Escolar Documentos
Profissional Documentos
Cultura Documentos
Estudo de Caso - ROCINEAL
Enviado por
maro_oliveiraTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Estudo de Caso - ROCINEAL
Enviado por
maro_oliveiraDireitos autorais:
Formatos disponíveis
1
ATIVIDADE SUPERVISIONADA ESTUDO DE CASO
BALNERIO CAMBORI ANO 2006
ATIVIDADE SUPERVISIONADA ESTUDO DE CASO
Trabalho apresentado s disciplinas Aplicativos de Informtica, Automao da Produo, Mtodos Quantitativos e Custos Industriais, do curso de Tecnologia em Gesto de Sistemas Produtivos Industriais
BALNERIO CAMBORI ANO 2006
SUMRIO
1 Introduo 2 Atividades 3 Concluso 4 Referncias Tabelas e Figuras Figura 1 Tabela 1 Tabela 2 Tabela 3 Tabela 4 Tabela 5 Tabela 6 Tabela 7
2 3 16 17
5 10 10 11 12 13 14 15
1 INTRODUO A automao de uma empresa necessita de um planejamento feito com muito esmero por parte dos profissionais responsveis, uma vez que se algo ocorrer de forma errada, a empresa corre o risco de ter um significativo prejuzo, que muitas vezes resulta no encerramento de suas atividades, a falncia. A necessidade de se buscar as decises corretas, atravs de pesquisas, ensaios e clculos, influenciaro diretamente no resultado da automao quando colocada em prtica. Esta empreitada envolve desde maquinrios, sistemas computadorizados, investimentos at a especializao da mo-de-obra. Assim, deve envolver todos os departamentos da empresa, independente do porte da mesma. Deve-se ter em mente, que a maneira correta de se implantar a automao em uma empresa distribu-la em etapas, implantando-a de forma gradual, para que a adaptao seja tambm gradual, no comprometendo assim a produo. Em suma, a incluso da automatizao nas empresas, devem seguir um planejamento de profissionais qualificados para que seja produtivo para empresa e, principalmente lucrativo para o processo como um todo.
2 ATIVIDADES
1. Dimensionar a capacidade do servidor, tendo em vista o volume de produo aps a automao da manufatura e das 09 estaes de trabalho. Apresentar as configuraes dos equipamentos e uma justificativa pela escolha.
RESPOSTA: Configurao do Servidor Intel Pentium 4, 3.2 Ghz Socket, 775 2Mb, Cach 800 Mhz FSB. Gabinete ATX 4 Baias fonte para Pentium 4 com conector de fora Sata. Teclado USB ABNT2, mouse USB tico. Drive de Disquete Drive de CD-Rom. No-Break 1200W. Duas Placas de Rede 3com. Placa me Asus Modelo: P4P800se (Chipset Intel) Dual Channel Sata. Hard Disk Seagate SATA 7200 rpm, 120 Gb. 1Gb de memoria DDR1 King Stone. Placa SCSI para unidade de fita DDS. Unidade de fita DAT DDS4. Placa de vdeo Gforce 64 Mb AGP. Monitor de 15 Tela Semi-Plana. Sistema Operacional: Suse Linux 10 Sistema de Arquivos ReiserFS. Softwares de Rede: Samba 3.0 + Webmin 1.250-1 + iptables-control 1.06 Chetcpasswd.cgi Todos gratuitos. Unidade de fita DDS para backup dos dados. Total de custo: R$ 6.000,00.
Total da configurao e instalao do Suse Linux: R$ 1.000,00. Valor total do servidor: R$ 7.000,00. A escolha foi adequada a necessidade que empresa apresenta perante a automao que ser implantada.
2.
Apresentar a soluo de software operacional e aplicativos, para o servidor e
estaes de trabalho e respectivas justificativas.
