Você também pode gostar
- Especificação de Procedimento de SoldagemDocumento2 páginasEspecificação de Procedimento de SoldagemMarcelo AlanAinda não há avaliações
- Francisco Felicio SMAWDocumento2 páginasFrancisco Felicio SMAWFernando MiguelAinda não há avaliações
- Certificado de Qualificação de SoldadorDocumento1 páginaCertificado de Qualificação de SoldadorAnderson SantosAinda não há avaliações
- Aws Er S-21Documento2 páginasAws Er S-21Bruno MoraisAinda não há avaliações
- Procedimento de soldagem SMAW junta topoDocumento2 páginasProcedimento de soldagem SMAW junta topoLincoln GustavoAinda não há avaliações
- Relacao de Soldadores Qualificados ASMEDocumento1 páginaRelacao de Soldadores Qualificados ASMEEderAinda não há avaliações
- Ensaio de dobramento avalia ductilidadeDocumento37 páginasEnsaio de dobramento avalia ductilidadeAlissow BispoAinda não há avaliações
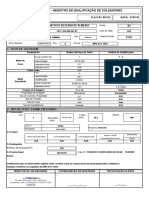
- Registro de Qualificação de SoldagemDocumento3 páginasRegistro de Qualificação de SoldagemSid NeiAinda não há avaliações
- RPQS OriginalDocumento2 páginasRPQS OriginalLypeSantos100% (1)
- CQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019Documento1 páginaCQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019TEIMOSOGAMERAinda não há avaliações
- Técnicas de instalação, operação e manutenção de pontes rolantes e guindastesDocumento129 páginasTécnicas de instalação, operação e manutenção de pontes rolantes e guindastesassaokaAinda não há avaliações
- Relatório de Exame de Patícula MagnéticaDocumento1 páginaRelatório de Exame de Patícula MagnéticaMotta H DavidAinda não há avaliações
- 3-RRS - 001-20 NimbaheraDocumento2 páginas3-RRS - 001-20 Nimbaheraalexsandro_dias_1Ainda não há avaliações
- Catálogo TécnicoDocumento5 páginasCatálogo TécnicoAntonio Carlos BassoAinda não há avaliações
- Contrato instalação sistema AVCB alojamentoDocumento1 páginaContrato instalação sistema AVCB alojamentoAnderson de SilvaAinda não há avaliações
- 012 - Montagem Dos Tanques VerticaisDocumento36 páginas012 - Montagem Dos Tanques VerticaisFábio Corrêa Inspetor100% (1)
- Reforma de tambores de moagemDocumento16 páginasReforma de tambores de moagemSidnei RodriguesAinda não há avaliações
- Relação de Qualificação de Soldadores e Operadores de SoldagemDocumento23 páginasRelação de Qualificação de Soldadores e Operadores de SoldagemCarlos JuniorAinda não há avaliações
- Procedimento de Reparo JuntaDocumento1 páginaProcedimento de Reparo JuntaThais SchwinderAinda não há avaliações
- Lista de Verificação de Cabo de AçoDocumento1 páginaLista de Verificação de Cabo de Açolucas171adrianoAinda não há avaliações
- NBR 14918 2002 Chumbadores Mecanicos Pos Instalados em Concreto Avaliacao Do Desempenho PDFDocumento33 páginasNBR 14918 2002 Chumbadores Mecanicos Pos Instalados em Concreto Avaliacao Do Desempenho PDFRaquel Torres100% (1)
- case2: ESTRUTURA PROVISÓRIADocumento3 páginascase2: ESTRUTURA PROVISÓRIAWagner Monfradini100% (1)
- Teste para Caldeireiro 1Documento9 páginasTeste para Caldeireiro 1Reginaldo DiasAinda não há avaliações
- Relatório de EVS - EstruturaDocumento1 páginaRelatório de EVS - EstruturamarciovanessaAinda não há avaliações
