Você também pode gostar
- Anuario Sindirepa 2021Documento37 páginasAnuario Sindirepa 2021Genivaldo SantosAinda não há avaliações
- Mastra Lançamentos NovembroDocumento2 páginasMastra Lançamentos Novembrotainan_br@Ainda não há avaliações
- TUP 089 PG Catalogo Lancamentos Ago2021Documento12 páginasTUP 089 PG Catalogo Lancamentos Ago2021JoheltonAinda não há avaliações
- RIP01-STX21 - RELATÓRIO DE INSPEÇÃO DE PINTURA Rev.0Documento2 páginasRIP01-STX21 - RELATÓRIO DE INSPEÇÃO DE PINTURA Rev.0charlesisn1Ainda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Modelo Relatorio PMDocumento1 páginaModelo Relatorio PMMotta H DavidAinda não há avaliações
- Modelo de EpsDocumento1 páginaModelo de EpslunoAinda não há avaliações
- Relatório de Inspeção Ryokaku 3m0aDocumento11 páginasRelatório de Inspeção Ryokaku 3m0akenneth patrickAinda não há avaliações
- Telhas Isoeste (27!02!2018)Documento20 páginasTelhas Isoeste (27!02!2018)Renato César AndradeAinda não há avaliações
- Classificação de Aços Segundo A DinDocumento1 páginaClassificação de Aços Segundo A DinAndersonprocessosAinda não há avaliações
- Catálogo Metalmatrix - AbraçadeirasDocumento11 páginasCatálogo Metalmatrix - AbraçadeirasalexsanderAinda não há avaliações
- 01-Formulário Solicitação de Viabilidade TécnicaDocumento1 página01-Formulário Solicitação de Viabilidade TécnicaJonathas Felippe Morais ModestoAinda não há avaliações
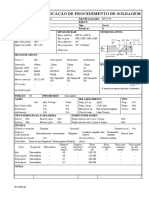
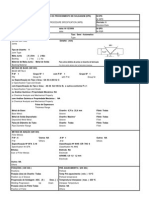
- Especificação de Procedimento de Soldagem (EPS) : JuntaDocumento2 páginasEspecificação de Procedimento de Soldagem (EPS) : JuntaMarcelo AlanAinda não há avaliações
- Custo Mão de ObraDocumento13 páginasCusto Mão de ObraAluizio Antonio da SilvaAinda não há avaliações
- 0001 - p54 Go 2022 - Ss-2182-2022-Lc-001 - Plano de Infraestrutura Heftos - Rev 0Documento152 páginas0001 - p54 Go 2022 - Ss-2182-2022-Lc-001 - Plano de Infraestrutura Heftos - Rev 0Wanderson AnzolinAinda não há avaliações
- EPS X80 X80 98OA Tubular Rev00Documento1 páginaEPS X80 X80 98OA Tubular Rev00Heygleson Henrique de MirandaAinda não há avaliações
- NBR 14842 Critérios para A Qualificação e Certificação de Inspetores de SoldagemDocumento12 páginasNBR 14842 Critérios para A Qualificação e Certificação de Inspetores de SoldagemFernandoRochaAinda não há avaliações
- Custos de SoldagemDocumento12 páginasCustos de SoldagemjefersonjajAinda não há avaliações
- Truck 19320Documento2 páginasTruck 19320medidas012Ainda não há avaliações
- Cronograma APQPDocumento1 páginaCronograma APQPDaniel DiasAinda não há avaliações
- Manual Integracao Gestor Creditov2Documento15 páginasManual Integracao Gestor Creditov2Francisco Paulino Silva FilhoAinda não há avaliações
- Utp 6020 PDFDocumento1 páginaUtp 6020 PDFJPJFAinda não há avaliações
- EPS 14 SoldagemDocumento18 páginasEPS 14 Soldagemneto-portoAinda não há avaliações
- 04-Metalurgia Da Soldagem - TrincasDocumento16 páginas04-Metalurgia Da Soldagem - TrincasmarceloAinda não há avaliações
- Tampos MGDocumento20 páginasTampos MGavf86Ainda não há avaliações
- Ficha de Inscrição-EmpregoDocumento1 páginaFicha de Inscrição-EmpregoZezito Rodrigues da SilvaAinda não há avaliações
- N-0013 Aplicacao de TintaDocumento18 páginasN-0013 Aplicacao de Tintadaniel100% (1)
- Fmea Processo Mig-Mag AtualizadoDocumento8 páginasFmea Processo Mig-Mag AtualizadoVanessa KallyAinda não há avaliações
- BT-4600 Stoptherm 600Documento1 páginaBT-4600 Stoptherm 600Thiago De Lima RamosAinda não há avaliações
- 2.2 Elementos SimbologiaDocumento44 páginas2.2 Elementos SimbologiaGuilherme HenriqueAinda não há avaliações
- Vasos de Pressao - ABNT - Projeto de NormaDocumento72 páginasVasos de Pressao - ABNT - Projeto de NormaEderson GuimaraesAinda não há avaliações