RESPOSTA: O Sistema Operacional a ser utilizado no servidor ser o Suse Linux, o que apresenta melhor custo benefcio, maior estabilidade e maior segurana, sendo este ltimo, o fator decisivo para a escolha. Acompanham ainda neste pacote, os softwares Samba 3.0, Webwin 1.250-1, iptables-control 1.06, Chetcpasswd.Cgi, todos gratuitos. Para as estaes de trabalho, devero ser adquiridas 9 licenas do Microsoft Windows XP SP2 Portugus mais 9 licenas do Microsoft Office 2003 SP1 Portugus, mesmo tendo um elevado custo, estes softwares apresentam facilidade imediata de operao, visto ser a plataforma mais conhecida do mercado, tanto pelos usurios atuais da empresa quanto pelas futuras contrataes que se fizerem necessrias, outro fator preponderante a facilidade de manuteno deste sistema.
3.
Descrever que equipamentos e materiais que sero usados necessrios para
a interconexo em rede.(Todos os equipamentos ficaro em uma nica sala, exceto o servidor que ficar em uma sala especial protegida).
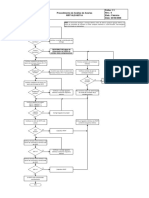
REPOSTA: Apresentamos abaixo a configurao das estaes de trabalho e a topologia da rede proposta para a ROCINEAL conforme figura 1.
Figura 1. Configurao das Estaes de Trabalho: Intel Celeron 2.4 Ghz, 256 Kb Cache 533FSB. Gabinete ATX 4 Baias fonte para Pentium 4 com conector de fora Sata. Teclado USB ABNT2 - mouse USB tico. Drive de Disquete Drive de CD-Rom. Placa de Rede On-Board. Placa de vdeo Integrada. Hard Disk Seagate SATA 7200 rpm 40 GB.
Placa Me Asus Modelo: P4S800d-MX (Chipset Sis) Dual Channel Sata. 256 Mb de memria DDR1 King Stone. Monitor de 15 Tela Semi-Plana. No-Break 600v. Valor Total de uma estao R$2.100,00.
Infraestrutura: 1 Switch 16 portas 3 com 1 Caixa de cabo de rede UTP (200m) 50 Conectores RJ 45 30 Barras de Eledroduto 40 Conduletes 10 Tampas para conduletes com RJ 45 fmea 100 Buchas 8 mm 100 Parafusos 8 mm Fita isolante, abraadeiras e outros. 15 Horas de Mo-obra-Obra Total dos ServiosR$530,00 Total dos ProdutosR$950,00
4.
Identificar a melhor soluo para o LINK de alta velocidade, com justificativa.
RESPOSTA: Com relao ao link da internet optamos pela aquisio do roteador modelo PR1000 Cyclades, com custo de R$ 960,00. O link ser fornecido pela Embratel com velocidade de 512 Kbps. Velocidade esta, excelente a navegao,
acesso a pginas de clientes, fornecedores, envio e recepo de mensagens e servios de VOIP. Outras operadoras foram consultadas e tiveram seus preos e servios comparados, como exemplo, a BrasilTelecom com Ipturbo-ADSL e VOIP. De todos os pacotes, a melhor opo de conexo o um link de dados dedicado, pela segurana que apresenta em relao ao ADSL, j a Embratel foi a empresa que apresentou o melhor custo benefcio, alm de ser uma empresa brasileira.
5.
Para a fabricao das placas, indique qual layout definido para a realizao
da automao, justifique a sua utilizao baseada na flexibilidade de produo dos tipos de placas.
RESPOSTA: Tratando-se de uma unidade de produo de placas de circuito impresso para computadores, consideramos um layout do tipo celular o mais adequado, levando em considerao a similaridade das placas produzidas. Estas apresentam pequenas variaes de tamanhos, montagem, soldagem e acabamento similares e componentes tambm similares, tanto em quantidade e tamanho como no tipo de processamento e montagem. Desta forma temos: uma excelente flexibilidade de produo, proporcionada pela facilidade de alternncia entre a produo dos vrios tipos de placas; economia, pela reduo de estoques de produtos acabados, pela padronizao, produtividade e garantia de qualidade e ainda pela deteco rpida de falhas e reduo de perdas.
