Você também pode gostar
- Mapa Mental - QUÍMICADocumento16 páginasMapa Mental - QUÍMICARaquel Santos PalmaAinda não há avaliações
- N-0250-Montagem de Isolamento A Alta TemperaturaDocumento57 páginasN-0250-Montagem de Isolamento A Alta TemperaturaJonas100% (2)
- Procedimento de Soldagem de TubulaestubulaesDocumento136 páginasProcedimento de Soldagem de TubulaestubulaesMarcelo Rubens F. SilvaAinda não há avaliações
- Aplicação de TorqueDocumento10 páginasAplicação de TorqueNilton NetoAinda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Teste Hidrostático e Pneumático de Tubulações - Rev03 PDFDocumento11 páginasTeste Hidrostático e Pneumático de Tubulações - Rev03 PDFestradeiro100% (1)
- Normas de Qualificacao e FabricacaoDocumento25 páginasNormas de Qualificacao e FabricacaoHeygleson Henrique de MirandaAinda não há avaliações
- Literatura Infantojuvenil - CompletaDocumento51 páginasLiteratura Infantojuvenil - CompletaJonathan Reis100% (1)
- Procedimento de TubulaçãoDocumento132 páginasProcedimento de TubulaçãoFredney Damasceno86% (7)
- Procedimento de Solda No ChassisDocumento39 páginasProcedimento de Solda No ChassisDaniel880360% (1)
- 02manual de Solda Comp Eletrônicos PDFDocumento19 páginas02manual de Solda Comp Eletrônicos PDFRenanAinda não há avaliações
- CaldeirasDocumento277 páginasCaldeirasGouveia GouveiaAinda não há avaliações
- MANUAL SOPRADOR CR - 2Documento113 páginasMANUAL SOPRADOR CR - 2bonneberger100% (1)
- PGO-ALTUS-022 - Procedimento de Pré Montageme Montagem de Estruturas MetálicasDocumento13 páginasPGO-ALTUS-022 - Procedimento de Pré Montageme Montagem de Estruturas MetálicasIngrid Lobato100% (1)
- Data Book 1M - 10KGF - CM (102529)Documento31 páginasData Book 1M - 10KGF - CM (102529)Rafael Martins LucasAinda não há avaliações
- Modelo Pgrss 2023Documento9 páginasModelo Pgrss 2023Gabriella Candido Ferrari100% (1)
- PAR 001-2018 - Vaporizador TC - 403 Da Coluna T-401Documento4 páginasPAR 001-2018 - Vaporizador TC - 403 Da Coluna T-401alexsandro_dias_1100% (1)
- IT-08-046Rev.01 - Execução de SoldagemDocumento6 páginasIT-08-046Rev.01 - Execução de SoldagemRodrigo SousaAinda não há avaliações
- Acompanhamento de SoldagemDocumento19 páginasAcompanhamento de SoldagemRafael SoaresAinda não há avaliações
- Procedimento de SoldagemDocumento4 páginasProcedimento de SoldagemMarco PiresAinda não há avaliações
- INS-1.15 Soldagem Aluminotérmica de TrilhoDocumento12 páginasINS-1.15 Soldagem Aluminotérmica de TrilhoPaulo Henrique Gomes AlvesAinda não há avaliações
- Civil - Execução de ArmaçãoDocumento8 páginasCivil - Execução de ArmaçãoJúnior CapelaAinda não há avaliações
- ET.31.195.00 - Suporte para Fixação de Chave Fusível e Pára - Raios em CruzetaDocumento5 páginasET.31.195.00 - Suporte para Fixação de Chave Fusível e Pára - Raios em CruzetaNyels Anderson Llanos MendozaAinda não há avaliações
- Prontuario MotoDocumento1 páginaProntuario MotoMikhail Tibes Soares100% (1)
- EI-AUT-001 - Rev00 - Inspeção Ultrassom Phased ArrayDocumento17 páginasEI-AUT-001 - Rev00 - Inspeção Ultrassom Phased ArrayPaula BowieAinda não há avaliações
- ET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Documento11 páginasET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Anna VerônicaAinda não há avaliações
- Diagrama de Ellingham - Metalurgia ExtrativaDocumento9 páginasDiagrama de Ellingham - Metalurgia ExtrativaCássio Martins Vampeta100% (1)
- Ficha - MESintra-cópiaDocumento3 páginasFicha - MESintra-cópiamagdaguima100% (2)
- Papel Timbrado DMDocumento4 páginasPapel Timbrado DMDarci Santiago SantosAinda não há avaliações
- Pino para IsoladorDocumento10 páginasPino para IsoladorGeorge Romero Tadeu Carvalho NunesAinda não há avaliações
- NR 20 - Hydrotreatment-ReactorsDocumento4 páginasNR 20 - Hydrotreatment-ReactorsCPSSTAinda não há avaliações
