Você também pode gostar
- Medindo O Valor De Pico Para Uma Medição De Gaussímetro Programado No PicNo EverandMedindo O Valor De Pico Para Uma Medição De Gaussímetro Programado No PicAinda não há avaliações
- CQS S 008.22 S 011.22 Rev.0 SMAW AWS D1.1-1-2Documento2 páginasCQS S 008.22 S 011.22 Rev.0 SMAW AWS D1.1-1-2Michel MarcusAinda não há avaliações
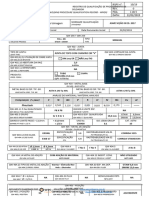
- Registro de Qualificação de Soldagem (RQPSDocumento3 páginasRegistro de Qualificação de Soldagem (RQPSgarbazzaAinda não há avaliações
- CQS 802-22 Valtair Alkimin S-36 MIG e FCAWDocumento3 páginasCQS 802-22 Valtair Alkimin S-36 MIG e FCAWFernandes ServiceAinda não há avaliações
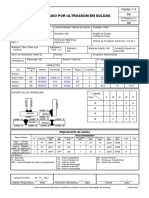
- Ultrassom faseado inspeção de tubulaçãoDocumento1 páginaUltrassom faseado inspeção de tubulaçãoReginaldo Ferreira da SilvaAinda não há avaliações
- Especificação Do Procedimento de Soldagem: Eps #Folha DataDocumento2 páginasEspecificação Do Procedimento de Soldagem: Eps #Folha DataTiago Reis100% (1)
- CQS 001.24 GTAWDocumento1 páginaCQS 001.24 GTAWMichel MarcusAinda não há avaliações
- Documentação técnica de soldagemDocumento48 páginasDocumentação técnica de soldagemClaudia Melo100% (2)
- Certificado Soldador Automação EstudosDocumento1 páginaCertificado Soldador Automação EstudosDiogenes AmaralAinda não há avaliações
- Relatorio 4 PDFDocumento1 páginaRelatorio 4 PDFReginaldo Ferreira da SilvaAinda não há avaliações
- Ieis 02Documento2 páginasIeis 02CesarCoutoAinda não há avaliações
- EPS_RQPS-002 - SMAW - AWS D1.1 - 3GDocumento4 páginasEPS_RQPS-002 - SMAW - AWS D1.1 - 3GMichel MarcusAinda não há avaliações
- Teste malha tubulaçãoDocumento16 páginasTeste malha tubulaçãoMELHORIAS STAHLAinda não há avaliações
- CQS 785-22 Kellven Siqueira S-19 MIG e FCAWDocumento3 páginasCQS 785-22 Kellven Siqueira S-19 MIG e FCAWFernandes ServiceAinda não há avaliações
- case2: ESTRUTURA PROVISÓRIADocumento3 páginascase2: ESTRUTURA PROVISÓRIAWagner Monfradini100% (1)
- 001-AMF-BPB MVE-2023 Relatório de US - Teste de SoldadorDocumento1 página001-AMF-BPB MVE-2023 Relatório de US - Teste de Soldadoralexsandro_dias_1Ainda não há avaliações
- 03 - SUPORTE NYLON 2.idwDocumento1 página03 - SUPORTE NYLON 2.idwMSC AIR COMERCIALAinda não há avaliações
- Relatório de Análises/Ensaios: (Report Analysis/Tests)Documento2 páginasRelatório de Análises/Ensaios: (Report Analysis/Tests)adrianosoAinda não há avaliações
- Welding Acomplish Report RevisadoDocumento2 páginasWelding Acomplish Report RevisadoRICARDOAinda não há avaliações
- Certificado de Qualificação de Soldador Jailson Bezerra LinsDocumento1 páginaCertificado de Qualificação de Soldador Jailson Bezerra LinscristianoAinda não há avaliações
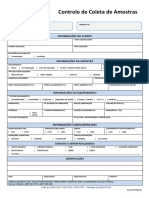
- Controle de coleta de amostras de óleo de equipamentos elétricosDocumento1 páginaControle de coleta de amostras de óleo de equipamentos elétricosEric MaldonadoAinda não há avaliações
- Registro de acompanhamento de soldagem de tuboDocumento1 páginaRegistro de acompanhamento de soldagem de tuboMauro CostaAinda não há avaliações
- Relatório de Ensaio Visual de SoldaDocumento2 páginasRelatório de Ensaio Visual de SoldaThais LojoAinda não há avaliações
- Certificado Qualificação Soldador TIG SMAWDocumento2 páginasCertificado Qualificação Soldador TIG SMAWjoao guilhermeAinda não há avaliações
- Certificado Qualificação SoldadoresDocumento2 páginasCertificado Qualificação Soldadoresjoao guilhermeAinda não há avaliações