- Fabricação e montagem de estruturas oceânicas fixasDocumento58 páginasFabricação e montagem de estruturas oceânicas fixasMárcio FerreiraAinda não há avaliações
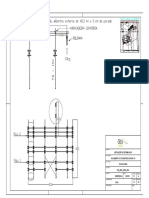
- Plano Esquematico de Instalação de Linha de VidaDocumento1 páginaPlano Esquematico de Instalação de Linha de VidaELVIS ALEXANDRO DA COSTAAinda não há avaliações
- 2866550750Documento228 páginas2866550750NathanLaertePiaiAinda não há avaliações
- Inspecao de soldagem nivel 2 consumiveisDocumento68 páginasInspecao de soldagem nivel 2 consumiveislife of bobAinda não há avaliações
- Peças de montagem entre flanges padronizadasDocumento20 páginasPeças de montagem entre flanges padronizadasOlavo Oliveira Jr.100% (1)
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocumento7 páginasNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comAinda não há avaliações
- Plano de ManuntençãoDocumento10 páginasPlano de ManuntençãoMiguelAinda não há avaliações
- Calibração de máquinas de soldaDocumento4 páginasCalibração de máquinas de soldaVivanildo SantosAinda não há avaliações
- Escada 01, 02, 03 e 04 Marinheiro SENAI-Araçatuba-SPDocumento5 páginasEscada 01, 02, 03 e 04 Marinheiro SENAI-Araçatuba-SPJonathasArthurAinda não há avaliações
- ESTROPO DE CABO DE AÇO ESPECIFICAÇÃODocumento3 páginasESTROPO DE CABO DE AÇO ESPECIFICAÇÃOLargyla Torres MendesAinda não há avaliações
- Ensaio Radiográfico de SoldaDocumento77 páginasEnsaio Radiográfico de Soldarodrigo gonçalvesAinda não há avaliações
- Telhas Isoeste (27!02!2018)Documento20 páginasTelhas Isoeste (27!02!2018)Renato César AndradeAinda não há avaliações
- Controle de Desempenho de SoldadoresDocumento2 páginasControle de Desempenho de SoldadoresRodrigo SousaAinda não há avaliações
- Inspeção de Linga de CorrenteDocumento2 páginasInspeção de Linga de CorrenteCARLOS AUGUSTO ALMEIDA NUNES NEMAinda não há avaliações
- Ensaio visual de juntas soldadasDocumento15 páginasEnsaio visual de juntas soldadasGianAinda não há avaliações
- Abnt NBR 7821 - Tanques PDFDocumento118 páginasAbnt NBR 7821 - Tanques PDFEstevãoAinda não há avaliações
- ProNest 2017 ManualDocumento892 páginasProNest 2017 ManualMayan Costa100% (1)
- N-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoDocumento22 páginasN-1591 Ligas Metalicas e Metais - Teste Pelo Ima e Por PontoLuciano RezendeAinda não há avaliações
- Treinamento de Terminologia de Soldagem EssencialDocumento27 páginasTreinamento de Terminologia de Soldagem EssencialMateus FariasAinda não há avaliações
- Detalhe de escada marinheiro com lista de componentesDocumento1 páginaDetalhe de escada marinheiro com lista de componentesLéo Noronha100% (1)
- Teste hidrostático de tubulaçãoDocumento68 páginasTeste hidrostático de tubulaçãoDeia RodriguesAinda não há avaliações
- 01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705Documento15 páginas01 - Relatório Da INSPEÇÃO DIMENSIONAL DOS COMPONENTES DO TQ-7705alexsandro_dias_1Ainda não há avaliações
- Licença exclusiva Petrobrás CENWEB 2003Documento7 páginasLicença exclusiva Petrobrás CENWEB 2003Alexandre SantosAinda não há avaliações
- Elaboração de EPS para soldagem dissimilar de aços A516 Gr 60 e A106 Gr BDocumento18 páginasElaboração de EPS para soldagem dissimilar de aços A516 Gr 60 e A106 Gr Bneto-portoAinda não há avaliações
