Você também pode gostar
- Desmontagem Do 1.6 Power Da VW - Revista O MecânicoDocumento30 páginasDesmontagem Do 1.6 Power Da VW - Revista O MecânicoMarcos Correia100% (3)
- A Maldição Da Expectativa - Marcelo AlmeidaDocumento103 páginasA Maldição Da Expectativa - Marcelo AlmeidaAndreone de Amorim100% (1)
- SENAI - Leitura e Interpretação de Desenho Técnico IDocumento108 páginasSENAI - Leitura e Interpretação de Desenho Técnico IJardel90% (21)
- Manual Caterpillar Mini Pá 226DDocumento450 páginasManual Caterpillar Mini Pá 226DJoaquim NevesAinda não há avaliações
- Apontamentos Código Da EstradaDocumento10 páginasApontamentos Código Da EstradaMarta OliveiraAinda não há avaliações
- Novo Constellation 30.330 chega com potência e torque superioresDocumento2 páginasNovo Constellation 30.330 chega com potência e torque superioresEdison Reus Silveira0% (1)
- K1200R - Manual Do ProprietárioDocumento176 páginasK1200R - Manual Do ProprietárioErica AraujoAinda não há avaliações
- Catalogo Escavadeira HyundaiDocumento18 páginasCatalogo Escavadeira HyundaiJúlio E Karla AcciolyAinda não há avaliações
- 10 10 Hou Mei Cardapio Final Portugues PCDocumento10 páginas10 10 Hou Mei Cardapio Final Portugues PCMarcellAinda não há avaliações
- ConjuntoDocumento17 páginasConjuntoAmanda LouzadaAinda não há avaliações
- Con 2016 0048Documento8 páginasCon 2016 0048MarcellAinda não há avaliações
- Con 2016 0065Documento5 páginasCon 2016 0065MarcellAinda não há avaliações
- Con 2016 0046Documento6 páginasCon 2016 0046MarcellAinda não há avaliações
- Apostila DTBDocumento58 páginasApostila DTBJuliana Paula MartinsAinda não há avaliações
- Desenho BasicoDocumento72 páginasDesenho BasicoVinicius MartinsAinda não há avaliações
- Desenho técnico: identificação de vistas e projeçõesDocumento72 páginasDesenho técnico: identificação de vistas e projeçõesPaulo GandolfiAinda não há avaliações
- R - D - Douglas Fernando Henrique de OliveiraDocumento194 páginasR - D - Douglas Fernando Henrique de OliveiraFigurinhas de ChicleteAinda não há avaliações
- Catálogo HidráulicoDocumento4 páginasCatálogo Hidráulicojulioebc2014Ainda não há avaliações
- Motores Scania Solucoes MaritimasDocumento12 páginasMotores Scania Solucoes MaritimasRuan100% (1)
- Manual operador grupo gerador elétricoDocumento65 páginasManual operador grupo gerador elétricoAlison OliveiraAinda não há avaliações
- Modelo Simples de Defesa para Multas Tipificadas No Art 181 Do CTBDocumento5 páginasModelo Simples de Defesa para Multas Tipificadas No Art 181 Do CTBThales NeivaAinda não há avaliações
- Lista Circuitos PDFDocumento1 páginaLista Circuitos PDFAugustoAinda não há avaliações
- Trabalho Elevacar 2Documento15 páginasTrabalho Elevacar 2Ionara OliveiraAinda não há avaliações
- Treinamento Motoristas Volvo - ReparadoDocumento44 páginasTreinamento Motoristas Volvo - Reparadojose manoel sandyAinda não há avaliações
- Lista de Sugestão Peças 9900Documento4 páginasLista de Sugestão Peças 9900Fabiano LessaAinda não há avaliações
- FOZ 2400 II OkDocumento32 páginasFOZ 2400 II OkLuiz FernandoAinda não há avaliações
- Check list inspeção caçambaDocumento2 páginasCheck list inspeção caçambaCleriston VasconcelosAinda não há avaliações
- Catalogo Platodiesel Reman 2018Documento96 páginasCatalogo Platodiesel Reman 2018Nelson VenancioAinda não há avaliações
- Manual de instruções para triturador TrittonDocumento26 páginasManual de instruções para triturador TrittonAdam Rodrigo de LimaAinda não há avaliações
- Catalogo HB20S Vision 1.0 DigitalDocumento10 páginasCatalogo HB20S Vision 1.0 DigitalLets EnhanceAinda não há avaliações
- Manual de Operações XC968EVDocumento124 páginasManual de Operações XC968EVnnw889598zAinda não há avaliações
- Proposta FrigorificaDocumento18 páginasProposta FrigorificaJorge Henrique FrancoAinda não há avaliações
- Placas de indicação, distâncias de frenagem e primeiros socorros em acidentes de trânsitoDocumento6 páginasPlacas de indicação, distâncias de frenagem e primeiros socorros em acidentes de trânsitoGustavo ZimmermanAinda não há avaliações
- Básico Manual DaikinDocumento15 páginasBásico Manual DaikinMarcio ChristoAinda não há avaliações
- FR.016.RMR - SEG.r20 Checklist de Seguranca - Caminhao MunckDocumento2 páginasFR.016.RMR - SEG.r20 Checklist de Seguranca - Caminhao MunckAna MedinaAinda não há avaliações
- Catalogo Acabadora AF5000Documento397 páginasCatalogo Acabadora AF5000islanmateusfrAinda não há avaliações
- Fic Frio 77Documento7 páginasFic Frio 77Rafael RochaAinda não há avaliações
- Catalogo-VelasCabosBobinas 2019-20 Low-Emb Black PDFDocumento219 páginasCatalogo-VelasCabosBobinas 2019-20 Low-Emb Black PDFdr_crpoAinda não há avaliações
- Anexo 01 Insp Mecanica Veiculos Modelo LaudoDocumento3 páginasAnexo 01 Insp Mecanica Veiculos Modelo LaudoLu GonçalvesAinda não há avaliações
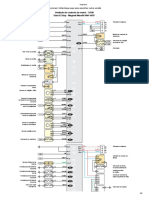
- Unidade de Controle Do Motor - UCM Start & Stop - Magneti Marelli IAW 10GFDocumento2 páginasUnidade de Controle Do Motor - UCM Start & Stop - Magneti Marelli IAW 10GFAlessandro MoisésAinda não há avaliações