Escolar Documentos
Profissional Documentos
Cultura Documentos
Inove RQPS Geral
Enviado por
RICARDOTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Inove RQPS Geral
Enviado por
RICARDODireitos autorais:
Formatos disponíveis
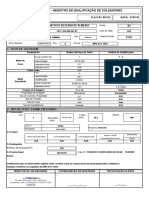
REGISTRO DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM RQPS/PQR 001A Rev.
0
Data
PROCEDURE QUALIFICATION RECORD 01/11/2023
Date:
Folha:
EMPRESA / Company : RP CONSTRUÇÕES E ESTRUTURAS. METALICAS LTDA 1/2
Sheet:
RQPS Nº: Processo: GMAW (MAG) Tipo
001A/2023 Type
SEMIAUTOMÁTICO
PQR No. Process: GMAW
NORMAS DE REFERÊNCIA /Reference Code ABNT 14762 ED. 2010/ABNT 8800 ED. 2008/AWS D1.1 ED. 2020
METAL DE BASE / Base Metal AÇO CARBONO DETALHE DA PEÇA DE TESTE/Piece Test of Detail
Especificação, tipo e grau: Specification, type and grade: ASTM A 572 GR50
Peça de testeº /Coupon tes t Nº : CP 01
Grupo Nº / Group Nº II
Espessura ( mm ) / Thickness: 20 mm
Junta / Joint TOPO
METAL DE ADIÇÃO / Filler Metal
Especificação AWS / Specification : A 5.18
Classificação AWS / Classification : ER 70 S6
F No./A Nº: N/A
A No./A Nº: N.A
ɸ do eletrodo (mm) / ɸ electrode: 0.8 mm
Espessura depositada /Deposited weld metal tickness: 20 mm Nota 1: quando não for utilizado cobrejunta na raiz de junta de topo ( CJP )
Marca comercial / Trade Mark : BME-C4 GÁS / Gas
Fabricante/ / Manufacture BELGO Gás de proteção /Protection gas Ar + CO²
Tipo de revestimento / Covered type : cobreado Composição da mistura / Mixture Composition 80% + 20%
TÉCNICA /Technical Vazão (l/ min. ) / Flow Rate: 15
Preparação: Preparation : Esmerilhamento/grinding CARACTERÍSTICAS ELÉTRICAS / Electrical Caracteristics
Limpeza inicial:Initial cleaning Escov. + Esmer./Brushing + Emery Tipo de corrente e polaridade /Current and Polarity Type CC+
Ø do bocal/Nozzle diameter (mm) 16 Transferência metálica /Transfer mode Spray
Limp, entre passes/Clean. Between passes Escov. + Esmer./Brushing + Emery Energia de soldagem (kJ/mm) Heat Input: N/A
Passe retil. ou oscilado/ Stringer bead or weave bead Ambos / both SOLDAGEM DE AÇOS GALVANIZADOS/ Welding Galvanized Steel
Veloc. do arame/ speed wire ( m/min) 2.5 a 4.0 Remover a galvanizadação por esmerilhamento da junta a ser soldada numa faixa entre
Goivagem na raiz/ Back gpuging Ver nota 1 50 e 100 mm nas suas bordas e dentro do chanfro.
Passe simples ou múltiplos/single pass or multiple pass Ambos / both Utilizar baixa velocidade de soldagem, usar arco curto e cordões retilíneos e ãngulo do
Eletrodo simples ou múltiplo/Single electrode or multiple Simples/Single eletrodo a 30°, para evitar que resíduos de zinco adentrem a poça de fusão da solda.
POSIÇÃO / Position O eletrodo revestido deverá possuir baixo teor de sílicio menor que 1%.
Posição de soldagem /Welding Position: 2G Para os eletrodos de baixo hidrogênio a velocidade de soldagem para o passe de raiz
Progressão de soldagem/Welding Progression : N.A deverá ser reduzido de 10 a 20% e demais passes reduzir em 30%.
PRÉ-AQUECIMENTO / Pre Heating A remoção do revestimento é necessário para evitar problemas durante a soldagem
Pré-aquecimento ( °C ) / Pre Heating: 0° C e futuros problemas durante a utilização da estrutura metálica em questão causadas
Interpasse máximo ( °C ) / Maximum Interpass: ≤ 210 ºC pelo aumento de indução de hidrogênio no metal de solda devido a indução de hidrogênio
TRATAMENTO TÉRMICO / Heat Treatment pelo revestimento galvanizado durante a execução da soldagem e fumos e gases que dificultam
Temp. de patamar /Holding Temp .( °C ) N. A. a visbilidade do trabalho a ser executado pelo soldador.
Tempo de patamar / Holding time ( min) N. A. Estudos realizados pelo ILZRO, demostram que as propriedades mecãnicas como: tração,
Taxa de aquec. / Heating Rate ( °C / h ) N. A. dobramento e impacto do metal de solda em aços galvanizados são equivalentes aos aços
Taxa de resfriamento./ Cooling Rate ( °C / h ) N. A. não galvanizados bem como a resistência de fratura no cordão de solda.
Referência: AWS D 19.0, Welding and Hot-Dip Galvanizing (AGA )
NOTA/Note : AGA = American Galvanizers Association ILZRO = International Lead Zinc Research Organization CJP= Penetração total
Vazão do gás Largura do
Consumível Corrente Tensão/ Temp. Interpasses Veloc. Avanço
Processo Flux rate passe
Passe/Camada Current Tension
Process Consumable (l/min.) Interpass temperature Width bead Speed travel
Pass/ Layer Tocha Purga
Ø
Filler metal mm (A) (V) Torch Purge
( ºC ) ( mm ) ( mm/min )
1 GMAW ER 70 S6 0.8 170 24 15 N. A. − 8 160
2 GMAW ER 70 S6 0.8 170 25 15 N. A. 60 10 160
3 GMAW ER 70 S6 0.8 190 28 15 N. A. 75 12 300
4, 5 GMAW ER 70 S6 0.8 210 30 15 N. A. 120 30 200
6, 7, 8 GMAW ER 70 S6 0.8 200 27 15 N. A. 150 30 180
9, 10, 11, 12 GMAW ER 70 S6 0.8 180 25 15 N. A. 210 40 180
SOLDADOR/Welder: César Ferraz Das Neves CHAPA /Register N/A SINETE/Stamp: C.F.N
Data/Date: 14/ 11 /23 Data/ Date 14/ 11 / 23 Data/Date: _____/______/_____
Ronaldo Pascoal Da Costa Júnior
CREA: 507.093.996.0
Engenheiro Civil
FABRICANTE RESPONSÁVEL TÉCNICO Cliente
Manufacturer Responsable Tecnician Client
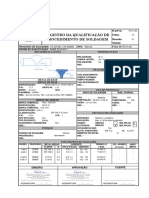
REGISTRO DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM RQPS/ PQR 001A Rev. 0
Data/ Date
PROCEDURE QUALIFICATION RECORD 01/11/2023
Folha:
EMPRESA / Company: RP CONSTRUÇÕES E ESTRUTURAS METÁLICAS LTDA. Sheet
2/2
ENSAIOS MECÂNICOS MECHANICAL
1.0 TESTS 74,0mm
TRAÇÃO/TENSION
Largura (mm) Espessura (mm) Área (mm²) Carga (kgf) Tensão (MPa) Valor mínimo Localização da
CORPO DE PROVA Laudo
especificado fratura
Coupon Nº Width Thickness Area Load Tension Spec.minimum Fracture Position Result
TJS 1 20.0 19.7 394.00 198.290 503 Metal de Base Aprovado Approved
450 MPa
TJS 2 20.2 19.6 395.92 195.348 493 Metal de Base Aprovado Approved
ENSAIO DE DOBRAMENTO/Bend Test
Identificação Dimensões ( mm ) Ø Cutelo (mm) Distância entre roletes ( mm ) Ângulo Laudo
Identification Dimensions Plunger Distance between rollers Angle Result
DL1 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL2 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL3 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL4 10 x 20 x 200 40,0 63 180° Aprovado/Approved
Laboratório: Relatório N°: Laudo: Aprovado
TEAM LAB 16943/2023 Rev 00
Laboratory Report Result Approved
ENSAIO DE DUREZA / Hardness Test
Preparação: Método de ensaio Critério de aceitação:
N.A N.A N.A
Preparation Test method Acceptance criteria
IMPRESSÃO / Impression / - FACE/Face
MEDIÇÃO EM HBW - 10 - 3000 Kgf
MB 1 ZTA 1 MS ZTA 2 MB 2
- - - - -
- - - - -
- - - - -
IMPRESSÃO / Impression / - FACE /Face
MEDIÇÃO EM HBW - 10 - 3000 Kgf
MB 1 ZTA 1 MS ZTA 2 MB 2
- - - - -
- - - - -
- - - - -
Laboratório: Relatório: Laudo:
N.A N.A N.A
Laboratory Report Result:
EXAME MACROGRÁFICO / Macrograph Test
Preparação: Método de ensaio: Critério de aceitação:
