Escolar Documentos
Profissional Documentos
Cultura Documentos
Implantação FMEA
Enviado por
hebjessDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Implantação FMEA
Enviado por
hebjessDireitos autorais:
Formatos disponíveis
IMPLANTAO DE FMEA EM UMA EMPRESA
DE MQUINAS-FERRAMENTA
Jos Paulo Cabral de Vasconcellos Jnior
Indstria Romi S.A.Rodovia SP 304 km 141 13450-000 Santa Barbra D' Oeste - SP
Fone (019) 455-9368 Fax (019) 455 2636, e-mail: jpcv@dglnet.com.br
Paulo Augusto Cauchick Miguel
Ncleo de Gesto da Qualidade e Metrologia da Faculdade de Eng Mecnica e de Produo
UNIMEP Rod. SP 306 km1, 13450-000 Santa Barbra D' Oeste - SP
E-mail:pamiguel@unimep.br
ABSTRACT: Failure mode and effects analysis (FMEA) is a method widely used in the automotive
industry. It is applied to evaluate potential failures in products and processes. Although the existing
benefits of its application, it is not extensively used in other industrial sectors. This paper describes
a pilot study of FMEA implementation in a machine tools company. It is a Brazilian company
which produces machine tools and iron casting component and it is ISO 9001 certified,. To identify
failures in its products and processes, the company has initially introduced a failure analysis method
called the eight steps, based on corrective and preventive actions. However, the achieved results
were not satisfactory. From 1998, it was decided to implement FMEA. The initial results have
demonstrated that this is a time saving method enabling to a better failure analysis undersatnding.
KEYWORDS: Failure analysis, FMEA, ISO 9000.
RESUMO: A Anlise dos Modos de Falhas e seus Efeitos (FMEA) um mtodo muito utilizado na
indstria automobilstica. aplicado para reconhecer e avaliar falhas em potencial em produtos ou
processos. Apesar das vantagens de sua aplicao, o mtodo no muito utilizado em outros setores
industriais. Este trabalho descreve um estudo piloto de implantao da FMEA em uma empresa de
mquinas-ferramenta. A empresa onde o estudo foi realizado nacional, certificada pela ISO 9001,
e produz mquinas ferramentas e componentes fundidos. Para solucionar falhas nos produtos e
processos, a empresa implantou, inicialmente, um mtodo de anlise de falhas denominado oito
passos, com base em aes corretivas e preventivas. Porm, notava-se que os resultados obtidos
no eram satisfatrios. A partir de 1998, decidiu-se implantar o mtodo FMEA. Os resultados
inicias obtidos com a implantao da FMEA demonstram que este mtodo tem como vantagens a
economia de tempo de pesquisa e o aprofundamento de anlise das falhas.
1. INTRODUO
A anlise dos modos de falhas e seus efeitos - FMEA foi inicialmente desenvolvida nos anos 60
pela NASA e mais tarde, na dcada de 70, foi muito utilizada nas indstrias aeronutica e nuclear.
A partir dos anos 80, passou a ser utilizada na indstria automobilstica, estendendo-se
posteriormente para seus fornecedores na indstria de autopeas. Conforme Miguel(1999),
atualmente, esta tcnica considerada uma das ferramentas mais utilizadas na indstria
automobilstica para deteco de falhas. A norma americana QS 9000, por exemplo, desenvolvida
pelas grandes montadoras nos EUA, Ford, Chrysler e GM, conhecido como os trs grandes
montadoras americanas (the big three), especifica a FMEA como tcnica de anlise e preveno de
falhas.
Hellman (1995) define que a tcnica FMEA pode auxiliar eficientemente na etapa de busca das
causas fundamentais dos problemas, bem como na etapa de elaborao do plano de ao
correspondente para seu bloqueio. A utilizao da lgica inerente a esta tcnica tem sido empregada
com sucesso na soluo de problemas, j que, freqentemente, permite chegar s causas dos
problemas com relativa facilidade. Neste sentido, fornece tambm um critrio para priorizar as
aes gerenciais a serem adotadas na soluo dos problemas abordados. Muitas empresas tm
utilizado esta tcnica no s como meio de previso de falhas em produtos e processos, mas
tambm como tcnica de soluo de problemas e ferramentas auxiliares no processo de
desdobramento da funo qualidade. Silva, Tin, e Oliveira (1997) citam que o manual
complementar FMEA (1995) da QS 9000 descreve um grupo sistemtico de atividades,
comprometidos com: a) Reconhecimento e avaliao do potencial de falha de um produto/processo
e seus efeitos, b) Identificao de aes que podem eliminar ou reduzir as chances de uma falha
potencial ocorrer, e c) Documentao do processo.
