Você também pode gostar
- Biblioteca Do Escoteiro-Mirim Volume 01Documento128 páginasBiblioteca Do Escoteiro-Mirim Volume 01abddiel88% (8)
- 06 - Técnicas-De-Avaliação-PsicológicasDocumento42 páginas06 - Técnicas-De-Avaliação-PsicológicasTha OliveiraAinda não há avaliações
- Fiat Fire 1.4 8v (Strada)Documento4 páginasFiat Fire 1.4 8v (Strada)wesley candido100% (2)
- Fire Fly 3cilDocumento4 páginasFire Fly 3cilwesley candido33% (3)
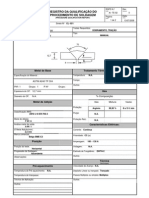
- Rqps 002 - Ai - Tig+EletrodoDocumento2 páginasRqps 002 - Ai - Tig+EletrodoWenderson Oliveira100% (1)
- EnfermagemDocumento37 páginasEnfermagemRomário Alencar Silva100% (1)
- Hilux 2.5 16V 2KD Ano 2009Documento4 páginasHilux 2.5 16V 2KD Ano 2009Carlos Barbosa100% (1)
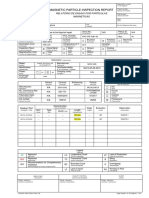
- Relatório END - Ensaios Não DestrutivosDocumento2 páginasRelatório END - Ensaios Não Destrutivosrobson100% (1)
- 2 - Parecer Descritivo - 1º Semestre - Maternal II - 2019Documento32 páginas2 - Parecer Descritivo - 1º Semestre - Maternal II - 2019Lindomar FelipeAinda não há avaliações
- Rqps 001-17 Smaw Inox 304Documento3 páginasRqps 001-17 Smaw Inox 304garbazzaAinda não há avaliações
- Fiat Punto 1.4 16V GasolinaDocumento4 páginasFiat Punto 1.4 16V Gasolinawesley candidoAinda não há avaliações
- UntitledDocumento294 páginasUntitledRafael GonçalvesAinda não há avaliações
- 3-RRS - 001-20 NimbaheraDocumento2 páginas3-RRS - 001-20 Nimbaheraalexsandro_dias_1Ainda não há avaliações
- Prova Teórica Específica de Ultra-SomDocumento12 páginasProva Teórica Específica de Ultra-SomEverton Arruda100% (1)
- Verificações ELU W310X21Documento5 páginasVerificações ELU W310X21h3rms9269Ainda não há avaliações
- Feitiçaria Moderna - Francis KingDocumento4 páginasFeitiçaria Moderna - Francis KingRac A BruxaAinda não há avaliações
- Book Tecnico Soldagem-CertificadoDocumento48 páginasBook Tecnico Soldagem-CertificadoClaudia Melo100% (2)
- Caterpillar 992Documento4 páginasCaterpillar 992Paulo Henrique de CarvalhoAinda não há avaliações
- Pontos Shu Dorsal e AssentimentoDocumento9 páginasPontos Shu Dorsal e AssentimentoRicardo ArantesAinda não há avaliações
- Yanmar btd-33Documento4 páginasYanmar btd-33wesley candidoAinda não há avaliações
- Yanmar 4TNE88.Documento4 páginasYanmar 4TNE88.wesley candidoAinda não há avaliações
- Dodge 2.7 v6 Cil 86Documento4 páginasDodge 2.7 v6 Cil 86wesley candido100% (1)
- 9852 2728 06b Operator's Instructions FlexiROC T35, T40Documento144 páginas9852 2728 06b Operator's Instructions FlexiROC T35, T40Marcelo Farias100% (1)
- Isuzu 4JJ1 16V 4C MaqDocumento4 páginasIsuzu 4JJ1 16V 4C Maqwesley candido100% (2)
- Journey 3.6Documento4 páginasJourney 3.6wesley candido100% (1)
- Prova 2 História e Geografia 1 EtapaDocumento4 páginasProva 2 História e Geografia 1 EtapaJosé Geraldo AbreuAinda não há avaliações
- Ilide - Info Kia d4cb 25 Sorento PRDocumento4 páginasIlide - Info Kia d4cb 25 Sorento PRHERNANDO VILLEGAS BLANCO100% (1)
- Smaw - EpsDocumento2 páginasSmaw - EpsMarllon SilvaAinda não há avaliações
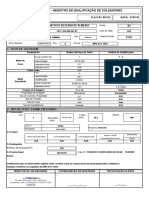
- CQS 001.24 GtawDocumento1 páginaCQS 001.24 GtawMichel MarcusAinda não há avaliações
