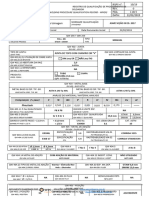
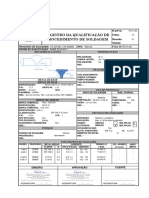
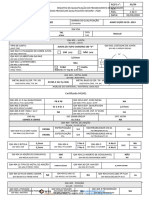
REGISTRO DE QUALIFICAO DE
PROCEDIMENTO DE SOLDAGEM
RQPS No.:
0015
DATA:
26/06/2014
FOLHA:
1 DE 2
REVISO: 0
Processo: FCAW Tipo: SEMI-AUTOMATICO EPS No.: 007
JUNTA (QW-402)
PROJETO DA JUNTA
Tipo de junta: TOPO,EM V
Soldagem:
por um lado
soldagem pelos 2 lados
Cobre-Junta: sim no
Metal do cobre-junta: N.A
Goivagem da raiz: sim no
Mtodo de goivagem: N.A
ngulo do chanfro: 605
Abertura da raiz: 3.01
Face da raiz: 2.01
Nmeros de passes:
POSIO DE SOLDAGEM (QW-405)
Posio de soldagem: 1G
Progresso de soldagem: N.A
PR-AQUECIMENTO (QW-406)
Temperatura min. Pr-aquecimento: 15C
Temperatura max. interpasse: 250C
TRATAMENTO TERMICO (QW-407)
Temperatura (C): N.A
Tempo: N.A
METAL BASE (QW-403)
Espeficicao, tipo, grau: SA 516-70
P-No. e Grupo: PN.1 Gr.2
Espessura:
Chanfro: 5.0 a 32.0
ngulo: ILIMITADA
Dimetro da base(mm): N.A
Outros: N.A
GS DE PROTEO (QW-408)
Tipo de gs: ATIVO
Composio: 100% CO2
Vazo(l/min): 12 L/mim. AR
do bocal: N.A
METAL DE ADIO(QW-404)
Especificao SFA: 5.20
Classificao AWS: E 71T-1
F No.: 6
A No.: 1
Dimetro: 1,6 a 2.0
TECNICA(QW-410)
Passe retilneo ou oscilado: RETILINEO
Passe simples ou mltiplo: MULTIPLO
Nmero de eletrodos: N.A
Limpeza inicial: ESCOVAMENTO
Limpeza entre passes: ESMERILHAMENTO
Espaamento entre eletrodos:
Longitudinal: N.A
Lateral: N.A
ngulo: N.A
Martelamento: N.A
CARACTERISTICA ELETRICA (QW-409)
Tipo de corrente : CONTINUA
Polaridade; INVERSA
Tipo de transferencia:
Heat input mximo(Kj/cm):
SPLAY
Eletrodo de Tungstenio: (mm): N.A
Tipo: N.A
Passe/camada Processo
consumivel Corrente
Tenso (V) Velocidade (cm/min)
Classificao AWS (mm) Tipo (A)
RAIZ 1 FCAW E-71T-1 1,6 E 2.0 CCEP 150 21 -
ENCHIMENTO 2 a 5 FCAW E-71T-1 1,6 E 2.0 CCEP 220 24 -
ACABAMENTO 6a
11
FCAW E-71T-1 1,6 E 2.0 CCEP
220 25
-
/ /
/ /
TCNICO DE SOLDAGEM CONTROLE DE QUALIDADE
E
S
T
E
D
O
C
U
M
E
N
T
O
S
E
T
O
R
N
A
O
R
I
G
I
N
A
L
S
O
M
E
N
T
E
C
O
M
A
M
A
R
C
A
E
M
A
U
T
O
R
E
L
E
V
O
.
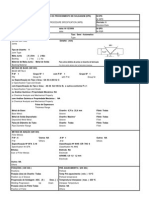
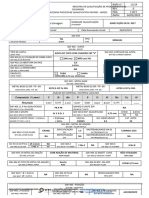
REGISTRO DE QUALIFICAO DE
PROCEDIMENTO DE SOLDAGEM
RQPS No.:
0015
DATA:
26/06/2014
FOLHA:
2 DE 2
REVISO:
0
ENSAIO DE TRAO (QW-150)
Preparao: QW-462.1(a) Mtodo de ensaio: QW-152 Critrio de aceitao: QW-153
Identificao: Dimenses(mm) Seco(mm
2
) Carga de ruptura(N) Tenso (MPa) Local da ruptura
T-1 12,69 X 11.05 217,18 9330 430 METAL DE BASE
T-2 12,52 X 11.03 221,75 9780 430 METAL DE BASE
Relatrio No.: 005 Laboratrio:
ENSAIO DE DOBRAMENTO (QW-160)
Preparao: QW-462.2(a) Mtodo de ensaio: QW-162 Critrio de aceitao : QW-163
Identificao Dimenses(mm) do cutelo Distncia entre roletes ngulo
RESULTADO/RESULT
D1 12.5X9,5 40 60.1 180 APROVADO
D2 12.5X9,5 40 60.1 180 APROVADO
D3 12.5X9,5 40 60.1 180 APROVADO
D4 12.5X9,5 40 60.1 180 APROVADO
Relatrio No.: 0011 Laboratrio :
ENSAIO DE IMPACTO (QW-170)
Preprao: QW-462.2 (a) Mtodo de ensaio: QW-162 Critrio de aceitao: QW-163
Unidade: N.A Dimenses: N.A Tipo: N.A
Temperatura: N.A Orientao do carpo de prova: N.A
Localizao do entalhe / energia absorvida
Solda Linha de fuso 2mm L.F 5mm L.F Solda Linha de fuso 2mm L.F 5mm L.F
N valor N valor N valor N valor N valor N valor N valor N Valor
1 - 1 - 1 - 1 - 1 - 1 - 1 - 1 -
X - X - X - X - X - X - X - x -
Relatrio No.: N.A Laboratrio : N.A
ENSAIO DE DUREZA
Preprao: N.A Mtodo de ensaio QW-162 Critrio de ceitao: QW-163
Metal base ZTA Solda Solda ZTA metalbase
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
- - - - - - - - - - - - - - - - - -
19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36
- - - - - - - - - - - - - - - - - -
Relatrio No.: N.A Laboratrio : N.A
ENSAIO MACROGRAFICO (PARA SOLDA EM ANGULO)(QW-180)
Preparao: QW-462.4 (d) Mtodo de ensaio: QW-181.1.1 Critrio de aceitao: N.A
Corpo de prova No.: - Corpo de prova No.: -
Macro 1 Macro 2 Macro 3 Macro 4 Macro 1 Macro 2 Macro 3 Macro 4
N.A N.A N.A N.A N.A N.A N.A N.A
Relatrio No.: N.A Relatrio No.: N.A
Laboratrio : N.A Laboratrio : N.A
DADOS DO SOLDADOR
Nome do soldado/operador: LUCAS Chapa: N.A Sinete: 24
Certificamos que as declaraes neste Registro so corretas e que os testes das soldas foram preparados, soldados e testados
conforme as determinaes requeridas pela seo IX do Cdigo ASME/2010ASME Boiler and Pressure Vessel Code-.
/ /
/ /
TCNICO DE SOLDAGEM
CONTROLE DE QUALIDADE
E
S
T
E
D
O
C
U
M
E
N
T
O
S
E
T
O
R
N
A
O
R
I
G
I
N
A
L
S
O
M
E
N
T
E
C
O
M
A
M
A
R
C
A
E
M
A
U
T
O
R
E
L
E
V
O
.