de SoldagemSaymon Feliz100% (2)
- Eletrodos RevestidosDocumento40 páginasEletrodos RevestidosSaymon FelizAinda não há avaliações
- Manual Notebook ZmaxDocumento32 páginasManual Notebook ZmaxNeto 6386Ainda não há avaliações
- Atualização Do Software Da Unidade ECA TID - 0002442 - 16Documento15 páginasAtualização Do Software Da Unidade ECA TID - 0002442 - 16José Edison De Souza FeitozaAinda não há avaliações
- Aula 7 - Rochas MetamórficasDocumento60 páginasAula 7 - Rochas MetamórficasJadson FreireAinda não há avaliações
- Teofilo Angelo Dias de SousaDocumento132 páginasTeofilo Angelo Dias de SousaTomas CostaAinda não há avaliações
- Ficha 8 Nov., 14 - 11º AnoDocumento2 páginasFicha 8 Nov., 14 - 11º AnofurmarioAinda não há avaliações
- Entrega 04 - Carta A Um Jovem Investigador em EducaçãoDocumento2 páginasEntrega 04 - Carta A Um Jovem Investigador em EducaçãoRodrigo Medeiros LehnemannAinda não há avaliações
- Sistema de Gestao Ambiental (ISO 14001)Documento14 páginasSistema de Gestao Ambiental (ISO 14001)Wanderson MouraAinda não há avaliações
- Fichamento Ideologia Alemã - MarxDocumento22 páginasFichamento Ideologia Alemã - MarxDenner DantasAinda não há avaliações
- Lista de Exercício Operações Unitária - EXTRAÇÃODocumento4 páginasLista de Exercício Operações Unitária - EXTRAÇÃOBruno SantosAinda não há avaliações
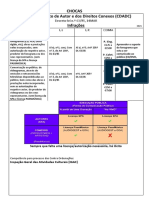
- Chocas Direito de AutorDocumento3 páginasChocas Direito de AutorAthomikAinda não há avaliações
- Questões - Música Na EducaçãoDocumento7 páginasQuestões - Música Na EducaçãoSalatiel NunesAinda não há avaliações
- Plano de Gerenciamento de Resíduos Sólidos de GoiásDocumento502 páginasPlano de Gerenciamento de Resíduos Sólidos de GoiásItalo FerreiraAinda não há avaliações
- A Luuanda de José Luandino VieiraDocumento17 páginasA Luuanda de José Luandino Vieirataniacmacedo100% (1)
- 824 Edital 01-2024 Convocacao Heteroidentificacao 659877b7d4606Documento17 páginas824 Edital 01-2024 Convocacao Heteroidentificacao 659877b7d4606henrique.p.decressenzoAinda não há avaliações
- Faturando Com PLR - Sua Receita de Ganhar DinheiroDocumento3 páginasFaturando Com PLR - Sua Receita de Ganhar DinheiroRodnei OliveiraAinda não há avaliações
- ELI DimensionamentoDocumento37 páginasELI Dimensionamentoscorpion-acmAinda não há avaliações
- Sony Mex-Bt2507x SMDocumento50 páginasSony Mex-Bt2507x SMAlva TrompeteAinda não há avaliações
- Física 23 - Princípios Da Eletricidade e Lei de CoulombDocumento7 páginasFísica 23 - Princípios Da Eletricidade e Lei de CoulombPaulo VieiraAinda não há avaliações
- 006 Seletivo Aluno SJR EDITAL #162020Documento72 páginas006 Seletivo Aluno SJR EDITAL #162020alvesyan683Ainda não há avaliações
- Transtorno de Déficit de Atenção Com Hiperatividade: Medicalização, Classificação e Controle Dos DesviosDocumento90 páginasTranstorno de Déficit de Atenção Com Hiperatividade: Medicalização, Classificação e Controle Dos DesviosSara AlbuquerqueAinda não há avaliações
- Apostilha - Vetores Mecnica-2011-1Documento13 páginasApostilha - Vetores Mecnica-2011-1Schena94Ainda não há avaliações
- Hermeneutica Resenha01 LumareisDocumento5 páginasHermeneutica Resenha01 LumareisLuma ReisAinda não há avaliações
- Qualidade de Vida em Tempos de PandemiaDocumento10 páginasQualidade de Vida em Tempos de PandemiaPaulo ZulluAinda não há avaliações
- Tabela Dos Coeficientes e Fatores Da Vantagem Da Coisa FeitaDocumento1 páginaTabela Dos Coeficientes e Fatores Da Vantagem Da Coisa FeitaSamuelOliveiraAinda não há avaliações
- SRE - Paraná - 2016Documento150 páginasSRE - Paraná - 2016Thalles LopesAinda não há avaliações
- j684 Unitrol 6000 Medium PTDocumento2 páginasj684 Unitrol 6000 Medium PTJulio ReisAinda não há avaliações
- Siemens Fichas TecnicasDocumento58 páginasSiemens Fichas TecnicasDiego MelloAinda não há avaliações
- Manual Do Estudante Abepro e Abepro Jovem Edia A o 2014 1 PDFDocumento51 páginasManual Do Estudante Abepro e Abepro Jovem Edia A o 2014 1 PDFElsin SilvaAinda não há avaliações