- Catálogo TécnicoDocumento5 páginasCatálogo TécnicoAntonio Carlos BassoAinda não há avaliações
- Manual Da Pistola PFF 1200barDocumento25 páginasManual Da Pistola PFF 1200barLuiz PauloAinda não há avaliações
- 7-Workshop ISO IEC 17025 - 4 e 5 - Requisitos e de EstruturaDocumento31 páginas7-Workshop ISO IEC 17025 - 4 e 5 - Requisitos e de EstruturaSidnei RodriguesAinda não há avaliações
- EPS InfosoldaDocumento2 páginasEPS Infosoldaedcam13Ainda não há avaliações
- Dossiê Da Qualidade - SDocumento3 páginasDossiê Da Qualidade - SEvandro BorgesAinda não há avaliações
- CQS 001-23 3-4G FCAW ALEXANDER AWS - WTN001 - ComplDocumento4 páginasCQS 001-23 3-4G FCAW ALEXANDER AWS - WTN001 - ComplHyagoAinda não há avaliações
- Controle de Desempenho de SoldadoresDocumento2 páginasControle de Desempenho de SoldadoresRodrigo SousaAinda não há avaliações
- IEIS 001.21 Rev.0 AWS D1.1 MontisolDocumento3 páginasIEIS 001.21 Rev.0 AWS D1.1 MontisolWagner Monfradini100% (1)
- Mod. 0060 - COM Análise Crítica de ContratoDocumento1 páginaMod. 0060 - COM Análise Crítica de ContratoEvanildo Gonçalves BorgesAinda não há avaliações
- 07 - PCP-SO-07 Qualificação de Soldador - Rev 08Documento10 páginas07 - PCP-SO-07 Qualificação de Soldador - Rev 08Darci Santiago SantosAinda não há avaliações
- N-1852 G 1emDocumento58 páginasN-1852 G 1emMariomourajuniorAinda não há avaliações
- Ieis Techocean 001-15 Ocean RigDocumento1 páginaIeis Techocean 001-15 Ocean RigFernando Bardela100% (1)
- Procedimento de Reparo JuntaDocumento1 páginaProcedimento de Reparo JuntaThais SchwinderAinda não há avaliações
- Delineamento de ServiçosDocumento3 páginasDelineamento de ServiçosSprintyWNHAinda não há avaliações
- Codismon - Especificações Técnicas2Documento17 páginasCodismon - Especificações Técnicas2gorgon3001100% (1)
- 1590 Man 1620 80 10 002 R04 PDFDocumento162 páginas1590 Man 1620 80 10 002 R04 PDFLincoln Santana JuniorAinda não há avaliações
- FIT em BrancoDocumento6 páginasFIT em BrancoBreno CaldeiraAinda não há avaliações
- Modelo Relatório de Ensaio de TraçãoDocumento3 páginasModelo Relatório de Ensaio de TraçãoClaudiokaeAinda não há avaliações
- 8.00.0 Laudo Tecnico - Os 120.0139 - Tambor 15464514 - NF 12969Documento16 páginas8.00.0 Laudo Tecnico - Os 120.0139 - Tambor 15464514 - NF 12969Sidnei RodriguesAinda não há avaliações
- D61EX-23M0 Modelo NovoDocumento1 páginaD61EX-23M0 Modelo NovoGleisson Freitas FreitasAinda não há avaliações
- Artigo - Aplicação de Reagentes Químico Fry PDFDocumento9 páginasArtigo - Aplicação de Reagentes Químico Fry PDFPedro Tavares Murakame100% (1)
- 3-RRS - 001-20 NimbaheraDocumento2 páginas3-RRS - 001-20 Nimbaheraalexsandro_dias_1Ainda não há avaliações
- Alternativa para Qualificação de SoldadorDocumento2 páginasAlternativa para Qualificação de Soldadoralexsandro_dias_1Ainda não há avaliações
- Critério de Aceitação de Soldas Conforme o Código AWS D1.1Documento1 páginaCritério de Aceitação de Soldas Conforme o Código AWS D1.1neto-portoAinda não há avaliações
- Certificado de ParafusosDocumento1 páginaCertificado de ParafusosMauro CostaAinda não há avaliações
- RPQS OriginalDocumento2 páginasRPQS OriginalLypeSantos100% (1)
- Desenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoNo EverandDesenvolvimento De Projetos Em Clp Ladder Baseado No Twidosuite Volume ÚnicoAinda não há avaliações
- 2 Grupos Geradores PDFDocumento47 páginas2 Grupos Geradores PDFRodrigoChaves100% (2)
- Argamassas - PesosDocumento3 páginasArgamassas - Pesosstar_starAinda não há avaliações
- PR 754 LiebherrDocumento911 páginasPR 754 LiebherrLauro Ferreira100% (2)