Apesar de muito aplicada na indstria automobilstica, a FMEA usada em menor escala em outros
segmentos. Existem registros sobre a exigncia da utilizao desta tcnica em outros setores, fora
do setor automobilstico. Por exemplo, o FDA (Food and Drugs Administration) rgo americano
que normaliza atividades de sade e alimentao tambm cita atividades de FMEA nesse setor
(QAI,1998). Na indstria de mquinas ferramenta seu uso pode ser considerado restrito,
destacando-se, por exemplo, trabalhos como de Lore (1998) nos EUA. Este trabalho tem por
objetivo apresentar um estudo piloto de implantao da FMEA, em uma empresa fabricante de
mquinas ferramenta, buscando solucionar problemas encontrados no processo de fabricao e
tambm em produtos j entregues a clientes.
Em funo da necessidade de padronizar os procedimentos do processo produtivo e com o evento
da globalizao, o que tornou o mercado bastante competitivo, importante que seus produtos
comercializados tenham a qualidade exigida pelos clientes com custos mnimos para as empresas.
Este quadro particularmente importante na indstria de mquinas ferramentas devido,
principalmente, abertura de mercado ocorrido nos ltimos anos. Nesse panorama as indstrias
brasileiras devem buscar solues que objetivem alavancar seus produtos de forma a atingir novos
patamares de competitividade. Dentre os mecanismos existentes nessa busca, destaca-se a
reformulao de sua estrutura organizacional de forma a adequ-la aos requisitos, como por
exemplo, conforme as normas ISO 9001 e ISO 9002, e implantao de metodologias que visem,
acima de tudo, melhorar a qualidade de seus produtos.
2. TIPOS DE FMEA
Existem, basicamente, dois tipos de FMEA: de Produto e de Processo. A diferena entre os dois
tipos reside no fato de que na FMEA de Produto, as causas de falha sero aquelas pertinentes a
problemas no projeto do produto (por exemplo dimensionamento inadequado), enquanto que na
FMEA de Processo as causas de falha sero decorrentes de inadequao do processo de fabricao
(por exemplo formao de vazios durante o processo de fundio).
A FMEA utiliza um formulrio que serve de roteiro para sua elaborao e desenvolvimento, alm
de ser uma forma de dispor e organizar os dados obtidos. Sendo assim, pode ser considerada como
um documento vivo, devendo ser sempre atualizado com as mudanas ocorridas e com as
informaes adicionais obtidas pela equipe que o desenvolve. Por ser uma metodologia de aplicao
relativamente recente em outros setores, pouco tem sido discutida fora do meio automotivo. Em
funo do alto de grau de interesse que ela desperta nas indstrias que decidem implant-la, torna-se
uma tcnica atrativa para implantao em setores diferentes do automotivo. Um ponto forte no uso
desta tcnica, no desenvolvimento dos trabalhos, justamente em funo da utilizao de
formulrios, que possibilita definir graus de severidade para cada possvel causa, priorizando aes
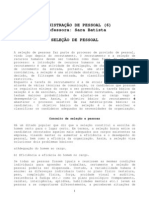
corretivas, para os problemas com maior grau de severidade. A figura 1 apresenta exemplo de uma
planilha de FMEA.
FMEA Projeto de Produto 0
Reviso de Projeto de Produto
Processo
Reviso de Processo
Cliente Aplicao
Data ___/____/___ Produto/Processo
O
Fornecedor reas envolvidas
NOME DO Data elaborao ____/____/____ ATUAL
ITEM COMPONEN
TE
FALHAS POSSVEIS
NDICES
OU
PROCESSO
MODO EFEITO(S) CAUSA(S) CONTRO
LES
O G D R
O O O O O O O O O 0
Figura 1 Exemplo de uma Planilha de FMEA.