N. A. N. A. N. A.
Preparation Test method : Acceptance criteria
Aumento / Increase -
Trinca na ZTA / ZTA crack -
Trinca no metal de base / Metal base crack -
Outras descontinuidades/ Others descontinuities - Falta de fusão/ Lack of fusion
Laboratório: Relatório: Laudo:
N. A. N. A. N. A.
Laboratory Report Result:
ANÁLISE QUÍMICA/Chemical Analisys (%)
Si Mn P S Cr Ni Mo Cu V
M. Base
- - - - - - - - -
Solda - - - - - - - - -
Laboratório: Relatório: Laudo:
N. A. N. A. N. A.
Laboratory Report Result:
ENSAIO RADIOGRÁFICO / Radiographic Test
Preparação: Método de ensaio: Critério de aceitação:
MTC 036 REV. 05 MTC 036 REV. 05 AWS D1.1
Preparation Test method : N.A
Acceptance of criteria
Laboratório: Relatório: Laudo: Aprovado
METALTEC-EBE 2142-A/2023 Result: Approved
Laboratory Report
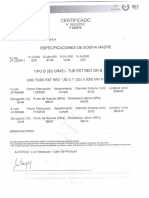
CERTIFICADOS / CORRIDAS / Certificates/Heats
Chapa/ Plate: Cert.:8131.534.820.10 Corrida/heat:27.12.02.03 (GERDAU) Eletrodo/electrode: Cert.: 12.35.11 Corrida/heat: B21.0709.16 ( BELGO BME-C4)
Termômetro/ Infrav.InfraredThermometer: : 9534/23 Calibre de Solda / Weld caliper 3918/23 A.V.A / Voltameter 326/23
Obs.
Nós certificamos que os valores contidos neste registro estão corretos e que o corpo de prova de teste, foi preparado, soldado e testado de acordo
com os requisitos do código AWS D1.1 Edição 2020.
Data/Date: 14 / 11 / 23 Data/Date: 14 / 11 / 23 Data/Date: ______/________/_______
Ronaldo Pascoal Da Costa Júnior
CREA: 507.093.996.0
Engenheiro civil
FABRICANTE RESPONSÁVEL TÉCNICO Cliente
Manufacturer Responsable Tecnician Client
REGISTRO DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM RQPS/PQR 001B Rev. 0
Data
PROCEDURE QUALIFICATION RECORD 01/11/2023
Date:
Folha:
EMPRESA / Company : RP CONSTRUÇÕES E ESTRUTURAS. METALICAS LTDA 1/2
Sheet:
RQPS Nº: Processo: ELETRODO REVESTIDO Tipo
001B/2023 Type
MANUAL
PQR No. Process: SMAW
NORMAS DE REFERÊNCIA /Reference Cod e ABNT 14762 ED. 2010/ABNT 8800 ED. 2008/AWS D1.1 ED. 2020
METAL DE BASE / Base Metal AÇO CARBONO DETALHE DA PEÇA DE TESTE/Piece Test of Detail
Especificação, tipo e grau: Specification, type and grade: ASTM A 36
Peça de testeº /Coupon tes t Nº : CP 01
Grupo Nº / Group Nº II
Espessura ( mm ) / Thickness: 25,4 mm
Junta / Joint TOPO
METAL DE ADIÇÃO / Filler Metal
Especificação AWS / Specification : A 5.1
Classificação AWS / Classification : E 7018 H4R
F No./A Nº: 4
A No./A Nº: N.A
ɸ do eletrodo (mm) / ɸ electrode: 3.25 mm
Espessura depositada /Deposited weld metal tickness: 25.4 mm Nota 1: quando não for utilizado cobrejunta na raiz de junta de topo ( CJP )
Marca comercial / Trade Mark : Denver Platinum GÁS / Gas
Fabricante/ / Manufacture Denver Soldas Gás de proteção /Protection gas N. A.
Tipo de revestimento / Covered type : Básico Composição da mistura / Mixture Composition N. A.
TÉCNICA /Technical Vazão (l/ min. ) / Flow Rate: N. A.
Preparação: Preparation : Esmerilhamento/grinding CARACTERÍSTICAS ELÉTRICAS / Electrical Caracteristics
Limpeza inicial:Initial cleaning Escovamento / brushing Tipo de corrente e polaridade /Current and Polarity Type CC+
Limp, entre passes/Clean. Between passes Escov. + Esmer./Brushing + Emery Energia de soldagem (kJ/mm) Heat Input: N/A
Passe retil. ou oscilado/ Stringer bead or weave bead Ambos / both SOLDAGEM DE AÇOS GALVANIZADOS/ Welding Galvanized Steel
Veloc. de soldagem/Arc welding speed N.A Remover a galvanizadação por esmerilhamento da junta a ser soldada numa faixa entre
Goivagem na raiz/ Back gpuging Ver nota 1 50 e 100 mm nas suas bordas e dentro do chanfro.
Passe simples ou múltiplos/single pass or multiple pass Ambos / both Utilizar baixa velocidade de soldagem, usar arco curto e cordões retilíneos e ãngulo do
Eletrodo simples ou múltiplo/Single electrode or multiple Simples/Single eletrodo a 30°, para evitar que resíduos de zinco adentrem a poça de fusão da solda.
POSIÇÃO / Position O eletrodo revestido deverá possuir baixo teor de sílicio menor que 1%.
Posição de soldagem /Welding Position: 2G Para os eletrodos de baixo hidrogênio a velocidade de soldagem para o passe de raiz
Progressão de soldagem/Welding Progression : N.A deverá ser reduzido de 10 a 20% e demais passes reduzir em 30%.