- CQS S 008.22 S 011.22 Rev.0 SMAW AWS D1.1-1-2Documento2 páginasCQS S 008.22 S 011.22 Rev.0 SMAW AWS D1.1-1-2Michel MarcusAinda não há avaliações
- Aws Er S-21Documento2 páginasAws Er S-21Bruno MoraisAinda não há avaliações
- IEIS 004 - Isométrico 830-T2-101.05Documento3 páginasIEIS 004 - Isométrico 830-T2-101.05Claudio SouzaAinda não há avaliações
- Acfrogc3x6k1cz8rx Rurgu 1li-Lbknagu8de C Foy1yrcv 4uzbmpparteko1hqswmbn00apng4vp53krfr-Rdxxa3q6lpy1-Wfrv3 Popeh U1a97d9nltzkusykdoiydjm0xpd8mrznscmlDocumento1 páginaAcfrogc3x6k1cz8rx Rurgu 1li-Lbknagu8de C Foy1yrcv 4uzbmpparteko1hqswmbn00apng4vp53krfr-Rdxxa3q6lpy1-Wfrv3 Popeh U1a97d9nltzkusykdoiydjm0xpd8mrznscmlEnzo HenriqueAinda não há avaliações
- 8P8 M 1 SOLDAGEM DOS BOCAIS - EPS e RQPSDocumento4 páginas8P8 M 1 SOLDAGEM DOS BOCAIS - EPS e RQPSAlex SouzaAinda não há avaliações
- SB 002 000 001 Bucha Nilon - IdwDocumento1 páginaSB 002 000 001 Bucha Nilon - IdwLuiz felipe Pereira guerraAinda não há avaliações
- Doorgate - Motor - Teto - MPCDocumento24 páginasDoorgate - Motor - Teto - MPCPaulo PintoAinda não há avaliações
- CQS 802-22 Valtair Alkimin S-36 MIG e FCAWDocumento3 páginasCQS 802-22 Valtair Alkimin S-36 MIG e FCAWFernandes ServiceAinda não há avaliações
- CQS 785-22 Kellven Siqueira S-19 MIG e FCAWDocumento3 páginasCQS 785-22 Kellven Siqueira S-19 MIG e FCAWFernandes ServiceAinda não há avaliações
- Eps - RQPS-002 - Smaw - Aws D1.1 - 3GDocumento4 páginasEps - RQPS-002 - Smaw - Aws D1.1 - 3GMichel MarcusAinda não há avaliações
- Tampa SiloDocumento1 páginaTampa Siloproducao.indepAinda não há avaliações
- Yanmar g252 01cil. Gasol. - g252Documento4 páginasYanmar g252 01cil. Gasol. - g252wesley candidoAinda não há avaliações
- JETTADocumento1 páginaJETTAVirago VirabrequinsAinda não há avaliações
- Form - Seg-021 - Checklist - Montagem - Rev.02Documento2 páginasForm - Seg-021 - Checklist - Montagem - Rev.02Marcos AntônioAinda não há avaliações
- Silhueta Existente: Legenda de CoresDocumento68 páginasSilhueta Existente: Legenda de CoresalanAinda não há avaliações
- Tabela de TorquesDocumento3 páginasTabela de Torquesrodrigo-bmx1hotmail.comAinda não há avaliações
- Inove RQPS GeralDocumento8 páginasInove RQPS GeralRICARDOAinda não há avaliações
- Caterpillar 3412Documento4 páginasCaterpillar 3412Carlos BarbosaAinda não há avaliações
- 03 - SUPORTE NYLON 2.idwDocumento1 página03 - SUPORTE NYLON 2.idwMSC AIR COMERCIALAinda não há avaliações
- Aula 5Documento30 páginasAula 5Matheus PichiniAinda não há avaliações
- Sleeve Rev5 PDFDocumento3 páginasSleeve Rev5 PDFVini CoimbraAinda não há avaliações
- DNA Agrale M-90Documento4 páginasDNA Agrale M-90Marcos Vinicius BinottoAinda não há avaliações
- Rqps 002 Ai Tig EletrodoDocumento3 páginasRqps 002 Ai Tig EletrodoMarllon SilvaAinda não há avaliações
- Rolamento Precisao Contato AngularDocumento8 páginasRolamento Precisao Contato AngularWagner MenezesAinda não há avaliações
- Diagrama Eletrico Partida FuncionamentoDocumento1 páginaDiagrama Eletrico Partida FuncionamentoSeitec AssistenciaAinda não há avaliações
- Projeto Executivo RMT 34,5KV Projeto Eólico Lagoa Dos Ventos IiiDocumento3 páginasProjeto Executivo RMT 34,5KV Projeto Eólico Lagoa Dos Ventos IiiMarcelo PereiraAinda não há avaliações