Os campos para preenchimento indicados na planilha so:
0 - Indicar se a FMEA para Produto ou Processo, assinalando se indicado para novos
produtos/processos ou reviso de produtos/processos existentes.
O - Este campo corresponde ao cabealho do formulrio; deve ser preenchido com o nome do
produto ou processo, cliente e fornecedor, aplicao do produto, reas envolvidas, etc.
O - Numerao seqencial correspondente ao item.
O - Alm do nome do componente ou processo pode ser preenchido o cdigo definitivo ou cdigo
do prottipo. Tambm pode ser preenchida a funo do componente.
O - Indicar o tipo de falha que pode ocorrer. O modo de falha a resposta para a questo: Como o
componente ou sistema poder falhar?.
O - Indicar a conseqncia da falha. O efeito da falha a resposta a questo: O que a falha pode
ocasionar?.
O - Indicar os motivos pelos quais a falha ocorre. A causa da falha a resposta a questo: O que
provoca tal falha? ou Porque tal falha ocorre?.
O - Listar os controles que pretendem prevenir a causa de uma falha ou detectar sua causa ou modo
de falha.
O - Indicar os ndices de ocorrncia (O), gravidade (G), e deteco (D).
0 - Calcular o fator de risco, atravs da multiplicao dos ndices anteriores.
3. APLICAO DA FMEA NUMA EMPRESA DE MQUINAS -
FERRAMENTA
A seguir relatado a implantao da FMEA, na forma de um projeto piloto, em uma empresa de
mquinas-ferramenta, em funo de uma falha ocorrida em um componente de um produto entregue
a um cliente.
3.1 PERFIL DA EMPRESA
A empresa, onde o estudo foi realizado nacional, de capital aberto, fundada em abril de 1938.
Suas atividades so voltadas para o projeto, produo e venda de mquinas ferramenta, injetoras de
plstico, sistema rotativo para broqueamento de furos de alta preciso, servios de usinagem e
produo e vendas de componentes fundidos. A organizao possui 7 unidades fabris localizadas no
interior de So Paulo, 17 filiais de vendas no Brasil e uma filial nos EUA, que so responsveis pela
venda direta de seus produtos e servios, alm da assistncia tcnica, incluindo 26 representantes de
vendas em 21 pases. At 1997, comercializou 130.000 mquinas, sendo que quase 18% foi para
exportao. A empresa possui um patrimnio liquido de 10,7 milhes de reais, com venda anual de
US$ 170 milhes. Em 1997, a empresa aparece como uma das 500 maiores do Brasil em volume de
vendas (Exame, 1998), e atualmente conta com, aproximadamente, 1.200 funcionrios.
3.2 DECISO DE BUSCAR NOVAS TCNICAS DE ANLISE DE FALHAS.
Diante do panorama atual de competitividade, a empresa decidiu reestruturar seu sistema
organizacional, conforme a norma ISO 9001, durante o perodo de 1991 e 1996, tendo conquistado
a certificao ISO 9001 em maio de 1996. Antes da implantao da ISO 9001, a empresa no
utilizava uma tcnica especfica para o direcionamento dos trabalhos de anlise de falhas. O
procedimento tradicional era a realizao de reunies, com as reas envolvidas, sob a coordenao
das gerncias das unidades fabris, a partir do surgimento de um problema. Aps anlise inicial,
aes corretivas eram previstas e implantadas. Com a padronizao dos procedimentos, aps ser
certificado pela ISO 9001, foi definida, atravs da tcnica dos oitos passos, um mdulo de ao
corretiva e ao preventiva para resolues de problemas. Esta tcnica basicamente indica que: a) o
setor de Garantia da Qualidade deve indicar um funcionrio envolvido no problema para coordenar
os trabalhos, o qual convida elementos de vrias reas e de vrias posies hierrquicas que estejam
envolvidos com o problema, formando assim uma equipe multi-disciplinar e multi-hierrquica, b) as
tcnicas utilizadas para deteco de problemas so: Brainstorming, Diagrama de Pareto e Grfico de
causa e efeito, e c) aps a deteco do(s) problema(s), o grupo analisa a(s) provvel(is) causa(s) e
define as aes corretivas ou preventivas a serem implantadas. A verificao da eficcia de tais
aes fica sob responsabilidade do setor de Garantia da Qualidade.