- Modelo de Slides para Apresentação em PowerpointDocumento20 páginasModelo de Slides para Apresentação em PowerpointSuellen CosthaAinda não há avaliações
- Especificação Técnica - Distribuição ETD 007.01.93 Vara de ManobraDocumento3 páginasEspecificação Técnica - Distribuição ETD 007.01.93 Vara de ManobraLeonel CarmoAinda não há avaliações
- Ged 12064Documento18 páginasGed 12064Marcos MoraisAinda não há avaliações
- Normas - Asme Sec - VIIIDocumento7 páginasNormas - Asme Sec - VIIISantos SilvestreAinda não há avaliações
- ET 188 EQTL Normas e Padroes Arruela PresilhaDocumento5 páginasET 188 EQTL Normas e Padroes Arruela PresilhaSilvio LoboAinda não há avaliações
- ET.31.111.04 - Arruela QuadradaDocumento6 páginasET.31.111.04 - Arruela QuadradaAilton MaiaAinda não há avaliações
- IT-EE-001 - Soldagem Tubulação ODDocumento5 páginasIT-EE-001 - Soldagem Tubulação ODClaudio Barnabe0% (1)
- Calculo de Expansão ModeloDocumento6 páginasCalculo de Expansão ModeloVenicio AchermanAinda não há avaliações
- POP-06-048 - Soldagem de Barramento Rígido v.1Documento6 páginasPOP-06-048 - Soldagem de Barramento Rígido v.1Gustavo HeltAinda não há avaliações
- Inove RQPS GeralDocumento8 páginasInove RQPS GeralRICARDOAinda não há avaliações
- NTS 060 - SabespDocumento24 páginasNTS 060 - SabespDeivide AntonioAinda não há avaliações
- Janela Maxim ArDocumento2 páginasJanela Maxim ArZelk sAinda não há avaliações
- Soldagem de PinosDocumento8 páginasSoldagem de Pinoslau RomeraAinda não há avaliações
- Manual CAP8 Revisão 09-05-11 SBRDocumento75 páginasManual CAP8 Revisão 09-05-11 SBRIeve FerreiraAinda não há avaliações
- 12 UP40005-X-6NP00013 Rev 02 Qualificação Processo Soldagem Soldadores CDocumento14 páginas12 UP40005-X-6NP00013 Rev 02 Qualificação Processo Soldagem Soldadores CMauro CostaAinda não há avaliações
- NTC812096 PDFDocumento3 páginasNTC812096 PDFPedro Gabriel IzabelAinda não há avaliações
- Manual Técnico - VGM 200 - TAG 5015-VG01-02Documento7 páginasManual Técnico - VGM 200 - TAG 5015-VG01-02alanfbventuraAinda não há avaliações
- Execução de Solda de Topo Por Termofusão (Procedimento)Documento11 páginasExecução de Solda de Topo Por Termofusão (Procedimento)rafael castorAinda não há avaliações
- Aula 04 - Montagem em Superfície SMT PDFDocumento62 páginasAula 04 - Montagem em Superfície SMT PDFJoão CeraAinda não há avaliações
- Vara de ManobraDocumento7 páginasVara de ManobraJeferson NorbertoAinda não há avaliações
- ET.118.EQTL - Normas e Padrões - Pino AutotravanteDocumento12 páginasET.118.EQTL - Normas e Padrões - Pino AutotravanteLucasBiavadeFreitasAinda não há avaliações
- CPE-075-SM-SM-003 Serviços de Corte-Solda e Trepanação - Rev (1) - 02Documento6 páginasCPE-075-SM-SM-003 Serviços de Corte-Solda e Trepanação - Rev (1) - 02Marcio BarretoAinda não há avaliações
- Manual Ae30 Ae30aDocumento12 páginasManual Ae30 Ae30aCaio LeonardoAinda não há avaliações
- Manual de Operacao e Manutencao Ventiladores RevcDocumento20 páginasManual de Operacao e Manutencao Ventiladores RevcBruno LufierAinda não há avaliações
- Purgador de Bóia FTA 550-Installation Maintenance ManualDocumento12 páginasPurgador de Bóia FTA 550-Installation Maintenance ManualleoAinda não há avaliações
- IICE005 Instrucao de SoldagemDocumento9 páginasIICE005 Instrucao de SoldagemJero Lima GomesAinda não há avaliações
- FTSPC 008 - AnteparoDocumento1 páginaFTSPC 008 - Anteparoantonio fragaAinda não há avaliações
- EPS 40 Soldagem Robotizada Ao CarbonoDocumento22 páginasEPS 40 Soldagem Robotizada Ao CarbonoFelipe MoraesAinda não há avaliações
- MTB-IT-001-20 - Aperto de Parafuso Com Controle de Torque Pelo Moetodo de Rotação Da PorcaDocumento5 páginasMTB-IT-001-20 - Aperto de Parafuso Com Controle de Torque Pelo Moetodo de Rotação Da PorcaPaulo CésarAinda não há avaliações