- Boletim de Ensaio de Arrancamento de Tirante / Grampo: Tipo: NívelDocumento1 páginaBoletim de Ensaio de Arrancamento de Tirante / Grampo: Tipo: NívelBruno RosaAinda não há avaliações
- Ensaio de resistência de adesão de revestimento de argamassaDocumento1 páginaEnsaio de resistência de adesão de revestimento de argamassaanselmopoAinda não há avaliações
- RT-18297-017 - DesaeradorDocumento2 páginasRT-18297-017 - DesaeradorIvan NobregaAinda não há avaliações
- Relatório de Inspeção de Recebimento de Tinta E SolventesDocumento1 páginaRelatório de Inspeção de Recebimento de Tinta E SolventesJoão Vitor Gonçalves DrumondAinda não há avaliações
- Instrução operacional de solda a pontoDocumento3 páginasInstrução operacional de solda a pontoRaylson Costa SilvaAinda não há avaliações
- 5050 Us 00027 PreDocumento8 páginas5050 Us 00027 PreJaime CoutinhoAinda não há avaliações
- Fo-Cor-Sst-Ger-036 - Rev00 - Check List de Retífica ManualDocumento8 páginasFo-Cor-Sst-Ger-036 - Rev00 - Check List de Retífica Manualiago meirelesAinda não há avaliações
- EI-AUT-001 - Rev00 - Inspeção Ultrassom Phased ArrayDocumento17 páginasEI-AUT-001 - Rev00 - Inspeção Ultrassom Phased ArrayPaula BowieAinda não há avaliações
- Aquecedor Horizontal 2 Ensaio Por Ultrassom em SoldasDocumento2 páginasAquecedor Horizontal 2 Ensaio Por Ultrassom em SoldasCERVEJARIA PAIOLAinda não há avaliações
- Cat 3056 ImportadaDocumento4 páginasCat 3056 Importadawesley candidoAinda não há avaliações
- 03 - SUPORTE APOIO - IdwDocumento1 página03 - SUPORTE APOIO - IdwMSC AIR COMERCIALAinda não há avaliações
- Eps - Ac190722Documento2 páginasEps - Ac190722Alejandra Rueda MendozaAinda não há avaliações
- 0155-Rv-1-Evs-Spool Filtragem Rejeito-Rdo 05437-RV1Documento3 páginas0155-Rv-1-Evs-Spool Filtragem Rejeito-Rdo 05437-RV1Michael Gomes GomesAinda não há avaliações
- Certificado Concreto 01-08-06 - Passarela 01Documento1 páginaCertificado Concreto 01-08-06 - Passarela 01Danyel SopréAinda não há avaliações
- WPS - Arthur FerreiraDocumento2 páginasWPS - Arthur FerreiraArthur SilvaAinda não há avaliações
- Placa de identificação para vaso separador VS-01000-11VDocumento1 páginaPlaca de identificação para vaso separador VS-01000-11VFlavio MENEZESAinda não há avaliações
- RASGERALDocumento13 páginasRASGERALRICARDOAinda não há avaliações
- Relatório de paralelismo de flangesDocumento1 páginaRelatório de paralelismo de flangesGabrieli BalãoAinda não há avaliações
- REL. DE REGISTRO DE SOLDAGEM - EPS - 059 - SEDE - FCAW - 25 MMDocumento4 páginasREL. DE REGISTRO DE SOLDAGEM - EPS - 059 - SEDE - FCAW - 25 MMcristianoAinda não há avaliações
- Cópia de Instrução de Execução e Inspeção de SoldagemDocumento2 páginasCópia de Instrução de Execução e Inspeção de SoldagemDarci Santiago SantosAinda não há avaliações
- 4936-IM-AP-00-10007 - R00 Folha de DadosDocumento5 páginas4936-IM-AP-00-10007 - R00 Folha de DadosmauroandreAinda não há avaliações
- Registro de acompanhamento da qualificação de soldadorDocumento1 páginaRegistro de acompanhamento da qualificação de soldadoralexsandro_dias_1Ainda não há avaliações
- It-85 002 00-24Documento3 páginasIt-85 002 00-24Raylson Costa SilvaAinda não há avaliações
- Ieis 01Documento1 páginaIeis 01CesarCoutoAinda não há avaliações
- Raqs 092 23Documento1 páginaRaqs 092 23RICARDOAinda não há avaliações
- Ficha de InspeçãoDocumento2 páginasFicha de InspeçãoGuilherme PaulinoAinda não há avaliações
- Rqps 002 - Ai - Tig+EletrodoDocumento2 páginasRqps 002 - Ai - Tig+EletrodoWenderson Oliveira100% (1)
- TIFOR 3200 KGFDocumento5 páginasTIFOR 3200 KGFlocafaz comercialAinda não há avaliações