Pode-se notar que, aps a implantao da ISO 9001, ocorreu uma grande evoluo na deteco e
resoluo de problemas, pois vrios tipos de controles so usados para este fim. Porm, apesar deste
fato, a empresa, aps 2 anos de certificao, resolveu formar um grupo de anlise, atravs de uma
ao preventiva, para estudar a utilizao de uma tcnica estatstica para melhorar o desempenho
nesta rea, pois notava-se a dificuldade da aplicao da tcnica de soluo de problemas na ao
corretiva. As principais causas em potenciais do problema que foram apontadas pelo grupo de
anlise, foram: a) Falta de conhecimento dos envolvidos nos procedimentos da norma de ao
corretiva, b) Falta de treinamento dos envolvidos em tcnicas de anlise e soluo de problemas, c)
Dificuldade em trabalhar em equipe, e d) Limitaes na tcnica (oito passos) at ento utilizada.
Aps estudo, optou-se na busca de uma tcnica que suprisse as limitaes no mtodo ut ilizado at
ento. Seguindo um projeto de utilizao da FMEA, decidiu-se ento implantar esta tcnica, uma
vez que j havia sido utilizada em uma das unidades fabris.
3.3 PROCESSO DE IMPLANTAO DA FMEA
Objetivando testar a tcnica a partir dos problemas existentes, uma unidade fabril desta empresa
decidiu formar uma equipe de funcionrios, coordenado pelo gerente e composta pela chefia de
vrias reas. O resultado inicial apresentado foi considerado pelo grupo como satisfatrio,
comparando-se com as tcnicas utilizadas pela empresa. Pode-se notar que o problema pode ser
tratado e analisado de formas diferentes, utilizando os valores de ocorrncia, severidade e deteco.
Porm, a equipe enfrentou algumas dificuldades, tais como: nem todos os participantes haviam sido
treinados na tcnica, e o trabalho teve seu resultado direcionado por ter sido coordenado pelo
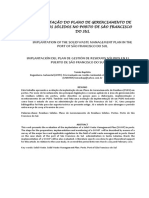
gerente da unidade fabril. O resultado deste trabalho apresentado na figura 2. Foi detectado em
uma mquina exposta em uma feira na Argentina, um suporte de ferramenta, cujo furo onde se
ajusta a ferramenta, estava fora da medida especificada pelo projeto. Alm de ter sido necessrio
enviar outro suporte para substituir o errado (via area), no foi possvel realizar a demonstrao
solicitada por um cliente. Este fato gerou grande descontentamento, em funo dos gastos que
foram necessrios para repor o material e pela falta de confiabilidade demonstrada perante o cliente.
Nota-se que o resultado da anlise da figura 2, foi muito aqum do esperado, detectando assim a
aplicao incorreta da tcnica FMEA, inclusive com deficincia de interpretao dos modo, efeito e
causa a partir do problema estudado. Alm dos problemas j relatados acima, destaca-se tambm
erros nas definies do modo de falha, efeito e a causa potencial do problema. Comparando as
figuras 2 e 3, nota-se que foi definido pelo primeiro grupo de estudo a entrada de material no
almoxarifado como causa principal, sendo que na figura 3, o problema estudado estava no erro do
furo do suporte da ferramenta. A entrada de material no conforme no estoque foi considerada
como uma das causas em potencial. Diante destes problemas e para no ferir os princpios bsicos
da FMEA, decidiu-se formar nova equipe, com uma composio multi-hierrquica, onde todos
haviam sido treinados e ao mesmo tempo desenvolver nova planilha (ver fig. 3) de FMEA.
4. BUSCA DE SOLUES
A seguir so descritas algumas das solues para resoluo dos problemas detectados na
implantao do FMEA
4.1. TREINAMENTO
Para resoluo dos problemas de treinamento, foram planejados cursos para diversos funcionrios.