6.
Qual a principal estratgia de automao utilizada pela ROCINEAL e qual
das tecnologias de processamento aquela utilizada no produto a ser fabricado.
10
RESPOSTA: A estratgia de automao apresentada a integrao por operaes, que visa unir vrias estaes de trabalho em nico mecanismo integrado, reduzindo assim, o nmero de maquinas, o tempo de trabalho manual e o tempo de no operao. As atividades da ROCINEAL utilizam tecnologia de processamento baseada na transformao das propriedades fsicas onde, transforma placas de circuito impresso e componentes eletrnicos diversos, em placas eletrnicas montadas para computadores.
7.
Qual as duas principais razes pela qual a ROCINEAL resolveu automatizar
o seu parque de manufatura. Justifique sua resposta. Como ela se enquadraria nos tipos de automao considerando o volume a ser produzido e a variedade de produtos.
RESPOSTA: Uma demanda de mercado que apresenta uma tendncia linear crescente nos ltimos anos, e a evoluo dos custos de mo-de-obra, foram os dois principais fatores que levaram a empresa ROCINEAL a rever seus mtodos produtivos e a considerar a possibilidade de modernizar seu parque de manufatura. Com o limite de produtividade atingido diante deste panorama, a empresa se encontra em um momento de redefinir suas estratgias, aproveitando este crescimento de mercado para crescer tambm. Esta deciso implica em aumento de quadro de funcionrios, de rea fsica e tambm de equipamentos ou, considerar a hiptese de efetuar novos investimentos como a aquisio de modernos equipamentos e de automatizar sua produo. Pelas caractersticas do processo produtivo da ROCINEAL, a deciso de automatizar dever levar em considerao que a automao dever ser do tipo
11
flexvel, de maneira a proporcionar uma produo continua, de produtos similares porm variados. Isto implica em um alto investimento em sistemas especiais e exclusivos.
8. Justifique o uso de CLPs no projeto de automao idealizado pela ROCINEAL, quais as funes que devero ser desempenhadas pelo CLP. Tendo em vista os recursos aplicados na compra e implementao do CLP justifique sua utilizao se comparados com outros dispositivos de controle industrial.
RESPOSTA: A utilizao de Controladores Lgicos Programveis (CLP) no tipo de automao proposta justifica-se pelo alto custo da mo-de-obra, pela necessidade do aumento da produtividade, pela reduo de tempo de fabricao e pela necessidade de manter padres elevados de qualidade. Como funes principais, o CLP dever monitorar a partir dos sensores conectados as suas entradas, o posicionamento das placas em cada maquina, para liberao do funcionamento da mesma e, aps concluso de cada etapa, liberar o transporte desta placa para a prxima mquina e novamente a entrada de outra placa para produo. Na tabela 1, so apresentadas as funes do CLP.
12
Local
Sensor N 1 2
Funo Sensor fotoeltrico de deteco de placas no dispenser alimentador. Sensor fotoeltrico de deteco do posicionamento da placa na mesa de montagem da mquina. Sensor fotoeltrico da esteira para liberao de entrada de outra placa para montagem. Sensor fotoeltrico de deteco do posicionamento da placa na mquina de soldagem. Sensor de temperatura tipo Pt-100, para controle da temperatura da solda (estanho 190C). Sensor fotoeltrico de liberao de entrada de outra placa para montagem. Sensor fotoeltrico de deteco do posicionamento das placas para liberao do corte dos terminais. Cmera de vdeo para comparao de imagem e certificao de que todos os componentes foram montados, soldados e de que os acabamentos ficaram perfeitos. Sensor fotoeltrico de liberao de entrada de outra placa para acabamento e rejeio de placas defeituosas. Sensor fotoeltrico de liberao de entrada de outra placa Sensor fotoeltrico de deteco e liberao das caixas para montagem automtica Sensor fotoeltrico de deteco das caixas montadas com as placas j embaladas para liberao da impresso dos cdigos de barras e demais informaes pela impressora InkJet.