- Manual Ansimag KM1515Documento26 páginasManual Ansimag KM1515Felipe MachadoAinda não há avaliações
- 14 - UP40005-X-6NP00015 - Rev - 01 - Montagem - Paineis - Eletricos - CDocumento6 páginas14 - UP40005-X-6NP00015 - Rev - 01 - Montagem - Paineis - Eletricos - CMauro CostaAinda não há avaliações
- ANP LP-002 19 ADocumento12 páginasANP LP-002 19 AJonathan ReisAinda não há avaliações
- Anexo J - Modelos de FIA, RMA e REM - 2021 ABRIL01Documento1 páginaAnexo J - Modelos de FIA, RMA e REM - 2021 ABRIL01Jonathan ReisAinda não há avaliações
- Avi GeologiaDocumento1 páginaAvi GeologiaJonathan Reis0% (1)
- Condição de SoldagemDocumento15 páginasCondição de SoldagemElton Neves da SilvaAinda não há avaliações
- 3-Substâncias Elementares e CompostasDocumento28 páginas3-Substâncias Elementares e CompostasMárcioPinhoAinda não há avaliações
- Relatorio de Acido SulfuricoDocumento25 páginasRelatorio de Acido SulfuricoBernardo ArmandoAinda não há avaliações
- Catalogo Haoxi 2016Documento44 páginasCatalogo Haoxi 2016Anonymous dGFqrw5vOAinda não há avaliações
- Proj Final C-Capa 2018Documento174 páginasProj Final C-Capa 2018Higor MartinsAinda não há avaliações
- PiniDocumento9 páginasPiniLilian SokoloskiAinda não há avaliações
- Apresentaçao Ciencias Dos MateriaisDocumento10 páginasApresentaçao Ciencias Dos MateriaisAndrielly CarolineAinda não há avaliações
- Lista Olimpiada 2° AnoDocumento7 páginasLista Olimpiada 2° AnoEder Soares0% (1)
- Teste de Chamas ResumoDocumento3 páginasTeste de Chamas Resumo24300 Alexandra DamieanAinda não há avaliações
- Tabela para Calculo de Calha RetangularDocumento19 páginasTabela para Calculo de Calha RetangularBruno Romazzini de Araujo100% (1)
- Lista de Exercicios 1Documento22 páginasLista de Exercicios 1rafaelsgAinda não há avaliações
- A Terra Está Envolvida e Protegida Por Várias Camadas Gasosas Que Constituem ADocumento2 páginasA Terra Está Envolvida e Protegida Por Várias Camadas Gasosas Que Constituem ASuzana Neves100% (1)
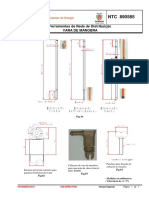
- Ferramentas para Instalações Elétricas PrediaisDocumento34 páginasFerramentas para Instalações Elétricas Prediaisrangelprt0% (1)
- Quiz - Propriedades Dos Materiais e TPDocumento8 páginasQuiz - Propriedades Dos Materiais e TPjoniAinda não há avaliações
- NBR 06649 - 1986 - Chapas Finas A Frio de Aço Carbono para Uso Estrutural PDFDocumento2 páginasNBR 06649 - 1986 - Chapas Finas A Frio de Aço Carbono para Uso Estrutural PDFVinicius Monteiro AmaralAinda não há avaliações
- Renovação FarolDocumento7 páginasRenovação FarolleofacilAinda não há avaliações
- Editado - Matheus Graminho Capelini - Trabalho de Pesquisa - Intolerância ReligiosaDocumento4 páginasEditado - Matheus Graminho Capelini - Trabalho de Pesquisa - Intolerância ReligiosaMatheus Graminho CapeliniAinda não há avaliações
- ACO 011 CatalogoMasterBarrasAco WEBDocumento14 páginasACO 011 CatalogoMasterBarrasAco WEBJardelBezerAinda não há avaliações
- Roteiro Experimental Construindo Uma Rede de PolímerosDocumento2 páginasRoteiro Experimental Construindo Uma Rede de PolímerosVAGNER DOS SANTOS SANTANAAinda não há avaliações
- Carvão MineralDocumento5 páginasCarvão MineralJuliana LisboaAinda não há avaliações
- Cálculo ImpactoDocumento2 páginasCálculo ImpactogreicifrauchesAinda não há avaliações
- Recursos Subsolo II 14-15 - GinaDocumento40 páginasRecursos Subsolo II 14-15 - GinaGina Espenica100% (1)
- Professor Evandro VianaDocumento17 páginasProfessor Evandro VianaEvandroVianaAinda não há avaliações
- 1 Lista 1 Per 2 Ano Do EMDocumento10 páginas1 Lista 1 Per 2 Ano Do EMCarol OliveiraAinda não há avaliações
- Propriedades Dos MateriaisDocumento29 páginasPropriedades Dos MateriaisTatiana OlegovnaAinda não há avaliações