- PT Ap Cabine R32Documento3 páginasPT Ap Cabine R32Fabíola BatistaAinda não há avaliações
- RL PM NP12Documento1 páginaRL PM NP12João Gabriel Lopes NOLASCOAinda não há avaliações
- PM GH (009) 1700 PDFDocumento1 páginaPM GH (009) 1700 PDFMARCIOAinda não há avaliações
- PT Ap Cabine R32Documento3 páginasPT Ap Cabine R32Fabíola BatistaAinda não há avaliações
- Procedimento de Soldagem Da Execultante Modelo 1Documento2 páginasProcedimento de Soldagem Da Execultante Modelo 1Ciro Borges FerreiraAinda não há avaliações
- AISC - Ligação Com TalasDocumento5 páginasAISC - Ligação Com TalasJose roberto ResendeAinda não há avaliações
- 024-23 - RQS - GARCEZ DE CARVALHO FILHO - ST-56 - FCAW - 30-01-23 - Rev0Documento11 páginas024-23 - RQS - GARCEZ DE CARVALHO FILHO - ST-56 - FCAW - 30-01-23 - Rev0RICARDOAinda não há avaliações
- Esquema Hidráulico-Pneumático Kit SupertruckDocumento1 páginaEsquema Hidráulico-Pneumático Kit SupertruckRODRIGO CRUZAinda não há avaliações
- Chapa BotoeiraDocumento1 páginaChapa Botoeiraproducao.indepAinda não há avaliações
- Ac 130420230001 - (Ete)Documento30 páginasAc 130420230001 - (Ete)diego moslavesAinda não há avaliações
- Graute 28 Dias - 21-07-2022 - R00Documento1 páginaGraute 28 Dias - 21-07-2022 - R00Rafaele Flávio VidalAinda não há avaliações
- GMC IsuzuDocumento4 páginasGMC IsuzuNatanAinda não há avaliações
- Rlrio0399 VS 130513.18Documento22 páginasRlrio0399 VS 130513.18Elói LimaAinda não há avaliações
- Desenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoNo EverandDesenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoAinda não há avaliações
- FORM 0021.r01 Relatorio de Visita TecnicaDocumento1 páginaFORM 0021.r01 Relatorio de Visita TecnicaGA BebidasAinda não há avaliações
- FORM_0203.r00_Etiquetas_de_Identificacao_de_Soldadores (1)Documento1 páginaFORM_0203.r00_Etiquetas_de_Identificacao_de_Soldadores (1)GA BebidasAinda não há avaliações
- FORM 0021.r01 Relatorio de Visita TecnicaDocumento1 páginaFORM 0021.r01 Relatorio de Visita TecnicaGA BebidasAinda não há avaliações
- FORM 0022.r01 Mobilizacao e Desmobilizacao de ContratosDocumento4 páginasFORM 0022.r01 Mobilizacao e Desmobilizacao de ContratosGA BebidasAinda não há avaliações
- FORM 0021.r01 Relatorio de Visita TecnicaDocumento1 páginaFORM 0021.r01 Relatorio de Visita TecnicaGA BebidasAinda não há avaliações
- FORM_0236.r00_FVS_Pintura_AcrilicaDocumento1 páginaFORM_0236.r00_FVS_Pintura_AcrilicaGA BebidasAinda não há avaliações
- CERTIFICADO DANVERDocumento1 páginaCERTIFICADO DANVERGA BebidasAinda não há avaliações
- FORM_003.510.Rev.00_Relatorio_de_Topografia_TR1510-KN07Documento1 páginaFORM_003.510.Rev.00_Relatorio_de_Topografia_TR1510-KN07GA BebidasAinda não há avaliações
- FORM 0022.r01 Mobilizacao e Desmobilizacao de ContratosDocumento4 páginasFORM 0022.r01 Mobilizacao e Desmobilizacao de ContratosGA BebidasAinda não há avaliações
- FORM 0021.r01 Relatorio de Visita TecnicaDocumento1 páginaFORM 0021.r01 Relatorio de Visita TecnicaGA BebidasAinda não há avaliações
- Microsoft Word - POP-008.r15 Plano de QSMSDocumento13 páginasMicrosoft Word - POP-008.r15 Plano de QSMSGA BebidasAinda não há avaliações