Montagem 3 1 Soldagem 2 3 1 2 Acabamento 3 1 2 Embaladora 3
Tabela 1. Analisando as necessidades do processo e o custo beneficio dos CLPs, Interfaces Homem-Mquina e demais acessrios, optamos pela configurao apresentada na tabela 2.
Controlador Lgico Programvel - CLP Marca/Modelo: Alimentao: Entradas digitais: Sadas digitais: Comunicao serial: Protocolo: Delta/DVP ES 85~250 Vca 16 (PNP) 24 Vcc 16 (rel 2A) RS 232 / RS 485 Modbus
Tabela 2.
13
O CLP escolhido poderia apresentar um numero menor de entradas e sadas (ex:14E/10S), entretanto achamos interesse optar por uma verso de maior capacidade para eventuais modificaes ou ampliaes do processo, visto que a diferena de preo entre as duas opes muito pequena. Para leitura do sensor de temperatura (analgico), optamos por utilizar um conversor com sada RS485 (modbus) ao invs de utilizar uma expanso de entradas analgicas para o CLP, em uno do custo, da flexibilidade e da segurana do processo. Uma interface homem-mquina (IHM) tambm desejvel pois substitui com vantagens as sinalizaes e botoeiras de painis alm de facilitar a operao, tornando-a mais amigvel. Verificamos na tabela 3, a configurao do IHM. Os dados gerados pelo CLP e IHM podero ser interligados via RS485 em um dos computadores da rede e fornecer informaes de produo como: quantidades produzidas, quantidades de rejeito, tempos de produo e de maquinas paradas, produtividade e etc.
Interface Homem-Mquina - IHM Marca/Modelo: Tipo: Alimentao: Memria: Comunicao serial: Protocolo: Hitech/PWS3261-TFT LCD (256 cores) Grfico e touchscreen de 10,4 (640x480 pixels) 24Vcc 4MB Flash Eprom + 1MB RAM RS 232-422-485 - 2 portas COM1 e COM2 Modbus
Tabela 3. A escolha pela utilizao do CLP, ao invs de outros dispositivos de controle foi baseada no custo, na flexibilidade e na possibilidade de se coletar informaes do processo.
14
Nos outros tipos de dispositivos de automao, teramos painis maiores, com muito mais elementos, este conjunto seria cativo, sem flexibilidade, qualquer alterao envolveria grande tempo para a modificao, parada de produo, aumento de espao fsico para os painis e alto custo de implantao. J o sistema proposto, apresenta alta flexibilidade para alteraes e ampliaes, espao reduzido, manuteno mais fcil e com reduo de estoque. Oferece ainda informaes operacionais e gerenciais como grficos, tabelas, histricos, falhas e outras informaes essenciais ao gerenciamento e a tomada de decises.
9. Monte uma tabela que mostre ao longo do tempo, como se composta a demanda mensal (varivel Y) entre os anos de 2000 e 2005 e o correspondente custo unitrio total (mo-de-obra + matria-prima+imposto) (varivel X).
RESPOSTA: A equao da reta de regresso da demanda mensal entre os anos de 2000 e 2005 e o correspondente custo unitrio total (mo de obra mais matriaprima mais impostos) fica conforme abaixo:
ANO 2000 2001 2002 2003 2004 2005
CUSTO UNITRIO (X) 29,46 28,76 28,11 27,50 26,94 26,42
DEMANDA MENSAL (Y) 3200 3920 4802 5882 7206 8827
Tabela 4.
15
X 29,46 28,76 28,11 27,50 26,94 26,42 = 167,19
Y 3200 3920 4802 5882 7206 8827 33837,80
X 867,89 827,14 790,17 756,25 725,76 698,02 4665,23
X*Y 94272,00 112739,20 134984,22 161767,38 194129,67 233218,63 931111,10
Tabela 5. Clculo das mdias: X = 27,87 Y = 5639,63 X = 777,54 X*Y = 155185,18 Clculo dos parmetros da funo: M = (X*Y - X * Y) [X (X)] M = 155185,18 27,87 . 5639,63 = -1817,24 777,54 (27,87) B=YM.X B = 5639,63 (-1817,24 . 27,87) = 56277,11 Como y = M*x + B, podemos supor como exemplo, que para um custo unitrio de R$ 25,00, teremos uma demanda mensal de 10846 peas.