PRÉ-AQUECIMENTO / Pre Heating A remoção do revestimento é necessário para evitar problemas durante a soldagem
Pré-aquecimento ( °C ) / Pre Heating: 0° C e futuros problemas durante a utilização da estrutura metálica em questão causadas
Interpasse máximo ( °C ) / Maximum Interpass: ≤ 220 ºC pelo aumento de indução de hidrogênio no metal de solda devido a indução de hidrogênio
TRATAMENTO TÉRMICO / Heat Treatment pelo revestimento galvanizado durante a execução da soldagem e fumos e gases que dificultam
Temp. de patamar /Holding Temp .( °C ) N. A. a visbilidade do trabalho a ser executado pelo soldador.
Tempo de patamar / Holding time ( min) N. A. Estudos realizados pelo ILZRO, demostram que as propriedades mecãnicas como: tração,
Taxa de aquec. / Heating Rate ( °C / h ) N. A. dobramento e impacto do metal de solda em aços galvanizados são equivalentes aos aços
Taxa de resfriamento./ Cooling Rate ( °C / h ) N. A. não galvanizados bem como a resistência de fratura no cordão de solda.
Referência: AWS D 19.0, Welding and Hot-Dip Galvanizing (AGA )
NOTA/Note : AGA = American Galvanizers Association ILZRO = International Lead Zinc Research Organization CJP= Penetração total
Vazão do gás Largura do
Consumível Corrente Tensão/ Temp. Interpasses Veloc. Avanço
Processo Flux rate passe
Passe/Camada Current Tension
Process Consumable (l/min.) Interpass temperature Width bead Speed travel
Pass/ Layer
Ø Tocha Purga
Filler metal mm (A) (V) Torch Purge
( ºC ) ( mm ) ( mm/min )
1 SMAW E 7018 H4R 3.25 120 22 N.A N. A. − 8 90
2 SMAW E 7018 H4R 3.25 120 23 N.A N. A. 60 10 110
3 SMAW E 7018 H4R 3.25 130 24 N.A N. A. 110 12 120
4, 5 SMAW E 7018 H4R 3.25 130 26 N.A N. A. 120 10 , 10 180
6, 7, 8 SMAW E 7018 H4R 3.25 115 20 N.A N. A. 160 10, 10, 10 110
9, 10, 11, 12 SMAW E 7018 H4R 3.25 125 23 N.A N. A. 220 10, 8, 9, 10 120
SOLDADOR/Welder: César Ferraz Das Neves CHAPA /Register N/A SINETE/Stamp: C.F.N
Data/Date: 14/ 11 /23 Data/ Date 14/ 11 / 23 Data/Date: _____/______/_____
Ronaldo Pascoal Da Costa Júnior
CREA: 507.093.996.0
Engenheiro Civil
FABRICANTE RESPONSÁVEL TÉCNICO Cliente
Manufacturer Responsable Tecnician Client
REGISTRO DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM RQPS/ PQR 001B Rev. 0
Data/ Date
PROCEDURE QUALIFICATION RECORD 01/11/2023
Folha:
EMPRESA / Company: RP CONSTRUÇÕES E ESTRUTURAS METÁLICAS LTDA. Sheet
2/2
ENSAIOS MECÂNICOS MECHANICAL
1.0 TESTS 74,0mm
TRAÇÃO/TENSION
Largura (mm) Espessura (mm) Área (mm²) Carga (kgf) Tensão (MPa) Valor mínimo Localização da
CORPO DE PROVA Laudo
especificado fratura
Coupon Nº Width Thickness Area Load Tension Spec.minimum Fracture Position Result
TJS 1 20.0 24.7 494.00 279.539 567 SOLDA Aprovado Approved
400 MPa
TJS 2 20.1 25.6 514.56 275.616 536 SOLDA Aprovado Approved
ENSAIO DE DOBRAMENTO/Bend Test
Identificação Dimensões ( mm ) Ø Cutelo (mm) Distância entre roletes ( mm ) Ângulo Laudo
Identification Dimensions Plunger Distance between rollers Angle Result
DL1 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL2 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL3 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL4 10 x 20 x 200 40,0 63 180° Aprovado/Approved
Laboratório: Relatório N°: Laudo: Aprovado
TEAM LAB 16944/2023 Rev 00
Laboratory Report Result Approved
ENSAIO DE DUREZA / Hardness Test
Preparação: Método de ensaio Critério de aceitação:
N.A N.A N.A
Preparation Test method Acceptance criteria
IMPRESSÃO / Impression / - FACE/Face
MEDIÇÃO EM HBW - 10 - 3000 Kgf
MB 1 ZTA 1 MS ZTA 2 MB 2
- - - - -
- - - - -
- - - - -
IMPRESSÃO / Impression / - FACE /Face
MEDIÇÃO EM HBW - 10 - 3000 Kgf
MB 1 ZTA 1 MS ZTA 2 MB 2
- - - - -
- - - - -
- - - - -
Laboratório: Relatório: Laudo:
N.A N.A N.A
Laboratory Report Result:
EXAME MACROGRÁFICO / Macrograph Test
Preparação: Método de ensaio: Critério de aceitação:
N. A. N. A. N. A.
Preparation Test method : Acceptance criteria
Aumento / Increase -
Trinca na ZTA / ZTA crack -
Trinca no metal de base / Metal base crack -
Outras descontinuidades/ Others descontinuities - Falta de fusão/ Lack of fusion
Laboratório: Relatório: Laudo:
N. A. N. A. N. A.
Laboratory Report Result:
ANÁLISE QUÍMICA/Chemical Analisys (%)
Si Mn P S Cr Ni Mo Cu V
M. Base
- - - - - - - - -
Solda - - - - - - - - -
Laboratório: Relatório: Laudo:
N. A. N. A. N. A.
Laboratory Report Result:
ENSAIO RADIOGRÁFICO / Radiographic Test
Preparação: Método de ensaio: Critério de aceitação:
MTC 036 REV. 05 MTC 036 REV. 05 AWS D1.1
Preparation Test method : N.A
Acceptance of criteria
Laboratório: Relatório: Laudo: Aprovado
METALTEC-EBE 2142/2023 Result: Approved
Laboratory Report
CERTIFICADOS / CORRIDAS / Certificates/Heats
Chapa/ Plate: Cert.:83.045.30005-10 Corrida/heat: 27.109.103 (GERDAU) Eletrodo/electrode: Cert.: 660.560E Corrida/heat: N.A ( DENVER SOLDAS )
Termômetro/ Infrav.InfraredThermometer: : 9534/23 Calibre de Solda / Weld caliper 3918/23 A.V.A / Voltameter 326/23
Obs.
Nós certificamos que os valores contidos neste registro estão corretos e que o corpo de prova de teste, foi preparado, soldado e testado de acordo
com os requisitos do código AWS D1.1 Edição 2020.