- 4936-IM-AP-00-10008 - R00 Folha de DadosDocumento5 páginas4936-IM-AP-00-10008 - R00 Folha de DadosmauroandreAinda não há avaliações
- Relatório de torqueamento de parafusosDocumento1 páginaRelatório de torqueamento de parafusosAbraham Silva100% (2)
- RelatorioU060-52083-2104Documento1 páginaRelatorioU060-52083-2104rafaelAinda não há avaliações
- Iveco 8045.25Documento4 páginasIveco 8045.25wesley candido100% (2)
- Multi-Tabela de Dimensionamento de Eletrodutos (Diversos Cabos e Eletrodutos - NORMAL) - Versão 1.7Documento1 páginaMulti-Tabela de Dimensionamento de Eletrodutos (Diversos Cabos e Eletrodutos - NORMAL) - Versão 1.7luceliacruz2210Ainda não há avaliações
- RL PM NP12Documento1 páginaRL PM NP12João Gabriel Lopes NOLASCOAinda não há avaliações
- Otimizado para do documento técnico sobre distribuidor de líquidoDocumento35 páginasOtimizado para do documento técnico sobre distribuidor de líquidoAlexAinda não há avaliações
- Maranata - 005doc - TX - 16 Eps 003-16 Rqs 018-16 MODELO ASME IXDocumento23 páginasMaranata - 005doc - TX - 16 Eps 003-16 Rqs 018-16 MODELO ASME IXClaudio SouzaAinda não há avaliações
- Elaboração de IeisDocumento3 páginasElaboração de IeisClaudio SouzaAinda não há avaliações
- RQS Afc 03 Fcaw 3GDocumento1 páginaRQS Afc 03 Fcaw 3GClaudio SouzaAinda não há avaliações
- RQPS 038 - 17Documento6 páginasRQPS 038 - 17Claudio SouzaAinda não há avaliações
- RQPS 10 - 19 Inox GTAW + SMAWDocumento5 páginasRQPS 10 - 19 Inox GTAW + SMAWClaudio SouzaAinda não há avaliações
- 296 Tig 6GDocumento2 páginas296 Tig 6GClaudio SouzaAinda não há avaliações
- 292 Gmaw 6GDocumento2 páginas292 Gmaw 6GClaudio SouzaAinda não há avaliações
- Guia Da Corrida de Rua Do Iniciante Ao AvançadoDocumento12 páginasGuia Da Corrida de Rua Do Iniciante Ao AvançadoClaudio SouzaAinda não há avaliações
- AWS D1.1 - D1.1M - Português - Arquivo para ImpressãoDocumento556 páginasAWS D1.1 - D1.1M - Português - Arquivo para ImpressãoClaudio Souza50% (2)
- Ficha Tecnica StonicDocumento1 páginaFicha Tecnica StonicClaudio SouzaAinda não há avaliações
- CPS de TraçãoDocumento3 páginasCPS de TraçãoClaudio SouzaAinda não há avaliações
- Manual Do Usuario PDFDocumento36 páginasManual Do Usuario PDFClaudio SouzaAinda não há avaliações
- VP30Documento1 páginaVP30Carlos Alberto Filho0% (1)
- POB034REV10Documento21 páginasPOB034REV10Claudio SouzaAinda não há avaliações
- Ácidos nucleicosDocumento2 páginasÁcidos nucleicosDaniele Castro AguiarAinda não há avaliações
- Tabela de Preços 2011Documento27 páginasTabela de Preços 2011Tiago SantosAinda não há avaliações
- Cromatografia em Química Analítica - Instrumentação básica CLAEDocumento60 páginasCromatografia em Química Analítica - Instrumentação básica CLAEJosé Augusto Dos SantosAinda não há avaliações
- Ae FichaFormativa 4ADocumento8 páginasAe FichaFormativa 4A29645 Maria Pilar Bugio Afoito100% (1)
- Lista 04 - ComplexacaoDocumento3 páginasLista 04 - ComplexacaoVitorNoviicAinda não há avaliações
- FISPQ Aerosol Detector de Fumaça Solo A10Documento1 páginaFISPQ Aerosol Detector de Fumaça Solo A10Clayton MarquesAinda não há avaliações
- Equilíbrio Líquido VaporDocumento30 páginasEquilíbrio Líquido VaporDiogo DuarteAinda não há avaliações
- Reoflux Hs BDocumento9 páginasReoflux Hs BDéboraAinda não há avaliações
- Ilovepdf MergedDocumento725 páginasIlovepdf MergedWallace RodriguesAinda não há avaliações
- Extração DNA kiwiDocumento4 páginasExtração DNA kiwibeatriz mouraAinda não há avaliações
- Velocidade de Reações QuímicasDocumento1 páginaVelocidade de Reações QuímicasInes FerreiraAinda não há avaliações
