Você também pode gostar
- Ensaio Líquido PenetranteDocumento12 páginasEnsaio Líquido PenetrantekleissonAinda não há avaliações
- Especificação de soldagem X80 para diâmetros de 20Documento1 páginaEspecificação de soldagem X80 para diâmetros de 20Heygleson Henrique de MirandaAinda não há avaliações
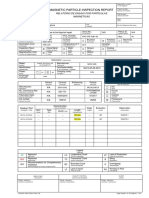
- Ensaio de partículas magnéticas para relatório de inspeçãoDocumento1 páginaEnsaio de partículas magnéticas para relatório de inspeçãoWesley Marcos de PaulaAinda não há avaliações
- NDT Líquido Penetrante Relatório de InspeçãoDocumento1 páginaNDT Líquido Penetrante Relatório de Inspeçãoseller mecânicaAinda não há avaliações
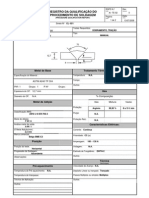
- Registro de Qualificação de Soldagem (RQPSDocumento3 páginasRegistro de Qualificação de Soldagem (RQPSgarbazzaAinda não há avaliações
- Procedimento de Reparo JuntaDocumento1 páginaProcedimento de Reparo JuntaThais SchwinderAinda não há avaliações
- CQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019Documento1 páginaCQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019TEIMOSOGAMERAinda não há avaliações
- Certificado Qualificação Soldador TIG SMAWDocumento2 páginasCertificado Qualificação Soldador TIG SMAWjoao guilhermeAinda não há avaliações
- Rqps 002 - Ai - Tig+EletrodoDocumento2 páginasRqps 002 - Ai - Tig+EletrodoWenderson Oliveira100% (1)
- Registro de acompanhamento de soldagem de tuboDocumento1 páginaRegistro de acompanhamento de soldagem de tuboMauro CostaAinda não há avaliações
- A2-Documentos Técnicos PDFDocumento8 páginasA2-Documentos Técnicos PDFRodrigo Pereira Da SilvaAinda não há avaliações
- CQS Mateus (Gtaw - Tig) - 09-04-2020Documento1 páginaCQS Mateus (Gtaw - Tig) - 09-04-2020TEIMOSOGAMER100% (1)
- Relatório LPDocumento4 páginasRelatório LPRodrigo SousaAinda não há avaliações
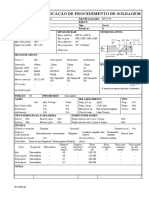
- Especificação de Procedimento de SoldagemDocumento2 páginasEspecificação de Procedimento de SoldagemMarcelo AlanAinda não há avaliações
- 3-RRS - 001-20 NimbaheraDocumento2 páginas3-RRS - 001-20 Nimbaheraalexsandro_dias_1Ainda não há avaliações
- Certificado de Qualificação de SoldadorDocumento1 páginaCertificado de Qualificação de SoldadorAnderson SantosAinda não há avaliações
- Turbinas a Vapor Inspecao CarcacaDocumento24 páginasTurbinas a Vapor Inspecao CarcacaSaulo MontenegroAinda não há avaliações
- Visual e Dimensional de SoldaDocumento1 páginaVisual e Dimensional de SoldaAlexandre Magro de Araujo100% (1)
- Inspecao de soldagem nivel 2 consumiveisDocumento68 páginasInspecao de soldagem nivel 2 consumiveislife of bobAinda não há avaliações
- Relatório de EVS - EstruturaDocumento1 páginaRelatório de EVS - EstruturamarciovanessaAinda não há avaliações
- RPQS OriginalDocumento2 páginasRPQS OriginalLypeSantos100% (1)
- IT-08-046Rev.01 - Execução de SoldagemDocumento6 páginasIT-08-046Rev.01 - Execução de SoldagemRodrigo SousaAinda não há avaliações
- 12-Procedimento Visual Dimensional SoldaDocumento8 páginas12-Procedimento Visual Dimensional SoldawagnerAinda não há avaliações
- CQS 2Documento1 páginaCQS 2Diogenes AmaralAinda não há avaliações
- Relatório de Inspeção por Partículas Magnéticas com FotosDocumento2 páginasRelatório de Inspeção por Partículas Magnéticas com Fotosrobson100% (1)
- Procedimento de ensaio visual de soldaDocumento35 páginasProcedimento de ensaio visual de soldaVictor Fonseca100% (1)
- Relatório de Inspeção de Capilaridade Do Difusor - PREENCHIDODocumento1 páginaRelatório de Inspeção de Capilaridade Do Difusor - PREENCHIDOMauroDosSantosCosta100% (1)
- 1.05.0 Relatório DimensionalDocumento1 página1.05.0 Relatório DimensionalSidnei Rodrigues100% (1)
- Eps GmawDocumento2 páginasEps GmawrockfeellerAinda não há avaliações
- Ensaio líquido penetrante de camisa transportadoraDocumento1 páginaEnsaio líquido penetrante de camisa transportadoraPaula Santiago100% (1)
- Relatório de Exame de Patícula MagnéticaDocumento1 páginaRelatório de Exame de Patícula MagnéticaMotta H DavidAinda não há avaliações