O treinamento foi desenvolvido pelo SENAI (com auxlio da UNICAMP) e ministrado em 20 horas
aulas. O curso teve como estrutura a reviso das tcnicas e anlise, como por exemplo:
brainstorming, grfico de causa e efeito e por fim o FMEA, onde foi desenvolvido um tema-
problema para a elaborao de uma planilha. Foram treinados por volta de 110 funcionrios que, a
partir da ento, teriam a tarefa de desenvolver os trabalhos de aes corretivas utilizando a tcnica
do FMEA. Estes funcionrios pertencem vrios setores da empresa, como engenharia do produto,
montagem, assistncia tcnica, controle da produo, mtodos e processos, marketing/vendas e
produo.
4.2. COMPOSIO DA NOVA EQUIPE
O grupo de trabalho estabelecido para realizar a implantao da FMEA foi escolhido em funo dos
seguintes critrios: Conhecimento sobre FMEA (atravs de treinamento), Envolvimento no roteiro
do item selecionado para estudo (figuras 2 e 3).
Com isso foi formado um grupo com 6 componentes, sendo representantes de diversos setores da
empresa. Os critrios da escolha dos participantes de cada setor, com base nos problemas
apresentados anteriormente, foram os seguintes:
Almoxarifado: em funo dos materiais e peas terem que passar pelo almoxarifado, antes de
serem agregados ao produto final;
Produo: por existir uma fase de inspeo final dos produtos fabricados;
Mtodos e processos: setor que define todo o andamento do processo no setor produtivo;
Garantia da qualidade: responsvel por elaborar os relatrios de inspeo, documento que define o
que deve ser inspecionado;
Engenharia do produto: todas as especificaes/tolerncias devem estar definidas no projeto e
expressa nos desenhos;
Controle da produo: coordenao do trabalho.
4.3. ELABORAO DA NOVA PLANILHA
Em funo dos problemas apresentados anteriormente, e da constatao de que a 1 planilha foi
elaborada de maneira inadequada (fig.2), foi desenvolvida uma nova planilha para o mesmo
problema citado, considerando a nova equipe de trabalho. Essa planilha mostrada na figura 3.
Figura 2 Primeira Planilha Desenvolvida na Empresa.
PROJETO ( ) DATA DA ELABORAO: CLIENTE/ REFERNCIA:
FMEA: PRODUTO ( ) DATA DA PRXIMA REVISO: PRODUTO:
SISTEMA ( ) COORDENADO POR:
EQUIPE:
ITEM
& S C O D R S O D R
FUNO E L CAUSAS C CONTROLES E P AES RESPONSAVEL E AES TOMADAS E C E P
MODO EFEITO V A POTENCIAIS R ATUAIS T N RECOMENDADAS CRONOGRAMA E DATAS V R T N
Entrada de material * Falta de Entrada de material * Inobeservncia da * Etiqueta pea
no almoxarifado inspeo no almoxarifado com etiqueta de "aprovado" 5 "aprovado" 1 45
* Processo no conformidades * Inobeservncia do * Verificao da
a) Registrar entradas incompleto do tipo: plano de fabricao 5 baixa no plano de
de ordens de produ- * Item no a) pea inacabada 9 fabricao 5 225
o conforme(rejeito)
b) Armazenagem de * Qtde diferente * Falha do inspetor 5 - 0
materiais * Identificao * Falta de conferncia * Notas ficais e
c) Controle fsico e errada (pasta tro- do almoxarife 2 Carto de entrada 2 36
cada) * falta de rotina interna
* Falta de identifi de trabalho 1 - 0
cao * falha humana 10 - 10 900
* Entrada de da- * Devoluo da mon- Doc "devoluo"
dos errados no tagem 6 de montagem 9 486
sistema (local)
* Armazenar em b) armazenada em 1
local incorreto local errado
c) qtde incorreta 1
COMPONENTE
ANALISE DE MODO E EFEITOS DE FALHA
FALHAS POSSVEIS RESULTADO DAS AES PROVIDNCIAS NOME DO
ANLISE DE MODO E EFEITOS DE FALHA
PROJETO ( ) DATA DA ELABORAO: CLIENTE/ REFERNCIA:
FMEA: PRODUTO ( ) DATA DA PRXIMA REVISO: PRODUTO:
SISTEMA ( ) COORDENADO POR:
EQUIPE:
Item Nome FALHAS POSSVEIS Providncias Resultado das Aes
e do S C O D R Aes S O D R
Funo Componente E L Causas C Controles E P Aes Responsvel e Tomadas E C E P
Modo Efeito V A Potenciais R Atuais T N Recomendadas Cronograma e Datas V R T N
Furao do su- R28004 -Suporte Furo com Impossibilidade 8 * Entrada do mate- 3 * Etiqueta 4 96
porte de fer- de Ferramenta dimetro ina- de montagem rial no almoxarifa- pea aprovada
ramenta para dequado da ferramenta do sem inspeo
usinagem (fora do especi- * Verificao
de diammetro ficado no pro- * Interrupo do 3 da baixa no 5 120
interno jeto). processo de fabri- plano de
cao inadequada- fabricao
mente
* Falha do inspetor 2 - 10 160
* Identificao 2 - 10 160
errada
1 * Inspeo 10 80
* Dimenso errada
(falha do programa)
Figura 3 Elaborao da Nova Planilha.