Data/Date: 14/ 11 / 23 Data/Date: 14 / 11 / 23 Data/Date: ______/________/_______
Ronaldo Pascoal Da Costa Júnior
CREA: 507.093.996.0
Engenheiro civil
FABRICANTE RESPONSÁVEL TÉCNICO Cliente
Manufacturer Responsable Tecnician Client
REGISTRO DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM RQPS/PQR 001C Rev. 0
Data
PROCEDURE QUALIFICATION RECORD 01/11/2023
Date:
Folha:
EMPRESA / Company : RP CONSTRUÇÕES E ESTRUTURAS. METALICAS LTDA 1/2
Sheet:
RQPS Nº: Processo: ELETRODO REVESTIDO Tipo
001C/2023 Type
MANUAL
PQR No. Process: SMAW
NORMAS DE REFERÊNCIA /Reference Cod e ABNT 14762 ED. 2010/ABNT 8800 ED. 2008/AWS D1.1 ED. 2020
METAL DE BASE / Base Metal AÇO CARBONO DETALHE DA PEÇA DE TESTE/Piece Test of Detail
Especificação, tipo e grau: Specification, type and grade: ASTM A 36
Peça de testeº /Coupon tes t Nº : CP 02
Grupo Nº / Group Nº II
Espessura ( mm ) / Thickness: 25,4 mm
Junta / Joint TOPO
METAL DE ADIÇÃO / Filler Metal
Especificação AWS / Specification : A 5.1
Classificação AWS / Classification : E 7018 H4R
F No./A Nº: 4
A No./A Nº: N.A
ɸ do eletrodo (mm) / ɸ electrode: 3.25 mm
Espessura depositada /Deposited weld metal tickness: 25.4 mm Nota 1: quando não for utilizado cobrejunta na raiz de junta de topo ( CJP )
Marca comercial / Trade Mark : Denver Platinum GÁS / Gas
Fabricante/ / Manufacture Denver Soldas Gás de proteção /Protection gas N. A.
Tipo de revestimento / Covered type : Básico Composição da mistura / Mixture Composition N. A.
TÉCNICA /Technical Vazão (l/ min. ) / Flow Rate: N. A.
Preparação: Preparation : Esmerilhamento/grinding CARACTERÍSTICAS ELÉTRICAS / Electrical Caracteristics
Limpeza inicial:Initial cleaning Escovamento / brushing Tipo de corrente e polaridade /Current and Polarity Type CC+
Limp, entre passes/Clean. Between passes Escov. + Esmer./Brushing + Emery Energia de soldagem (kJ/mm) Heat Input: N/A
Passe retil. ou oscilado/ Stringer bead or weave bead Ambos / both SOLDAGEM DE AÇOS GALVANIZADOS/ Welding Galvanized Steel
Veloc. de soldagem/Arc welding speed N.A Remover a galvanizadação por esmerilhamento da junta a ser soldada numa faixa entre
Goivagem na raiz/ Back gpuging Ver nota 1 50 e 100 mm nas suas bordas e dentro do chanfro.
Passe simples ou múltiplos/single pass or multiple pass Ambos / both Utilizar baixa velocidade de soldagem, usar arco curto e cordões retilíneos e ãngulo do
Eletrodo simples ou múltiplo/Single electrode or multiple Simples/Single eletrodo a 30°, para evitar que resíduos de zinco adentrem a poça de fusão da solda.
POSIÇÃO / Position O eletrodo revestido deverá possuir baixo teor de sílicio menor que 1%.
Posição de soldagem /Welding Position: 3G Para os eletrodos de baixo hidrogênio a velocidade de soldagem para o passe de raiz
Progressão de soldagem/Welding Progression : ascendente deverá ser reduzido de 10 a 20% e demais passes reduzir em 30%.
PRÉ-AQUECIMENTO / Pre Heating A remoção do revestimento é necessário para evitar problemas durante a soldagem
Pré-aquecimento ( °C ) / Pre Heating: 0° C e futuros problemas durante a utilização da estrutura metálica em questão causadas
Interpasse máximo ( °C ) / Maximum Interpass: ≤ 240 ºC pelo aumento de indução de hidrogênio no metal de solda devido a indução de hidrogênio
TRATAMENTO TÉRMICO / Heat Treatment pelo revestimento galvanizado durante a execução da soldagem e fumos e gases que dificultam
Temp. de patamar /Holding Temp .( °C ) N. A. a visbilidade do trabalho a ser executado pelo soldador.
Tempo de patamar / Holding time ( min) N. A. Estudos realizados pelo ILZRO, demostram que as propriedades mecãnicas como: tração,
Taxa de aquec. / Heating Rate ( °C / h ) N. A. dobramento e impacto do metal de solda em aços galvanizados são equivalentes aos aços
Taxa de resfriamento./ Cooling Rate ( °C / h ) N. A. não galvanizados bem como a resistência de fratura no cordão de solda.
Referência: AWS D 19.0, Welding and Hot-Dip Galvanizing (AGA )
NOTA/Note : AGA = American Galvanizers Association ILZRO = International Lead Zinc Research Organization CJP= Pnetração total
Vazão do gás Largura do
Consumível Corrente Tensão/ Temp. Interpasses Veloc. Avanço
Processo Flux rate passe
Passe/Camada Current Tension
Process Consumable (l/min.) Interpass temperature Width bead Speed travel
Pass/ Layer
Ø Tocha Purga
Filler metal mm (A) (V) Torch Purge
( ºC ) ( mm ) ( mm/min )
1 SMAW E 7018 H4R 3.25 115 25 N.A N. A. − 8 100
2 SMAW E 7018 H4R 3.25 115 22 N.A N. A. 80 10 110
3 SMAW E 7018 H4R 3.25 120 24 N.A N. A. 110 12 150
4, 5 SMAW E 7018 H4R 3.25 120 26 N.A N. A. 150 10 , 11 130
6, 7, 8 SMAW E 7018 H4R 3.25 120 25 N.A N. A. 190 10, 10, 11 120
9, 10, 11, 12 SMAW E 7018 H4R 3.25 115 20 N.A N. A. 240 12, 12, 13, 12 115
SOLDADOR/Welder: César Ferraz Das Neves CHAPA /Register N/A SINETE/Stamp: C.F.N
Data/Date: 14/ 11 /23 Data/ Date 14/ 11 / 23 Data/Date: _____/______/_____
Ronaldo Pascoal Da Costa Júnior
CREA: 507.093.996.0
Engenheiro Civil
FABRICANTE RESPONSÁVEL TÉCNICO Cliente
Manufacturer Responsable Tecnician Client
REGISTRO DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM RQPS/ PQR 001C Rev. 0
Data/ Date
PROCEDURE QUALIFICATION RECORD 01/11/2023
Folha:
EMPRESA / Company: RP CONSTRUÇÕES E ESTRUTURAS METÁLICAS LTDA. Sheet
2/2
ENSAIOS MECÂNICOS MECHANICAL
1.0 TESTS 74,0mm
TRAÇÃO/TENSION
Largura (mm) Espessura (mm) Área (mm²) Carga (kgf) Tensão (MPa) Valor mínimo Localização da
CORPO DE PROVA Laudo
especificado fratura
Coupon Nº Width Thickness Area Load Tension Spec.minimum Fracture Position Result
TJS 01 20.1 24.9 500.49 277.037 553 SOLDA Aprovado Approved
400 MPa
TJS 02 20.1 25.1 504.51 278.508 552 SOLDA Aprovado Approved
ENSAIO DE DOBRAMENTO/Bend Test
Identificação Dimensões ( mm ) Ø Cutelo (mm) Distância entre roletes ( mm ) Ângulo Laudo
Identification Dimensions Plunger Distance between rollers Angle Result
DL1 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL2 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL3 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL4 10 x 20 x 200 40,0 63 180° Aprovado/Approved
Laboratório: Relatório N°: Laudo: Aprovado
TEAM LAB 16945/2023 Rev 00
Laboratory Report Result Approved
ENSAIO DE DUREZA / Hardness Test
Preparação: Método de ensaio Critério de aceitação:
N.A N.A N.A
Preparation Test method Acceptance criteria
IMPRESSÃO / Impression / - FACE/Face
MEDIÇÃO EM HBW - 10 - 3000 Kgf
MB 1 ZTA 1 MS ZTA 2 MB 2
- - - - -
- - - - -
- - - - -
IMPRESSÃO / Impression / - FACE /Face
MEDIÇÃO EM HBW - 10 - 3000 Kgf
MB 1 ZTA 1 MS ZTA 2 MB 2
- - - - -
- - - - -
- - - - -
Laboratório: Relatório: Laudo:
N.A N.A N.A
Laboratory Report Result:
EXAME MACROGRÁFICO / Macrograph Test
Preparação: Método de ensaio: Critério de aceitação:
N. A. N. A. N. A.
Preparation Test method : Acceptance criteria
Aumento / Increase -
Trinca na ZTA / ZTA crack -
Trinca no metal de base / Metal base crack -
Outras descontinuidades/ Others descontinuities - Falta de fusão/ Lack of fusion
Laboratório: Relatório: Laudo:
N. A. N. A. N. A.
Laboratory Report Result:
ANÁLISE QUÍMICA/Chemical Analisys (%)
Si Mn P S Cr Ni Mo Cu V
M. Base
- - - - - - - - -
Solda - - - - - - - - -
Laboratório: Relatório: Laudo:
N. A. N. A. N. A.
Laboratory Report Result:
ENSAIO RADIOGRÁFICO / Radiographic Test
Preparação: Método de ensaio: Critério de aceitação:
MTC 036 REV. 05 MTC 036 REV. 05 AWS D1.1
Preparation Test method : N.A
Acceptance of criteria
Laboratório: Relatório: Laudo: Aprovado
METALTEC-EBE 2142/2023 Result: Approved
Laboratory Report
CERTIFICADOS / CORRIDAS / Certificates/Heats
Chapa/ Plate: Cert.:83.045.30005-10 Corrida/heat: 27.109.103 (GERDAU) Eletrodo/electrode: Cert.: 660.560E Corrida/heat: N.A ( DENVER SOLDAS )
Termômetro/ Infrav.InfraredThermometer: : 9534/23 Calibre de Solda / Weld caliper 3918/23 A.V.A / Voltameter 326/23
Obs.
Nós certificamos que os valores contidos neste registro estão corretos e que o corpo de prova de teste, foi preparado, soldado e testado de acordo
com os requisitos do código AWS D1.1 Edição 2020.
Data/Date: 14/ 11 / 23 Data/Date: 14 / 11 / 23 Data/Date: ______/________/_______
Ronaldo Pascoal Da Costa Júnior
CREA: 507.093.996.0
Engenheiro civil
FABRICANTE RESPONSÁVEL TÉCNICO Cliente
Manufacturer Responsable Tecnician Client
REGISTRO DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM RQPS/PQR 001D Rev. 0
Data
PROCEDURE QUALIFICATION RECORD 01/11/2023
Date:
Folha:
EMPRESA / Company : RP CONSTRUÇÕES E ESTRUTURAS. METALICAS LTDA 1/2
Sheet:
RQPS Nº: Processo: ELETRODO REVESTIDO Tipo
001D/2023 Type
MANUAL
PQR No. Process: SMAW
NORMAS DE REFERÊNCIA /Reference Cod e ABNT 14762 ED. 2010/ABNT 8800 ED. 2008/AWS D1.1 ED. 2020
METAL DE BASE / Base Metal AÇO CARBONO DETALHE DA PEÇA DE TESTE/Piece Test of Detail
Especificação, tipo e grau: Specification, type and grade: ASTM A 36
Peça de testeº /Coupon tes t Nº : CP 03
Grupo Nº / Group Nº II
Espessura ( mm ) / Thickness: 25.4 mm
Junta / Joint TOPO
METAL DE ADIÇÃO / Filler Metal
Especificação AWS / Specification : A 5.1
Classificação AWS / Classification : E 7018 H4R
F No./A Nº: 4
A No./A Nº: N.A
ɸ do eletrodo (mm) / ɸ electrode: 3.25 mm
Espessura depositada /Deposited weld metal tickness: 25.4 mm Nota 1: quando não for utilizado cobrejunta na raiz de junta de topo ( CJP )
Marca comercial / Trade Mark : Denver Platinum GÁS / Gas
Fabricante/ / Manufacture Denver Soldas Gás de proteção /Protection gas N. A.
Tipo de revestimento / Covered type : Básico Composição da mistura / Mixture Composition N. A.
TÉCNICA /Technical Vazão (l/ min. ) / Flow Rate: N. A.
Preparação: Preparation : Esmerilhamento/grinding CARACTERÍSTICAS ELÉTRICAS / Electrical Caracteristics
Limpeza inicial:Initial cleaning Escovamento / brushing Tipo de corrente e polaridade /Current and Polarity Type CC+
Limp, entre passes/Clean. Between passes Escov. + Esmer./Brushing + Emery Energia de soldagem (kJ/mm) Heat Input: N/A
Passe retil. ou oscilado/ Stringer bead or weave bead Ambos / both SOLDAGEM DE AÇOS GALVANIZADOS/ Welding Galvanized Steel
Veloc. de soldagem/Arc welding speed N.A Remover a galvanizadação por esmerilhamento da junta a ser soldada numa faixa entre
Goivagem na raiz/ Back gpuging Ver nota 1 50 e 100 mm nas suas bordas e dentro do chanfro.
Passe simples ou múltiplos/single pass or multiple pass Ambos / both Utilizar baixa velocidade de soldagem, usar arco curto e cordões retilíneos e ãngulo do
Eletrodo simples ou múltiplo/Single electrode or multiple Simples/Single eletrodo a 30°, para evitar que resíduos de zinco adentrem a poça de fusão da solda.
POSIÇÃO / Position O eletrodo revestido deverá possuir baixo teor de sílicio menor que 1%.
Posição de soldagem /Welding Position: 4G Para os eletrodos de baixo hidrogênio a velocidade de soldagem para o passe de raiz
Progressão de soldagem/Welding Progression : N.A. deverá ser reduzido de 10 a 20% e demais passes reduzir em 30%.
PRÉ-AQUECIMENTO / Pre Heating A remoção do revestimento é necessário para evitar problemas durante a soldagem
Pré-aquecimento ( °C ) / Pre Heating: 0° C e futuros problemas durante a utilização da estrutura metálica em questão causadas
Interpasse máximo ( °C ) / Maximum Interpass: ≤ 220 ºC pelo aumento de indução de hidrogênio no metal de solda devido a indução de hidrogênio
TRATAMENTO TÉRMICO / Heat Treatment pelo revestimento galvanizado durante a execução da soldagem e fumos e gases que dificultam
Temp. de patamar /Holding Temp .( °C ) N. A. a visbilidade do trabalho a ser executado pelo soldador.
Tempo de patamar / Holding time ( min) N. A. Estudos realizados pelo ILZRO, demostram que as propriedades mecãnicas como: tração,
Taxa de aquec. / Heating Rate ( °C / h ) N. A. dobramento e impacto do metal de solda em aços galvanizados são equivalentes aos aços
Taxa de resfriamento./ Cooling Rate ( °C / h ) N. A. não galvanizados bem como a resistência de fratura no cordão de solda.