- Co35 - 17 - 12 - 13 PDF Corrimão Co35 FdeDocumento6 páginasCo35 - 17 - 12 - 13 PDF Corrimão Co35 FdeLuane100% (1)
- Esforços Vento EstruturasDocumento91 páginasEsforços Vento EstruturasWilliam PolAinda não há avaliações
- Escadas pultrudadasDocumento16 páginasEscadas pultrudadasrafael112712Ainda não há avaliações
- Calculo Pa Linha de VidaDocumento2 páginasCalculo Pa Linha de VidaGeorge CostaAinda não há avaliações
- Especificação Do Procedimento de Soldagem: Eps #Folha DataDocumento2 páginasEspecificação Do Procedimento de Soldagem: Eps #Folha DataTiago Reis100% (1)
- Norma Aws D1.1Documento18 páginasNorma Aws D1.1Cileia Ferreira100% (1)
- Check-List Pórtico e Ponte RolanteDocumento3 páginasCheck-List Pórtico e Ponte RolanteAndre HenriqueAinda não há avaliações
- RQS - Marcio Messias Antunes Branco - S-01Documento1 páginaRQS - Marcio Messias Antunes Branco - S-01Claudio SouzaAinda não há avaliações
- CQS 802-22 Valtair Alkimin S-36 MIG e FCAWDocumento3 páginasCQS 802-22 Valtair Alkimin S-36 MIG e FCAWFernandes ServiceAinda não há avaliações
- RQS - GmawDocumento1 páginaRQS - Gmawcadillacauto10Ainda não há avaliações
- Formato de Qualificação de SoldadorDocumento1 páginaFormato de Qualificação de SoldadorScribdTranslationsAinda não há avaliações
- Eps GmawDocumento2 páginasEps GmawrockfeellerAinda não há avaliações
- BR3-700-ORC_TP INSTALAÇÕES-1Documento5 páginasBR3-700-ORC_TP INSTALAÇÕES-1Fernando MiguelAinda não há avaliações
- Orçamento: Tubo CPVC SCH 80 Ind 6Mt X 6" TigreDocumento1 páginaOrçamento: Tubo CPVC SCH 80 Ind 6Mt X 6" TigreFernando MiguelAinda não há avaliações
- Orçamento: Joelho 90 CPVC Schedule 80 6" TigreDocumento1 páginaOrçamento: Joelho 90 CPVC Schedule 80 6" TigreFernando MiguelAinda não há avaliações
- Org Crears Apolo Prod-64Documento1 páginaOrg Crears Apolo Prod-64Fernando MiguelAinda não há avaliações
- Org Crears Apolo Prod-64Documento1 páginaOrg Crears Apolo Prod-64Fernando MiguelAinda não há avaliações
- Concurso 093 Edital 1 AberturaDocumento31 páginasConcurso 093 Edital 1 AberturaMarcelo Zepka BaumgartenAinda não há avaliações
- Orçamento: Tubo CPVC SCH 80 Ind 6Mt X 6" TigreDocumento1 páginaOrçamento: Tubo CPVC SCH 80 Ind 6Mt X 6" TigreFernando MiguelAinda não há avaliações
- Deposito Emprestimo JaderDocumento1 páginaDeposito Emprestimo JaderFernando MiguelAinda não há avaliações
- Solitude Por @anncarolinDocumento71 páginasSolitude Por @anncarolinElisa MendonçaAinda não há avaliações
- Educação Inclusiva de Alunos com Síndrome de DownDocumento34 páginasEducação Inclusiva de Alunos com Síndrome de DownPaulo Muniz0% (1)
- Fundamentos 2022Documento159 páginasFundamentos 2022FlaviaAinda não há avaliações
- Relatório 1Documento12 páginasRelatório 1Sérgio BragaAinda não há avaliações
- CAMILA PEREIRA SANGUINE - OvarioDocumento1 páginaCAMILA PEREIRA SANGUINE - OvarioWeliton Alves FrancoAinda não há avaliações
- Teste 2 PDFDocumento5 páginasTeste 2 PDFlucia100% (1)
- PROTETTI - A Burocracia Na Sociologia Da Dominação de Max Weber - Contribuições À Pesquisa EducacionalDocumento25 páginasPROTETTI - A Burocracia Na Sociologia Da Dominação de Max Weber - Contribuições À Pesquisa EducacionalFernando ProtettiAinda não há avaliações