5. FMEA DE CICLO DE VIDA
Um dos pontos importantes levantados no desenvolvimento inicial, o fato de, numa mesma
planilha ocorrer problemas de processo e projeto, isto , por exemplo, a FMEA normalmente
utilizada de forma especfica para processo, porm durante a analise pode surgir problemas de
origem de projeto, ficando difcil o enquadramento na analise de processo. Dessa forma, surgiram
limitaes para uso da FMEA no problema apresentado. Uma aplicao recente e interessante da
FMEA relatado por Lore (1998). O autor desenvolveu um aprimoramento da tcnica, que intitulou
de FMEA de ciclo de vida, onde uniu a FMEA de processo e projeto numa s planilha e codificou
as fases do processo atravs dos seguintes passos:
- Formar uma equipe de FMEA composta de representantes de todos os estgios do ciclo de vida
do produto;
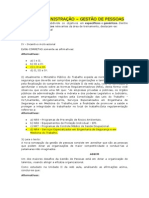
- Identificar todos os sistemas, sub-sistemas e componentes e os relacione nas trs primeiras
colunas na planilha da FMEA (ver figura 4);
- Construir uma coluna e usar um cdigo D-M-A-I-O (ver significado abaixo) para a fase do ciclo
de vida do equipamento em que as falhas sejam originadas.
Figura 4 Planilha de FMEA para ciclo de vida
Sistema Sub-sistema Item Cdigo Falha Efeito
s
e
v
e
r
i
d
a
d
e
Causa
o
c
o
r
r
n
c
i
a
Controle
D
e
t
e
c
o
N de Ao N de
de potencial potencial potencial atual prioridade prioridade de
FMEA de risco risco revisado
controle pneumtico
t
r
a
n
s
p
o
r
t
a
d
o
r
D insuficncia movimento lento 4 erro de clculo 3
c
a
t
c
h
i
n
d
e
b
u
g3 36 n/a n/a
controle pneumtico
t
r
a
n
s
p
o
r
t
a
d
o
r
A encaixe solto vazamentos 5 montag. inadequada 3
c
a
t
c
h
i
n
s
t
a
r
t
-
u
p
2 30 n/a n/a
controle pneumtico
t
r
a
n
s
p
o
r
t
a
d
o
r
D interferncia do no pode instalar 6 erro de desenho 2
c
a
t
c
h
i
n
i
n
s
t
a
l
l
a
t
i
o
n
3 36 n/a n/a
equipamento
FMEA DE CICLO DE VIDA
A codificao do FMEA de ciclo de vida definida como:
D (projeto): Esta categoria inclui as falhas potenciais do projeto, que tipicamente aparecem em
um FMEA de projeto.
M (manufatura): Esta categoria inclui as falhas potenciais dos componentes comprados ou
componentes fabricados, na prpria empresa. Estas falhas tipicamente aparecem em um FMEA de
processo.
A (montagem): Esta categoria inclui as falhas potenciais tpicas de montagem do equipamento,
que podem surgir em um FMEA de processo.
I (instalao): A instalao adequada crtica, no que se refere a durao e a qualidade do
projeto de ferramentas e equipamento. Assim, adquire uma categoria prpria. Poderiam ser
negligenciadas as falhas potenciais de instalao durante um processo tradicional de FMEA.