Referência: AWS D 19.0, Welding and Hot-Dip Galvanizing (AGA )
NOTA/Note : AGA = American Galvanizers Association ILZRO = International Lead Zinc Research Organization CJP= Pnetração total
Vazão do gás Largura do
Consumível Corrente Tensão/ Temp. Interpasses Veloc. Avanço
Processo Flux rate passe
Passe/Camada Current Tension
Process Consumable (l/min.) Interpass temperature Width bead Speed travel
Pass/ Layer
Ø Tocha Purga
Filler metal mm (A) (V) Torch Purge
( ºC ) ( mm ) ( cm/min )
1 SMAW E 7018 H4R 3.25 120 26 N.A N. A. − 8 120
2 SMAW E 7018 H4R 3.25 120 24 N.A N. A. 80 10 120
3, 4 SMAW E 7018 H4R 3.25 120 23 N.A N. A. 120 12, 12 130
5, 6, 7 SMAW E 7018 H4R 3.25 115 20 N.A N. A. 160 12 , 15, 15 100
8, 9, 10, 11 SMAW E 7018 H4R 3.25 115 21 N.A N. A. 220 10, 15, 15, 10 95
SOLDADOR/Welder: César Ferraz Das Neves CHAPA /Register N/A SINETE/Stamp: C.F.N
Data/Date: 14/ 11 /23 Data/ Date 14/ 11 / 23 Data/Date: _____/______/_____
Ronaldo Pascoal Da Costa Júnior
CREA: 507.093.996.0
Engenheiro Civil
FABRICANTE RESPONSÁVEL TÉCNICO Cliente
Manufacturer Responsable Tecnician Client
REGISTRO DE QUALIFICAÇÃO DE PROCEDIMENTO DE SOLDAGEM RQPS/ PQR 001D Rev. 0
Data/ Date
PROCEDURE QUALIFICATION RECORD 01/11/2023
Folha:
EMPRESA / Company: RP CONSTRUÇÕES E ESTRUTURAS METÁLICAS LTDA. Sheet
2/2
ENSAIOS MECÂNICOS MECHANICAL
1.0 TESTS 74,0mm
TRAÇÃO/TENSION
Largura (mm) Espessura (mm) Área (mm²) Carga ( N ) Tensão (MPa) Valor mínimo Localização da
CORPO DE PROVA Laudo
especificado fratura
Coupon Nº Width Thickness Area Load Tension Spec.minimum Fracture Position Result
TJS 01 19.9 24.9 495.51 287.923 581 SOLDA Aprovado Approved
400 MPa
TJS 02 19.9 26.0 497.50 284.638 572 SOLDA Aprovado Approved
ENSAIO DE DOBRAMENTO/Bend Test
Identificação Dimensões ( mm ) Ø Cutelo (mm) Distância entre roletes ( mm ) Ângulo Laudo
Identification Dimensions Plunger Distance between rollers Angle Result
DL1 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL2 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL3 10 x 20 x 200 40,0 63 180° Aprovado/Approved
DL4 10 x 20 x 200 40,0 63 180° Aprovado/Approved
Laboratório: Relatório N°: Laudo: Aprovado
Laboratory
TEAM LAB
Report
16946/2023 Rev 00 Result Approved
ENSAIO DE DUREZA / Hardness Test
Preparação: Método de ensaio Critério de aceitação:
N.A N.A N.A
Preparation Test method Acceptance criteria
IMPRESSÃO / Impression / - FACE/Face
MEDIÇÃO EM HBW - 10 - 3000 Kgf
MB 1 ZTA 1 MS ZTA 2 MB 2
- - - - -
- - - - -
- - - - -
IMPRESSÃO / Impression / - FACE /Face
MEDIÇÃO EM HBW - 10 - 3000 Kgf
MB 1 ZTA 1 MS ZTA 2 MB 2
- - - - -
- - - - -
- - - - -
Laboratório: Relatório: Laudo:
N.A N.A N.A
Laboratory Report Result:
EXAME MACROGRÁFICO / Macrograph Test
Preparação: Método de ensaio: Critério de aceitação:
N. A. N. A. N. A.
Preparation Test method : Acceptance criteria
Aumento / Increase -
Trinca na ZTA / ZTA crack -
Trinca no metal de base / Metal base crack -
Outras descontinuidades/ Others descontinuities - Falta de fusão/ Lack of fusion
Laboratório: Relatório: Laudo:
N. A. N. A. N. A.
Laboratory Report Result:
ANÁLISE QUÍMICA/Chemical Analisys (%)
Si Mn P S Cr Ni Mo Cu V
M. Base
- - - - - - - - -
Solda - - - - - - - - -
Laboratório: Relatório: Laudo:
N. A. N. A. N. A.
Laboratory Report Result:
ENSAIO RADIOGRÁFICO / Radiographic Test
Preparação: Método de ensaio: Critério de aceitação:
MTC 036 REV. 05 MTC 036 REV. 05 AWS D1.1
Preparation Test method : N.A
Acceptance of criteria
Laboratório: Relatório: Laudo: Aprovado
METALTEC-EBE 2142/2023 Result: Approved
Laboratory Report
CERTIFICADOS / CORRIDAS / Certificates/Heats
Chapa/ Plate: Cert.:83.045.30005-10 Corrida/heat: 27.109.103 (GERDAU) Eletrodo/electrode: Cert.: 660.560E Corrida/heat: N.A ( DENVER SOLDAS )
Termômetro/ Infrav.InfraredThermometer: : 9534/23 Calibre de Solda / Weld caliper 3918/23 A.V.A / Voltameter 326/23
Obs.
Nós certificamos que os valores contidos neste registro estão corretos e que o corpo de prova de teste, foi preparado, soldado e testado de acordo
com os requisitos do código AWS D1.1 Edição 2020.