10.
Calcule o custo unitrio representativo do equipamento de automao no
custo total do produto.
16
RESPOSTA: Para clculo do custo unitrio representativo do equipamento de automao, calculamos a diferena do custo unitrio do produto, utilizando os valores de 2006 para as 2 (duas) situaes, sem a automao, que contempla o custo de mo de obra de 10 (dez) funcionrios, porm sem custos com depreciao, e com a automao, onde reduz-se o nmero de funcionrios para 2 (dois) e acrescent-se o custo da depreciao, conforme memorial de clculo a seguir.
CLCULO DO CUSTO UNITRIO REPRESENTATIVO DO EQUIPAMENTO DE AUTOMAO Com automao (Ano de 2006) Aluguel Custos indiretos (Fixos) Custos fixos Depreciao Total Custo MP Custos diretos (Variveis) Custo total de produo Custo de venda Produo Custo unit c/ impostos Custo representativo unitrio da automao Depreciao * 100 Custo total de venda + 37% de impostos Unidades produzidas Custo MOD Total R$ 2.000,00 R$ 10.000,00 R$ 14.500,00 R$ 26.500,00 R$ 151.389,08 R$ 9.333,84 R$ 160.722,92 R$ 187.222,92 R$ 256.495,40 10.810 R$ 23,72 5,65% do custo total unitrio equivalente a R$ 1,34
Tabela 6.
Conforme demonstrado acima, utilizamos toda a composio dos custos para clculo do custo representativo unitrio da automao no custo total do produto. De maneira mais simples, basta dividirmos o valor da depreciao pela quantidade produzida para se chegar ao mesmo resultado.
17
11. Calcule o custo unitrio do produto no ano de 2006, incluindo os impostos, (aps a automao),compare-o com o custo unitrio do produto em 2005 e indique se houve ou no reduo e em caso afirmativo, qual a reduo em percentual.
RESPOSTA: Para o ano de 2006, aps automao da produo, houve reduo de 16,15% no custo unitrio do produto em relao ao ano de 2005, conforme demonstrado no memorial de clculo abaixo.
COMPARATIVO 2005/2006 DO CUSTO UNITRIO DO PRODUTO Sem automao (Ano de 2005) Aluguel Custos indiretos (Fixos) Custos fixos Depreciao Total Custo MP Custos diretos (Variveis) Custo total de produo Custo de venda Produo Custo unit c/ impostos Diferencial Custo MOD Total Total geral (2) (1 + 2) (1) R$ 2.000,00 R$ 10.000,00 R$ 0,00 R$ 12.000,00 R$ 123.582,92 R$ 46.669,18 R$ 170.252,10 R$ 182.252,10 R$ 249.685,38 8.827 R$ 28,29 Com automao (Ano de 2006) R$ 2.000,00 R$ 10.000,00 R$ 14.500,00 R$ 26.500,00 R$ 151.389,08 R$ 9.333,84 R$ 160.722,92 R$ 187.222,92 R$ 256.495,40 10.810 R$ 23,72
+ 37% de impostos Unidades produzidas
Reduo de R$ 4,57 equivalente a 16,15%
Tabela 7. 12. Calcule o ponto de equilbrio mensal em quantidades, do produto no ano de 2006 (aps a automao), considerando preo de venda do produto colocado no texto.