O (operao): Esta categoria inclui as falhas potenciais devido a erros do operador (ou mau uso),
problemas no ambiente da planta fabril, falta de manuteno preventiva, materiais ou fluidos de m
qualidade, escassez de peas de reposio, chamadas de servios, e dentre outros. Estas falhas so
freqentemente negligenciadas em FMEAs tradicionais.
Preencher as colunas restantes do ciclo de vida FMEA da mesma maneira que num FMEA de
projeto ou de processo, embora a coluna "fase de processo" do FMEA de processo no necessria.
Esta tcnica foi desenvolvida para garantir a satisfao do cliente, pois entende-se que os principais
fatores que causam prejuzo para a imagem da empresa so considerados nesse tipo de FMEA.
Nota-se que o FMEA de ciclo de vida, por incorporar os dois modelos tradicionais de FMEA
(projeto e processo), tende a economizar tempo e ao mesmo tempo apontar mais falhas potenciais.
6. CONCLUSES
Pelo exposto anteriormente, o projeto piloto de implantao da anlise de falha baseado na tcnica
da FMEA, demonstrou ser mais eficaz que a tcnica utilizada pela empresa at ento. Entretanto,
existiram problemas na implantao, decorrentes, principalmente, da falta de conhecimento sobre o
desenvolvimento da tcnica, habilidade em buscar as causas dos problemas e suas solues, alm de
tendncia na anlise do problema pela primeira equipe de trabalho.
A tcnica encontra-se ainda em estgio de implantao, conforme pode ser observado na planilha da
figura 3. Ainda falta estabelecer as aes recomendadas e analisar os resultados aps a devida
introduo dessas recomendaes. Observou-se tambm uma demora excessiva para implantao da
tcnica, por falta de conhecimento sobre a tcnica e incentivo para a equipe na conduo dos
trabalhos.
Existem ainda, vrios fatores a serem considerados para o desenvolvimento do trabalho. Por
exemplo, o desenvolvimento da mesma planilha (mesmo problema) utilizando a tcnica de FMEA
de ciclo de vida seria um passo importante para enriquecer o resultado. Esse desenvolvimento est
previsto no projeto piloto, porm ainda no foi possvel sua introduo no processo. Destaca-se
ainda, que uma anlise dos pesos para ponderao (ocorrncia, gravidade, e severidade) tambm
deve ser feita, uma vez que as tabelas consultadas esto, geralmente, associadas e direcionadas ao
desenvolvimento realizado na indstria automobilstica.
REFERNCIAS BIBLIOGRFICAS
Helman, H, Anlise de Falhas (Aplicao do Mtodo FMEA e FTA), Fundao Cristiano Ottoni, Belo Horizonte, MG,
1995.
Lore, J., An Innovative Methodology: The Life Cicle FMEA, Quality Progress, vol. 31, no. 4, pp. 144, 1998.
Miguel, P.A.C. Qualidade: Princpios, Tcnicas e Gesto. Editora Unimep: Piracicaba, 1999 (em fase de impresso).
QAI, Failure Mode and Effects Analysis, Quality Association International Incorporation, http://www.quality-
one.com/fmea.htm, 1998
Silva, C.E.S., Tin, J.V. e Oliveira, V.C., Uma Anlise da Aplicao da FMEA nas Normas de: Sistema de Gesto pela
Qualidade (ISO 9000 e QS 9000), Sistema de Gesto Ambiental (ISO 14000), e Sistema de Gesto da Segurana e
Sade do Trabalho (BS 8800 . Futura ISO 18000). CD ROM do XVII ENEGEP, Gramado, RS, 1997.
Exame Melhores e Maiores, Editora Abril, So Paulo, julho, 1998.