Data/Date: 14/ 11 / 23 Data/Date: 14 / 11 / 23 Data/Date: ______/________/_______
Ronaldo Pascoal Da Costa Júnior
CREA: 507.093.996.0
Engenheiro civil
FABRICANTE RESPONSÁVEL TÉCNICO Cliente
Manufacturer Responsable Tecnician Client
Você também pode gostar
- CQS 802-22 Valtair Alkimin S-36 MIG e FCAWDocumento3 páginasCQS 802-22 Valtair Alkimin S-36 MIG e FCAWFernandes ServiceAinda não há avaliações
- Certificado de Qualificação de Soldador Jailson Bezerra LinsDocumento1 páginaCertificado de Qualificação de Soldador Jailson Bezerra LinscristianoAinda não há avaliações
- Registro de Qualificação de SoldagemDocumento3 páginasRegistro de Qualificação de SoldagemSid NeiAinda não há avaliações
- 849-Haste Da CatarinaDocumento1 página849-Haste Da CatarinaMaxdowell BarbosaAinda não há avaliações
- RASGERALDocumento13 páginasRASGERALRICARDOAinda não há avaliações
- CQS 785-22 Kellven Siqueira S-19 MIG e FCAWDocumento3 páginasCQS 785-22 Kellven Siqueira S-19 MIG e FCAWFernandes ServiceAinda não há avaliações
- Procedimento de soldagem SMAW junta topoDocumento2 páginasProcedimento de soldagem SMAW junta topoLincoln GustavoAinda não há avaliações
- Registro de Qualificação de Soldagem (RQPSDocumento3 páginasRegistro de Qualificação de Soldagem (RQPSgarbazzaAinda não há avaliações
- WPS - Arthur FerreiraDocumento2 páginasWPS - Arthur FerreiraArthur SilvaAinda não há avaliações
- Aws Er S-21Documento2 páginasAws Er S-21Bruno MoraisAinda não há avaliações
- Certificado de CalidadDocumento1 páginaCertificado de Calidadjoe_yashiroAinda não há avaliações
- Certificados de Calidad MaterialesDocumento12 páginasCertificados de Calidad MaterialesLaura CondizaAinda não há avaliações
- Soldagem de aço inoxidável 304 em diferentes posiçõesDocumento4 páginasSoldagem de aço inoxidável 304 em diferentes posiçõesAlex SouzaAinda não há avaliações
- 3-RRS - 001-20 NimbaheraDocumento2 páginas3-RRS - 001-20 Nimbaheraalexsandro_dias_1Ainda não há avaliações
- A2-Documentos Técnicos PDFDocumento8 páginasA2-Documentos Técnicos PDFRodrigo Pereira Da SilvaAinda não há avaliações
- 21.03.2022 004315705701 196797622 / 000014 Agofer S.A. Duferco SaDocumento1 página21.03.2022 004315705701 196797622 / 000014 Agofer S.A. Duferco SaAumerle BernateAinda não há avaliações
- EPS_RQPS-002 - SMAW - AWS D1.1 - 3GDocumento4 páginasEPS_RQPS-002 - SMAW - AWS D1.1 - 3GMichel MarcusAinda não há avaliações
- Inove Eps Mag 001Documento12 páginasInove Eps Mag 001RICARDOAinda não há avaliações
- Certificado de ParafusosDocumento1 páginaCertificado de ParafusosMauro CostaAinda não há avaliações
- Inove Eps 002Documento22 páginasInove Eps 002RICARDOAinda não há avaliações
- Procedimento de Soldagem Da Execultante Modelo 1Documento2 páginasProcedimento de Soldagem Da Execultante Modelo 1Ciro Borges FerreiraAinda não há avaliações
- Plancha H.R 6mm Cuerpo-TechoDocumento1 páginaPlancha H.R 6mm Cuerpo-TechoHugo F Barrera AlvaradoAinda não há avaliações
- Taxas Pintura de LigaçãoDocumento1 páginaTaxas Pintura de LigaçãoJocimar CamposAinda não há avaliações
- Rqps 002 Ai Tig EletrodoDocumento3 páginasRqps 002 Ai Tig EletrodoMarllon SilvaAinda não há avaliações
- Inove Eps 001Documento22 páginasInove Eps 001RICARDOAinda não há avaliações
- Rqps 002 - Ai - Tig+EletrodoDocumento2 páginasRqps 002 - Ai - Tig+EletrodoWenderson Oliveira100% (1)
- Rqs-027 at em ElaborçãoDocumento1 páginaRqs-027 at em ElaborçãoAndrei RossiAinda não há avaliações
- Certificado de Qualidade/Mill Test / Quality CertificateDocumento1 páginaCertificado de Qualidade/Mill Test / Quality CertificatestefanyAinda não há avaliações
- BÖHLER NiCuCr MC-S-B + UV C 418 TTDocumento1 páginaBÖHLER NiCuCr MC-S-B + UV C 418 TTlazaroccsAinda não há avaliações
- Certificado de Qualidade para Válvula TriploDocumento5 páginasCertificado de Qualidade para Válvula TriploDrone EduAinda não há avaliações
- Certificado de Qualidade para Válvula de BolaDocumento8 páginasCertificado de Qualidade para Válvula de BolaDrone EduAinda não há avaliações
- Especificação Do Procedimento de Soldagem: Eps #Folha DataDocumento2 páginasEspecificação Do Procedimento de Soldagem: Eps #Folha DataTiago Reis100% (1)
- CQS S 008.22 S 011.22 Rev.0 SMAW AWS D1.1-1-2Documento2 páginasCQS S 008.22 S 011.22 Rev.0 SMAW AWS D1.1-1-2Michel MarcusAinda não há avaliações
- Índice de Revisões: Especificação Técnica ET-5220.00-2316-200-GAZ-001Documento132 páginasÍndice de Revisões: Especificação Técnica ET-5220.00-2316-200-GAZ-001Cristiano RochinhaAinda não há avaliações
- Doc-20230302-Wa0049 230621 221659Documento2 páginasDoc-20230302-Wa0049 230621 221659Walter Rubén Choque VillgasAinda não há avaliações
- Prontuário do vaso de pressão industrial com detalhes técnicosDocumento1 páginaProntuário do vaso de pressão industrial com detalhes técnicosgarbazza0% (1)
- Smaw - EpsDocumento2 páginasSmaw - EpsMarllon SilvaAinda não há avaliações
- Inove Eps e 001Documento14 páginasInove Eps e 001RICARDOAinda não há avaliações
- Conserto válvulas macho 50 anos experiênciaDocumento3 páginasConserto válvulas macho 50 anos experiênciaErasmo GOMES BONIFACIOAinda não há avaliações
- Ensaio Líquido PenetranteDocumento12 páginasEnsaio Líquido PenetrantekleissonAinda não há avaliações
- RF 4510 21Documento6 páginasRF 4510 21Drone EduAinda não há avaliações
- RQPS - Te 01-AcDocumento2 páginasRQPS - Te 01-AcCiro Borges FerreiraAinda não há avaliações
- P 03 SoldagemDocumento7 páginasP 03 SoldagemJonathan ReisAinda não há avaliações
- Certificado nf000662150Documento5 páginasCertificado nf000662150FábioAinda não há avaliações
- 10cv 4 P Trif ArDocumento1 página10cv 4 P Trif Arsamuel medeirosAinda não há avaliações
- 3 4cv, 2polosDocumento1 página3 4cv, 2polosOrlandoAinda não há avaliações
- RM 7650 80 Mew 0009 Materiais de Instrumentacao Rev00Documento14 páginasRM 7650 80 Mew 0009 Materiais de Instrumentacao Rev00Marlon ÍtaloAinda não há avaliações
- Certificado de Qualidade para Chapa Grossa de AçoDocumento2 páginasCertificado de Qualidade para Chapa Grossa de Açopaulo ribeiroAinda não há avaliações
- Cálculo mecânico de filtro de gás naturalDocumento2 páginasCálculo mecânico de filtro de gás naturalcarlosmilfontAinda não há avaliações
- Relatórios técnicos de aterramento e SPDA de áreas industriaisDocumento28 páginasRelatórios técnicos de aterramento e SPDA de áreas industriaisVilmar SiqueiraAinda não há avaliações