- Modelo EpsDocumento10 páginasModelo EpsCelso BritoAinda não há avaliações
- Fabricação e montagem de estruturas oceânicas fixasDocumento58 páginasFabricação e montagem de estruturas oceânicas fixasMárcio FerreiraAinda não há avaliações
- Procedimento de SoldagemDocumento4 páginasProcedimento de SoldagemMarco PiresAinda não há avaliações
- Relatório de Inspeção Por LP, PM, USDocumento19 páginasRelatório de Inspeção Por LP, PM, USAlex SouzaAinda não há avaliações
- Registro de Qualificação de Soldador TIG + EletrodoDocumento1 páginaRegistro de Qualificação de Soldador TIG + EletrodoJulio CastilhosAinda não há avaliações
- Francisco Felicio SMAWDocumento2 páginasFrancisco Felicio SMAWFernando MiguelAinda não há avaliações
- Relatorio de Ensaio Liquido PenetranteDocumento11 páginasRelatorio de Ensaio Liquido PenetranteMatheus Morais MachadoAinda não há avaliações
- Relatorio Liquido PenetranteDocumento6 páginasRelatorio Liquido PenetranteCaio CezarAinda não há avaliações
- Elaboração de RQPS - EPSDocumento26 páginasElaboração de RQPS - EPSCesar Augusto100% (1)
- RQ 028 - Modelo Relatório de Ensaio Visual de Solda - Rev.0Documento2 páginasRQ 028 - Modelo Relatório de Ensaio Visual de Solda - Rev.0alexsandro_dias_1100% (2)
- Ficha de Inspeção de Equipamento - Ascensor de PunhoDocumento1 páginaFicha de Inspeção de Equipamento - Ascensor de PunhoNarrima CarneiroAinda não há avaliações
- Ensaio visual e dimensional de soldasDocumento17 páginasEnsaio visual e dimensional de soldasSidnei Rodrigues100% (1)
- Abnt NBR NM 334 2012Documento1 páginaAbnt NBR NM 334 2012Paulo0% (1)
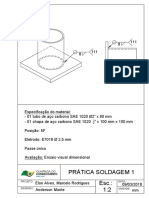
- Qualificação de SoldadorDocumento10 páginasQualificação de SoldadorAnderson MatiasAinda não há avaliações
- Check List - Afiador de CorrenteDocumento1 páginaCheck List - Afiador de Correntejorge gamboaAinda não há avaliações
- Qualificação de procedimentos de soldagem e casosDocumento69 páginasQualificação de procedimentos de soldagem e casosDanillo SoutoAinda não há avaliações
- Procedimento Do Ensaio Visual e Dimensional de SoldagemDocumento20 páginasProcedimento Do Ensaio Visual e Dimensional de SoldagemDaniel DeusdeteAinda não há avaliações
- Critério de Aceitação de Soldas Conforme o Código AWS D1.1Documento1 páginaCritério de Aceitação de Soldas Conforme o Código AWS D1.1neto-portoAinda não há avaliações
- EPS, RQP, RQS, IEIS: documentos para soldagemDocumento9 páginasEPS, RQP, RQS, IEIS: documentos para soldagemVitor Olivetti100% (1)
- Francisco Adriano GTAWDocumento2 páginasFrancisco Adriano GTAWFernando MiguelAinda não há avaliações
- Recebimento de consumíveis de soldagem para minerodutoDocumento12 páginasRecebimento de consumíveis de soldagem para minerodutoEdvanAinda não há avaliações
- EG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12Documento76 páginasEG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12MauroDosSantosCosta0% (1)
- Especificação de Procedimento de Soldagem - SENAIDocumento1 páginaEspecificação de Procedimento de Soldagem - SENAIBreno PimentaAinda não há avaliações
- VLS-LP-002 - Liquido PenetranteDocumento30 páginasVLS-LP-002 - Liquido PenetranteIvan Nobrega100% (3)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Ieis 02Documento2 páginasIeis 02CesarCoutoAinda não há avaliações
- Ieis 03Documento2 páginasIeis 03CesarCoutoAinda não há avaliações
- RASGERALDocumento13 páginasRASGERALRICARDOAinda não há avaliações
- Soldagem 3Documento1 páginaSoldagem 3Tiago ReisAinda não há avaliações
- Prova 01 - Módulo de SoldagemDocumento2 páginasProva 01 - Módulo de SoldagemTiago ReisAinda não há avaliações
- Soldagem 3Documento1 páginaSoldagem 3Tiago ReisAinda não há avaliações
- Soldagem MAG em Aço CarbonoDocumento2 páginasSoldagem MAG em Aço CarbonoTiago ReisAinda não há avaliações
- Soldagem 1Documento1 páginaSoldagem 1Tiago ReisAinda não há avaliações