18
RESPOSTA: O Ponto de Equilbrio mensal em quantidades, para o ano de 2006 de 811 unidades/ms, conforme demonstrado a seguir. PE = CF PV CV
Onde: PE = Ponto de Equilbrio CF = Custo Fixo PV = Preo de Venda unitrio CV = Custo Varivel unitrio Em nosso caso temos: PE = 26.500,00 811 unidades 50,00 17,31
19
3 CONCLUSO
O processo de automao em uma empresa independente de seu porte, exige anlise e planejamento. Deve envolver todos os setores da empresa, mesmo os que aparentemente no tem ligao com o setor ou processo a ser automatizado, pois toda a estrutura que compem a empresa, sofre influncia de alguma forma das mudanas em um processo. Afim de diminuir o impacto, o projeto deve ser amplo e ser implantado de maneira gradual. Nosso estudo, realizado sobre a ROCINEAL, uma empresa de pequeno porte, apontou uma necessidade imediata de crescimento, que poderia ser resolvida com ampliaes da planta e aumento do quadro de funcionrios ou com a automao de seu processo produtivo. A proposta apresentada de automao, como no poderia ser diferente, no contemplou somente a produo, ela atinge outros setores, como por exemplo o administrativo, com a compra de novos computadores, instalao de rede e acesso a internet. Afinal, se a mesma d um passo para aumentar a produo, compra-se mais, produz-se mais, vende-se mais e os demais setores como por exemplo o administrativo, recebero uma carga maior de trabalho. Alm da automao e modernizao de seu sistema de informtica, a ROCINEAL demonstra uma administrao inteligente pois no investe somente nos meios materiais, investe tambm no potencial de seus funcionrios, proporcionando treinamentos e qualificando-os para acompanhar sua evoluo tecnolgica. Planejando, automatizando, informatizando e qualificando sua mo de obra, a ROCINEAL, tende a alcanar a meta final de qualquer instituio empresarial, que o aumento patrimonial atravs dos lucros.
20
4 REFERNCIAS
CAIARA Jr. Ccero. Anotaes ministradas no curso de Graduao Tecnologia em Gesto de Sistemas Produtivos da FATEC (Telessala Balnerio Cambori), na disciplina Tcnicas de Informtica, 1 sem. 2006. SELEME, Robson. Anotaes ministradas no curso de Graduao Tecnologia em Gesto de Sistemas Produtivos da FATEC (Telessala Balnerio Cambori), na disciplina Automao da Produo, 1 sem. 2006. CASTANHEIRA, Nelson. Anotaes ministradas no curso de Graduao Tecnologia em Gesto de Sistemas Produtivos da FATEC (Telessala Balnerio Cambori), na disciplina Mtodos Quantitativos, 1 sem. 2006. PEREIRA, Alexeier. Anotaes ministradas no curso de Graduao Tecnologia em Gesto de Sistemas Produtivos da FATEC (Telessala Balnerio Cambori), na disciplina Custos Industriais, 1 sem. 2006. SELEME, Robson; SELEME, Roberto B. Automao da Produo. SCHIER, Carlos Ubiratan C. Custos Industriais: Curitiba: Ed. IBPEX, 2005. CASTANHEIRA, Nelson. Mtodos Quantitativos e Iniciao ao Clculo: Curitiba: Ed. IBPEX, 2004. DRIMEL, Fbio M. Aplicativos de Informtica.