- Eps - Ac190722Documento2 páginasEps - Ac190722Alejandra Rueda MendozaAinda não há avaliações
- ReportDocumento1 páginaReportAlexandro JuniorAinda não há avaliações
- Ensaio de partículas magnéticas para relatório de inspeçãoDocumento1 páginaEnsaio de partículas magnéticas para relatório de inspeçãoWesley Marcos de PaulaAinda não há avaliações
- Composição Química: Total MateriaDocumento2 páginasComposição Química: Total MateriaMarcelo LemosAinda não há avaliações
- RF 4522 21Documento8 páginasRF 4522 21Drone EduAinda não há avaliações
- Project Nº: Project Name: Issued By: Client: Isometric Nº: Date: ImsDocumento1 páginaProject Nº: Project Name: Issued By: Client: Isometric Nº: Date: ImsManuel PereiraAinda não há avaliações
- 12 UP40005-X-6NP00013 Rev 02 Qualificação Processo Soldagem Soldadores CDocumento14 páginas12 UP40005-X-6NP00013 Rev 02 Qualificação Processo Soldagem Soldadores CMauro CostaAinda não há avaliações
- Welding Acomplish Report RevisadoDocumento2 páginasWelding Acomplish Report RevisadoRICARDOAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Cálculo de Espessura de Película ÚmidaDocumento3 páginasCálculo de Espessura de Película ÚmidaRICARDOAinda não há avaliações
- Reservatorio Circular - Apoiado SoloDocumento89 páginasReservatorio Circular - Apoiado SoloxuqueteAinda não há avaliações
- Desenho Do Croqui CoracortheDocumento1 páginaDesenho Do Croqui CoracortheRICARDOAinda não há avaliações
- Inove Eps 001Documento22 páginasInove Eps 001RICARDOAinda não há avaliações
- Organização de Documentos - Mesa Etiqueta Pasta LDocumento3 páginasOrganização de Documentos - Mesa Etiqueta Pasta LRICARDOAinda não há avaliações
- Leak Testing ReportDocumento1 páginaLeak Testing ReportRICARDOAinda não há avaliações
- REL-16945-23 Rev.00 - INOVEDocumento3 páginasREL-16945-23 Rev.00 - INOVERICARDOAinda não há avaliações
- Inove Eps 002Documento22 páginasInove Eps 002RICARDOAinda não há avaliações
- Dimensionamento de InfraestruturaDocumento32 páginasDimensionamento de InfraestruturaBárbara Magalhaes SimionattoAinda não há avaliações
- Relatório Centro de Controle de MotoresDocumento3 páginasRelatório Centro de Controle de MotoresRICARDOAinda não há avaliações
- Welding Acomplish Report RevisadoDocumento2 páginasWelding Acomplish Report RevisadoRICARDOAinda não há avaliações
- Memo Descrit Metalica PredioDocumento7 páginasMemo Descrit Metalica PredioRICARDOAinda não há avaliações
- Cálculo - ToRQUE - ParafusosDocumento2 páginasCálculo - ToRQUE - ParafusosromuloacAinda não há avaliações
- Verificação de Documentação Técnica de Soldagem - 03Documento12 páginasVerificação de Documentação Técnica de Soldagem - 03RICARDOAinda não há avaliações
- Relatório decapagem tanques aço inoxDocumento1 páginaRelatório decapagem tanques aço inoxRICARDOAinda não há avaliações
- SEMANA 4 A1 Fisico-Quimica GeorgeDocumento33 páginasSEMANA 4 A1 Fisico-Quimica GeorgeLucas Teixeira CoelhoAinda não há avaliações
- Quim 8 A 10 ClasseDocumento11 páginasQuim 8 A 10 ClasseNelsonAinda não há avaliações
- NBR 17240Documento62 páginasNBR 17240Débora MeirelesAinda não há avaliações
- MG Telaris Essencial - CIENCIASDocumento12 páginasMG Telaris Essencial - CIENCIASlcsfdeus510% (1)
- Fispq EndurecedorDocumento14 páginasFispq EndurecedorGilberto TanjoniAinda não há avaliações
- 32 80 PBDocumento83 páginas32 80 PBFausto NogueiraAinda não há avaliações
- Aula Unidade 1 - Materia e MedidasDocumento23 páginasAula Unidade 1 - Materia e MedidasUlissesAinda não há avaliações
- Cinemática e dinâmica na prova de admissãoDocumento8 páginasCinemática e dinâmica na prova de admissãoDjune 23Ainda não há avaliações
- Associação de resistores e medição de corrente e tensãoDocumento86 páginasAssociação de resistores e medição de corrente e tensãoEmerson SantosAinda não há avaliações
- Caracterização de litotipos da região de Formiga-MG quanto à presença de metaisDocumento7 páginasCaracterização de litotipos da região de Formiga-MG quanto à presença de metaisANÍSIO CLÁUDIO RIOS FONSECAAinda não há avaliações
- Aula 4 Fármacos AromáticosDocumento45 páginasAula 4 Fármacos AromáticosCélia RibeiroAinda não há avaliações
- Química Teórica Aplicada IDocumento3 páginasQuímica Teórica Aplicada IMatheus guimarães100% (1)
- Lista de exercícios - Cálculo de ReatoresDocumento27 páginasLista de exercícios - Cálculo de Reatoreszqstsnfph ghwdpawtnAinda não há avaliações
- Catálogo Mangueiras Hidráulicas BalflexDocumento48 páginasCatálogo Mangueiras Hidráulicas Balflexananda0% (1)
- 2017 SemifinalDocumento33 páginas2017 SemifinaliolaAinda não há avaliações
- Origens da Vida, da Terra e do UniversoDocumento60 páginasOrigens da Vida, da Terra e do UniversoIvone DelmiroAinda não há avaliações
- FeldspatoDocumento5 páginasFeldspatoDéboraAinda não há avaliações
- Norma Petrobras sobre soldagem e trepanação em operaçãoDocumento47 páginasNorma Petrobras sobre soldagem e trepanação em operaçãoCarlos EduardoAinda não há avaliações
- Relatório Síntese Da Acetanilida 2Documento6 páginasRelatório Síntese Da Acetanilida 2MarcosOliveiraAinda não há avaliações
- Exercício de Revisão - TermologiaDocumento1 páginaExercício de Revisão - TermologiaVeyber ValterAinda não há avaliações
- Aula 00Documento108 páginasAula 00Ederson RosentalAinda não há avaliações
- Exercícios PolímerosDocumento2 páginasExercícios PolímerosFenix9Man3Ainda não há avaliações
- Aula 06Documento41 páginasAula 06João Vitor QuintasAinda não há avaliações
- Atividades FrenteDocumento10 páginasAtividades FrenteMariaAinda não há avaliações
- Tecnica de Azul de Metileno - UnlockedDocumento176 páginasTecnica de Azul de Metileno - UnlockedLucas AlvesAinda não há avaliações
- Condutividade Elétrica e Solubilidade de Compostos QuímicosDocumento23 páginasCondutividade Elétrica e Solubilidade de Compostos QuímicosJuliana v.Ainda não há avaliações
- Melhoria do processo de pigmentação de tintasDocumento7 páginasMelhoria do processo de pigmentação de tintasThamires Furtuoso AlexandreAinda não há avaliações
- Tecumseh Tab de Aplicaocompressor Comercial EsDocumento3 páginasTecumseh Tab de Aplicaocompressor Comercial EsReinaldo JoseAinda não há avaliações
- Prova OrganicaDocumento1 páginaProva OrganicaISABELLA MARQUES DO NASCIMENTOAinda não há avaliações
- A Resistência e A Metodologia para Seu AperfeiçoamentoDocumento34 páginasA Resistência e A Metodologia para Seu AperfeiçoamentoGabriel FelipeAinda não há avaliações