- Soldagem TIG em Aço Carbono - ChapariaDocumento2 páginasSoldagem TIG em Aço Carbono - ChapariaTiago ReisAinda não há avaliações
- Nossa Fé - Liderança Bíblica - Currículo Cultura CristãDocumento50 páginasNossa Fé - Liderança Bíblica - Currículo Cultura CristãRafael Zanoto BoeiraAinda não há avaliações
- As Sete Esposas de Barba-Azul e Outros Contos Fabulosos (Anatole France (France, Anatole) )Documento169 páginasAs Sete Esposas de Barba-Azul e Outros Contos Fabulosos (Anatole France (France, Anatole) )Hadryan SilvaAinda não há avaliações
- Fundamentos Da Matéria Organica Do SoloDocumento3 páginasFundamentos Da Matéria Organica Do SoloAlberto Do Nascimento Silva50% (4)
- Formula para Criar e Monetizar SitesDocumento22 páginasFormula para Criar e Monetizar SitesCarlos Júnior UchôaAinda não há avaliações
- Dia Do Disco de VinilDocumento1 páginaDia Do Disco de Vinilmonica meloAinda não há avaliações
- 4 Slides Problema 04 Abordagem Contingencial Usado em T1Documento26 páginas4 Slides Problema 04 Abordagem Contingencial Usado em T1Soledad AlexandraAinda não há avaliações
- Infantil V A Semana 17Documento7 páginasInfantil V A Semana 17Cristielen SilvaAinda não há avaliações
- Cap11 Lista Economia de EmpresasDocumento2 páginasCap11 Lista Economia de EmpresasJosé Jair Campos ReisAinda não há avaliações
- Frases H/P sobre riscos à saúde e segurançaDocumento8 páginasFrases H/P sobre riscos à saúde e segurançaCátiaCardosoAinda não há avaliações
- MicrobiologiaDocumento4 páginasMicrobiologiaanderson.lima.1006Ainda não há avaliações
- Interdisciplinaridade entre Biologia, História e GeografiaDocumento9 páginasInterdisciplinaridade entre Biologia, História e Geografiakatiana alencarAinda não há avaliações
- Atividade - Docxeletrolie ClaraDocumento6 páginasAtividade - Docxeletrolie ClaraElany PereiraAinda não há avaliações
- Dicionário Etimológico da Mitologia Grega OnlineDocumento321 páginasDicionário Etimológico da Mitologia Grega OnlinevictorAinda não há avaliações
- Processamento Do PepperoniDocumento8 páginasProcessamento Do Pepperonihilton dos amores comeAinda não há avaliações
- Bullying e cultura popDocumento70 páginasBullying e cultura popEdvaldo SoaresAinda não há avaliações
- O que é o Ministério PúblicoDocumento5 páginasO que é o Ministério PúblicoG.H.Ainda não há avaliações
- Programa Analítico Pré-EscolarDocumento2 páginasPrograma Analítico Pré-EscolarScribdTranslationsAinda não há avaliações
- II Ativ, Saúde e Tecnol, DronesDocumento5 páginasII Ativ, Saúde e Tecnol, DronesMárcio Henrique Da Conceição SousaAinda não há avaliações
- Prova Diagnóstica 6o Ano MatemáticaDocumento3 páginasProva Diagnóstica 6o Ano MatemáticaflaviaAinda não há avaliações
- A ilha das garçasDocumento128 páginasA ilha das garçasYoga MandalaAinda não há avaliações
- Senso ComumDocumento37 páginasSenso Comumroseane17Ainda não há avaliações
- Como Criar Um Pendrive de Boot Do Windows 8, 7 e Vista - ExplorandoDocumento8 páginasComo Criar Um Pendrive de Boot Do Windows 8, 7 e Vista - ExplorandoJose Leandro Oliveira CostaAinda não há avaliações
- Relatorio - AL - 1.1 FinalDocumento18 páginasRelatorio - AL - 1.1 FinalJoao PiresAinda não há avaliações
- Compêndio de NormasDocumento374 páginasCompêndio de NormasPolicia Civil Do AmazonasAinda não há avaliações
- Engenharia - Avaliação de Imóveis e Outros BensDocumento27 páginasEngenharia - Avaliação de Imóveis e Outros BensnaimeAinda não há avaliações
- Semana Da Arte Moderna- TropicalismoDocumento44 páginasSemana Da Arte Moderna- TropicalismospetanierisAinda não há avaliações
- Ficha Atividades Português 12ºanoDocumento5 páginasFicha Atividades Português 12ºanoAna QuartinAinda não há avaliações
- Estrutura e organelas da célula vegetalDocumento9 páginasEstrutura e organelas da célula vegetalCrisSumaqueiroAinda não há avaliações
- Ficha 1Documento2 páginasFicha 1gonçaloAinda não há avaliações
- Curso básico de MS Project 2000Documento55 páginasCurso básico de MS Project 2000Daniel R. SprogisAinda não há avaliações