- REVISÕESDocumento25 páginasREVISÕESGA BebidasAinda não há avaliações
- Imc 035 Mem Pau - de - Carga R00Documento2 páginasImc 035 Mem Pau - de - Carga R00GA BebidasAinda não há avaliações
- OrnogramaDocumento1 páginaOrnogramaGA BebidasAinda não há avaliações
- Relatório de Teste Hidrostatico em BituriDocumento4 páginasRelatório de Teste Hidrostatico em BituriGA BebidasAinda não há avaliações
- Ilovepdf MergedDocumento2 páginasIlovepdf MergedGA BebidasAinda não há avaliações
- Samsung InternetDocumento1 páginaSamsung InternetGA BebidasAinda não há avaliações
- ITI-037.r00 Elaboracao de Data BookDocumento8 páginasITI-037.r00 Elaboracao de Data BookGA BebidasAinda não há avaliações
- Desenvolvimento e Implantação de Produtos DigitaisDocumento18 páginasDesenvolvimento e Implantação de Produtos DigitaisThiago Raulino Dal PontAinda não há avaliações
- Teste 6º AnoDocumento7 páginasTeste 6º AnoHelena RebeloAinda não há avaliações
- Dieta 1400kcalDocumento4 páginasDieta 1400kcalEdlaine AlmeidaAinda não há avaliações
- Aula Teórica - Frutas e Hortaliças - NovaDocumento56 páginasAula Teórica - Frutas e Hortaliças - NovaFernanda AvenaAinda não há avaliações
- Relações Trigonométricas No Triângulo Retângulo: 2 Série Aula 1 2 BimestreDocumento18 páginasRelações Trigonométricas No Triângulo Retângulo: 2 Série Aula 1 2 BimestreGabriel RodriguesAinda não há avaliações
- Palestra 22Documento68 páginasPalestra 22Ryan SantosAinda não há avaliações
- Gestão Estratégica de Compras e FornecedoresDocumento4 páginasGestão Estratégica de Compras e FornecedoresLucaspro gamerAinda não há avaliações
- O Relativismo Moral X A Verdade AbsolutaDocumento18 páginasO Relativismo Moral X A Verdade AbsolutaAline GarciaAinda não há avaliações
- TCC - Introdução Aos Padrões de TV Digital MaisDocumento7 páginasTCC - Introdução Aos Padrões de TV Digital MaisJacinto LopesAinda não há avaliações
- Mestrado-Engenharia Agronómica-Guerra Joaquim Mecuve Govanhica-Avaliação Do Potencial para A Produção de Tomate...Documento101 páginasMestrado-Engenharia Agronómica-Guerra Joaquim Mecuve Govanhica-Avaliação Do Potencial para A Produção de Tomate...lito fastudoAinda não há avaliações
- Apresentação CampanelliDocumento8 páginasApresentação CampanelliWildson DantasAinda não há avaliações
- IntertextualidadeDocumento26 páginasIntertextualidadeAmanda GuethiAinda não há avaliações
- Curso de Avaliação Imobiliário Certificado Pela CMC 10 EdiçãoDocumento16 páginasCurso de Avaliação Imobiliário Certificado Pela CMC 10 EdiçãoAlex De AlmeidaAinda não há avaliações
- Resumo Polo A PoloDocumento1 páginaResumo Polo A PoloPaulo Fellipe50% (2)
- 3 Aula - Desenvolvimento CidadeDocumento18 páginas3 Aula - Desenvolvimento CidadeGustavo Oliveira CamposAinda não há avaliações
- Hero MakerDocumento4 páginasHero MakerGarrethAinda não há avaliações
- Definição Da MemoriaDocumento6 páginasDefinição Da MemoriaMildezzy KingAinda não há avaliações
- Fepese 2008 Prefeitura de Florianopolis SC Medico Homeopata ProvaDocumento16 páginasFepese 2008 Prefeitura de Florianopolis SC Medico Homeopata ProvaJéssica AlessandraAinda não há avaliações
- Ciclo Do NitrogênioDocumento11 páginasCiclo Do NitrogênioMatheusAinda não há avaliações