- Exercicios 1Documento180 páginasExercicios 1Silva JoãoAinda não há avaliações
- Regras de segurança para equipamentos em ambientes explosivosDocumento12 páginasRegras de segurança para equipamentos em ambientes explosivosNunoAinda não há avaliações
- Apostila de Físico-Química ExperimentalDocumento70 páginasApostila de Físico-Química ExperimentalPocatssAinda não há avaliações
- Aula 4 - Excipientes FarmacêuticosDocumento9 páginasAula 4 - Excipientes FarmacêuticosTATIANA DUARTE PEREIRAAinda não há avaliações
- Aei Guia Ilustrado Impermeabilização 2021Documento102 páginasAei Guia Ilustrado Impermeabilização 2021Beatriz MenezesAinda não há avaliações
- Bqi 100 - Aula 08 - Catabolismo de CarboidratosDocumento33 páginasBqi 100 - Aula 08 - Catabolismo de CarboidratosAlícia TerbutinoAinda não há avaliações
- Sumaterm 400Documento2 páginasSumaterm 400antonio carlosAinda não há avaliações
- Determinação do Grau de Esterificação da PectinaDocumento6 páginasDeterminação do Grau de Esterificação da PectinaLohayne SzeremetaAinda não há avaliações
- Polímeros e plásticos: origem e usoDocumento29 páginasPolímeros e plásticos: origem e usoSilvia ChgAinda não há avaliações
- Detergente Desengraxante DcasaDocumento12 páginasDetergente Desengraxante Dcasapoliana.motaAinda não há avaliações
- Comportamento Dos Herbicidas No Solo LivroDocumento42 páginasComportamento Dos Herbicidas No Solo Livroelizeub2078Ainda não há avaliações
- RoteiroDocumento3 páginasRoteiroThalita KattulyAinda não há avaliações
- Biologia - 10ºDocumento7 páginasBiologia - 10ºDuarte Ayres PereiraAinda não há avaliações
- NBR NM11 2Documento30 páginasNBR NM11 2Engenheiro Eliton LeonardoAinda não há avaliações
- 9 Questões Nox, Oxidação e Redução - Parte 2Documento4 páginas9 Questões Nox, Oxidação e Redução - Parte 2SirlianeAinda não há avaliações
- Transformação - Polímeros de Engenharia - Polioximetileno (POM)Documento5 páginasTransformação - Polímeros de Engenharia - Polioximetileno (POM)Carla Lidi StajnAinda não há avaliações
- Avaliação 2o bimestre EEE001-P011Documento6 páginasAvaliação 2o bimestre EEE001-P011Ricardo Pasquati PontarolliAinda não há avaliações
- Os fios da extensão de cílios: PBT, qualidade e reaçõesDocumento1 páginaOs fios da extensão de cílios: PBT, qualidade e reaçõesCarol CaramelloAinda não há avaliações
- Fispq Lub Auto Agri Grans Tac 4 Rev01Documento11 páginasFispq Lub Auto Agri Grans Tac 4 Rev01Felipe PimentaAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Instalações elétricas e o projeto de arquiteturaNo EverandInstalações elétricas e o projeto de arquiteturaAinda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Exclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoNo EverandExclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoAinda não há avaliações
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- O Que Todo Atirador Precisa Saber Sobre BalísticaNo EverandO Que Todo Atirador Precisa Saber Sobre BalísticaNota: 5 de 5 estrelas5/5 (1)
- Estratégias E Macetes Matemáticos Para ConcurseirosNo EverandEstratégias E Macetes Matemáticos Para ConcurseirosAinda não há avaliações
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Educação ambiental: A formação do sujeito ecológicoNo EverandEducação ambiental: A formação do sujeito ecológicoAinda não há avaliações
- Neurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNo EverandNeurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNota: 4.5 de 5 estrelas4.5/5 (15)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)