- Tabela de Traço 2014 TecomatDocumento1 páginaTabela de Traço 2014 Tecomatflavio tabosa100% (1)
- SINAPI Relatório Família de Insumos 2020 10Documento106 páginasSINAPI Relatório Família de Insumos 2020 10SimonekmAinda não há avaliações
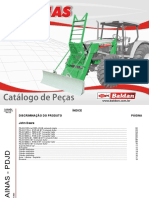
- Catálogo de Peças PDJD Baldan PDFDocumento20 páginasCatálogo de Peças PDJD Baldan PDFAlfeuMoura0% (1)
- Concreto de Cimento Portland - Preparo, Controle, Recebimento e Aceitação - ProcedimentoDocumento29 páginasConcreto de Cimento Portland - Preparo, Controle, Recebimento e Aceitação - ProcedimentoMoacyr Salles NetoAinda não há avaliações
- NBR 11798 - 90 (EB-2096) - Materiais para Sub-Base Ou Base de Solo-Cimento - 2pagDocumento2 páginasNBR 11798 - 90 (EB-2096) - Materiais para Sub-Base Ou Base de Solo-Cimento - 2pagClaudio Lorenzoni0% (1)
- NBR-5869 (Ponta de Rosca)Documento5 páginasNBR-5869 (Ponta de Rosca)Lisiane KnobAinda não há avaliações
- NBR 14085-1998 - Argamassa Colante Industrializada para Assentamento de Placas de Cerâmica - Determinação Do DeslizamentoDocumento2 páginasNBR 14085-1998 - Argamassa Colante Industrializada para Assentamento de Placas de Cerâmica - Determinação Do DeslizamentoduanbalduinoAinda não há avaliações
- Questão 3 Atv 03Documento3 páginasQuestão 3 Atv 03Guiherme de LucenaAinda não há avaliações
- Apostila de Cimento Portland - MCC1Documento17 páginasApostila de Cimento Portland - MCC1alinecarrascosaAinda não há avaliações
- FixacaoDocumento128 páginasFixacaoGesiel Dias de SousaAinda não há avaliações
- Rastra 30x32 Catalogo de Partes PDFDocumento109 páginasRastra 30x32 Catalogo de Partes PDFEdwin Melendez100% (2)
- Acompanhamento de Soldagem e CustosDocumento38 páginasAcompanhamento de Soldagem e CustosAugusto PizarroAinda não há avaliações
- Cotação Peças Vence Tudo Carlos ConsentiniDocumento6 páginasCotação Peças Vence Tudo Carlos Consentinimarcelo sampaioAinda não há avaliações
- SINAPI Relatório Família de Insumos 2021 01Documento104 páginasSINAPI Relatório Família de Insumos 2021 01Fred Henauth100% (1)
- Conexões HidraulicasDocumento13 páginasConexões HidraulicasburotechAinda não há avaliações
- Terminologia Soldagem - Port-IngDocumento8 páginasTerminologia Soldagem - Port-IngMarcos DamascenoAinda não há avaliações
- #RELAÇAO EPS - Rev.18Documento10 páginas#RELAÇAO EPS - Rev.18Cristiano RochinhaAinda não há avaliações
- 2X MicroDocumento15 páginas2X MicroMaria RodriguezAinda não há avaliações
- NBR 11173 NB 1259 - Projeto e Execucao de Argamassa Armada PDFDocumento10 páginasNBR 11173 NB 1259 - Projeto e Execucao de Argamassa Armada PDFAttila Monteiro de Abreu100% (1)
- Rev01 FL13 Cortes PDFDocumento1 páginaRev01 FL13 Cortes PDFFlávio Bezerra GomesAinda não há avaliações
- NBR 05869 Pontas de Rosca e Partes Sobressalentes de Parafusos Formas e Dimensoespdf CompressDocumento5 páginasNBR 05869 Pontas de Rosca e Partes Sobressalentes de Parafusos Formas e Dimensoespdf CompressCLAUDIA YANARA MEIRA DA COSTAAinda não há avaliações
- Lista de RoscasDocumento1 páginaLista de RoscasWillian TrindadeAinda não há avaliações
- Qualificação de SoldadoresDocumento2 páginasQualificação de SoldadoresDavi MarchenaAinda não há avaliações
- V3349F333TDocumento3 páginasV3349F333TClarice Alves de FreitasAinda não há avaliações
- Cursos - Valores - 2020 (Promoção)Documento1 páginaCursos - Valores - 2020 (Promoção)José JandersonAinda não há avaliações
- Catalogo Vicon Giro 400 600Documento13 páginasCatalogo Vicon Giro 400 600ESDRASAinda não há avaliações
- Tocha de Solda MIG-MAG SU625 PDFDocumento2 páginasTocha de Solda MIG-MAG SU625 PDFwesley59Ainda não há avaliações
- Manual Fenix - 3000 - 05-18Documento170 páginasManual Fenix - 3000 - 05-18Emerson GomesAinda não há avaliações