Você também pode gostar
- FIAT Toro 2019 ManualUsuario PDFDocumento362 páginasFIAT Toro 2019 ManualUsuario PDFjadr2654% (13)
- POP GQ 000 - Elaboração de Procedimentos Rev. 05Documento6 páginasPOP GQ 000 - Elaboração de Procedimentos Rev. 05Elizabeth WalshAinda não há avaliações
- Manual Testador JDSU Smart Class TPSDocumento9 páginasManual Testador JDSU Smart Class TPSggonzalez1984Ainda não há avaliações
- Manual Addtech MC16 PDFDocumento62 páginasManual Addtech MC16 PDFCaroline CoelherAinda não há avaliações
- Planilha de Controle de Backup Clientes 2015Documento29 páginasPlanilha de Controle de Backup Clientes 2015Samuel BedaniAinda não há avaliações
- Orientações Atividade PLANILHADocumento7 páginasOrientações Atividade PLANILHAJoilton De Sousa Lima0% (7)
- A Evolução Dos TelemóveisDocumento8 páginasA Evolução Dos Telemóveismarina machadoAinda não há avaliações
- PESQUISA Facas GrafDocumento5 páginasPESQUISA Facas GrafEdu CruzAinda não há avaliações
- Ciber Nova 1200P1 Fichatecnica PDFDocumento12 páginasCiber Nova 1200P1 Fichatecnica PDFGonzales Vela Dante AdolfoAinda não há avaliações
- Manual Manutenção Oxicatalisador Diesel Tipo ColmeiaDocumento1 páginaManual Manutenção Oxicatalisador Diesel Tipo ColmeiaBlas ViniciusAinda não há avaliações
- Simulado 02 Pmpe HD Cursos Com GabaritoDocumento20 páginasSimulado 02 Pmpe HD Cursos Com GabaritoEduardo FelipeAinda não há avaliações
- TCC SimulaçãoDocumento40 páginasTCC Simulaçãobiblioteca DOD100% (1)
- Procedimento de Análise de Avarias - RIFF HLD18371A HitachiDocumento1 páginaProcedimento de Análise de Avarias - RIFF HLD18371A HitachijeffersonAinda não há avaliações
- CorrAut - Correção Automatizada de Gabaritos e Análise de DesempenhoDocumento11 páginasCorrAut - Correção Automatizada de Gabaritos e Análise de Desempenhomarcospauloda.s.sAinda não há avaliações
- Language Pack MicrosipDocumento6 páginasLanguage Pack MicrosipEdmilson OliveiraAinda não há avaliações
- MANUAL DE UTILIZAcaO DO DRONE v28-03Documento33 páginasMANUAL DE UTILIZAcaO DO DRONE v28-03Principe OicramAinda não há avaliações
- Privacidade Nas Redes SociaisDocumento2 páginasPrivacidade Nas Redes SociaisCláudia PereiraAinda não há avaliações
- Furtado & Schmidt - GNSS HI - TARGET V30 PLUSDocumento5 páginasFurtado & Schmidt - GNSS HI - TARGET V30 PLUSFilipe AugustoAinda não há avaliações
- Ebook Arquitetura de ComputadoresDocumento79 páginasEbook Arquitetura de ComputadoresGil FragaAinda não há avaliações
- Proficiência DuolingoDocumento20 páginasProficiência Duolingoeu.heduAinda não há avaliações
- Carregadores de Baterias - Eletrônica para IniciantesDocumento4 páginasCarregadores de Baterias - Eletrônica para Iniciantesandrelessa_01Ainda não há avaliações
- Circular 126 - 2020 - 2201789CLMA - ML - PCDocumento4 páginasCircular 126 - 2020 - 2201789CLMA - ML - PCJosé MacedoAinda não há avaliações
- Manual 60.03.02.257-r0 Centrix 4-12 PDFDocumento104 páginasManual 60.03.02.257-r0 Centrix 4-12 PDFMarcos Alessandro Santana SantosAinda não há avaliações
- Cadastro Ativo1Documento38 páginasCadastro Ativo1Uiara RochaAinda não há avaliações
- Forma Canonica 11 PDFDocumento15 páginasForma Canonica 11 PDFAnthonny Gabryell LimaAinda não há avaliações
- Modelo de Ltcat 01Documento65 páginasModelo de Ltcat 01Jack SomensiAinda não há avaliações
- Potência Do Homem + BônusDocumento49 páginasPotência Do Homem + BônusJosé RicardoAinda não há avaliações
- EletrohidropneumáticaDocumento5 páginasEletrohidropneumáticaPaulo HenriqueAinda não há avaliações
- Pascal UfscDocumento85 páginasPascal UfscArturAinda não há avaliações
- Organização de Computadores - Aulas 01 A 05Documento12 páginasOrganização de Computadores - Aulas 01 A 05Lucivando MaiaAinda não há avaliações