Você também pode gostar
- 13 - Discipulado e AconselhamentoDocumento43 páginas13 - Discipulado e AconselhamentoL. Cláudio EBAinda não há avaliações
- Volume 7 - O Pilar de TPM em Áreas de ApoioDocumento103 páginasVolume 7 - O Pilar de TPM em Áreas de ApoioReinaldo Pimentel SebastiãoAinda não há avaliações
- Içamento PDFDocumento19 páginasIçamento PDFconsorcio engeform-movoAinda não há avaliações
- Pcmat Estrada MarcosDocumento51 páginasPcmat Estrada MarcosadrianorogeriosantosAinda não há avaliações
- Modelo 01 - Plano de Ação NR 12Documento8 páginasModelo 01 - Plano de Ação NR 12Gabriel Campos100% (1)
- APOL 1 Gestão de Pessoas em Organizações Hospitalares 1Documento3 páginasAPOL 1 Gestão de Pessoas em Organizações Hospitalares 1P RAinda não há avaliações
- Boas Práticas Na Especificação e Inst de Prot Coletivas em Obras de Grande ComplexidadeDocumento342 páginasBoas Práticas Na Especificação e Inst de Prot Coletivas em Obras de Grande ComplexidadeRoberto Moscarelli Corral100% (1)
- Lista 1 - Capítulo 6 - Conceituais - para TreinamentoDocumento4 páginasLista 1 - Capítulo 6 - Conceituais - para TreinamentoAndré Valani BarraquiAinda não há avaliações
- Texto Dos SlidesDocumento25 páginasTexto Dos SlidesCamilla BuzinaroAinda não há avaliações
- Política de Segurança e Saúde No TrabalhoDocumento8 páginasPolítica de Segurança e Saúde No Trabalhoherivelto ernesto da silvaAinda não há avaliações
- Apostila Seguranca Do TrabalhoDocumento14 páginasApostila Seguranca Do TrabalhoRenata Alves De Oliveira FernandesAinda não há avaliações
- Back School Escola de PosturaDocumento8 páginasBack School Escola de PosturaEliane RiosAinda não há avaliações
- Cliente OcultoDocumento5 páginasCliente OcultoflavilioAinda não há avaliações
- HIIT (HIIT) - Benefícios e Malefícios, Eficácia, ExercíciosDocumento35 páginasHIIT (HIIT) - Benefícios e Malefícios, Eficácia, ExercíciosCustoias CustoiasAinda não há avaliações
- ARTIGO - QUALIDADE - NBR ISO 10015 - Diretrizes para Treinamento (Hayrton Do Prado Filho)Documento3 páginasARTIGO - QUALIDADE - NBR ISO 10015 - Diretrizes para Treinamento (Hayrton Do Prado Filho)marcusforteAinda não há avaliações
- cp149584 PDFDocumento228 páginascp149584 PDFThomas SerratoAinda não há avaliações
- Avaliação NR 05Documento2 páginasAvaliação NR 05Leandro CoráAinda não há avaliações
- Roteiro para Treinamento - Trava QuedasDocumento2 páginasRoteiro para Treinamento - Trava QuedasJandeson Lopes GonçalvesAinda não há avaliações
- Questão 1Documento23 páginasQuestão 1Wandson OliveiraAinda não há avaliações
- Checklist RH AvaliacaoDocumento2 páginasChecklist RH AvaliacaoRogerioAinda não há avaliações
- Monografia Henrique Dallacqua LongatiDocumento31 páginasMonografia Henrique Dallacqua LongatiLigia Maria SantosAinda não há avaliações
- Apostila 7 EntrevistasDocumento22 páginasApostila 7 EntrevistasboletocostaAinda não há avaliações
- Explore - Ambientação ValeDocumento1 páginaExplore - Ambientação ValeGleydson AdesivosAinda não há avaliações
- Implantação PGRSDocumento20 páginasImplantação PGRSAlexAinda não há avaliações
- Psicologia EsporteDocumento10 páginasPsicologia EsportejlianamaAinda não há avaliações
- Termo de ReferênciaDocumento30 páginasTermo de ReferênciaEduardo FrançaAinda não há avaliações
- 01-Examen 2020Documento49 páginas01-Examen 2020Profesores de BoliviaAinda não há avaliações
- Respostas - Av 2 - Gestão de PessoasDocumento2 páginasRespostas - Av 2 - Gestão de PessoasRaimundo AparecidoAinda não há avaliações
- Versão - Ambiente - Temporario - PACS - Termo de Referencia - Modelo - Contratação - PACSDocumento47 páginasVersão - Ambiente - Temporario - PACS - Termo de Referencia - Modelo - Contratação - PACSLeandro Rodrigo da Cunha SilvaAinda não há avaliações
- Apostila de Treinamento-8dpdDocumento16 páginasApostila de Treinamento-8dpdGabriela JuliAinda não há avaliações