- Ideologia nacional-desenvolvimentista e grupos que a defendemDocumento2 páginasIdeologia nacional-desenvolvimentista e grupos que a defendemMonica Padilha100% (1)
- Gabarito Vestibular 2o Dia Tarde Grupo 1Documento17 páginasGabarito Vestibular 2o Dia Tarde Grupo 1flcbAinda não há avaliações
- 01 Bound by Honor - Cora ReillyDocumento208 páginas01 Bound by Honor - Cora ReillyCarolina Izquierdo78% (9)
- For 055 - Avaliação Do CertificadoDocumento3 páginasFor 055 - Avaliação Do CertificadoFrancisco Carvalho100% (1)
- Medidas protetivas urgênciaDocumento5 páginasMedidas protetivas urgênciavanessa françaAinda não há avaliações
- Dimensionamento de reservatórios de água de chuvaDocumento19 páginasDimensionamento de reservatórios de água de chuvaLélio ArantesAinda não há avaliações
- 8 ANO - Fracoes-DecimaisDocumento4 páginas8 ANO - Fracoes-DecimaisLadyBAinda não há avaliações
- Monografia Tiririca Terceira VersãoDocumento29 páginasMonografia Tiririca Terceira VersãoMaria EduardaAinda não há avaliações
- Tese Éllida Neiva GUedesDocumento266 páginasTese Éllida Neiva GUedesÉllida Neiva GuedesAinda não há avaliações
- Ebook de Matematica 3o Ano Cbiepdf-1055300823110006Documento9 páginasEbook de Matematica 3o Ano Cbiepdf-1055300823110006wanessa nayara dos santos baldezAinda não há avaliações
- Guia Útil Com Medidas e Áreas Minimas para Projetos de ResidênciasDocumento7 páginasGuia Útil Com Medidas e Áreas Minimas para Projetos de ResidênciasLeony FukienoAinda não há avaliações
- 13 Simulado Inss Tecnico Do Seguro Social Prop196Documento14 páginas13 Simulado Inss Tecnico Do Seguro Social Prop196lindaura celia de castro lopes CeliaAinda não há avaliações
- Jornal O Município, Caratinga 1927Documento4 páginasJornal O Município, Caratinga 1927HjszBRAinda não há avaliações
- Catálogo de Peças 3411P (2014)Documento588 páginasCatálogo de Peças 3411P (2014)Ismael GaldinoAinda não há avaliações
- EntrevistaDocumento6 páginasEntrevistaMaiane TigreAinda não há avaliações
- Areia mais suja que água no litoral de SPDocumento1 páginaAreia mais suja que água no litoral de SPSimone CarreraAinda não há avaliações
- Mamíferos amamentam filhotesDocumento2 páginasMamíferos amamentam filhotesEuclides NetoAinda não há avaliações
- EE47 - Montagem em Redes Subterrâneas - BT-IP (Caixas de União e Mangas)Documento9 páginasEE47 - Montagem em Redes Subterrâneas - BT-IP (Caixas de União e Mangas)RuiMãodeFerroAinda não há avaliações
- Unidade 3 - Planejamento Da Capacidade de ProduçãoDocumento15 páginasUnidade 3 - Planejamento Da Capacidade de ProduçãoVitor Correa da SilvaAinda não há avaliações
- Índice de Densidade de SedimentosDocumento7 páginasÍndice de Densidade de SedimentosGerencia produçãoAinda não há avaliações
- Texto Argumentativo CaracterísticasDocumento1 páginaTexto Argumentativo Característicasdpkpdmpdom omgmlgomtlmtAinda não há avaliações
- Material de Apoio para LíderesDocumento9 páginasMaterial de Apoio para LíderesTaís DanielleAinda não há avaliações
- Curriculo SEMEC Teresina 2018Documento76 páginasCurriculo SEMEC Teresina 2018Chama De Volta 4Ainda não há avaliações