Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- EG-L-401 Caldeiraria Rev 5Documento23 páginasEG-L-401 Caldeiraria Rev 5erinetoAinda não há avaliações
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Relacao de Soldadores Qualificados ASMEDocumento1 páginaRelacao de Soldadores Qualificados ASMEEderAinda não há avaliações
- Vaso Modelo 11 Bar R00-Plano de SoldagemDocumento1 páginaVaso Modelo 11 Bar R00-Plano de Soldagemrodrigoq1100% (1)
- N-2279 Inspeção Placa de OrificioDocumento15 páginasN-2279 Inspeção Placa de Orificioedcam13100% (1)
- N-293 Contec: Rev. G 01 / 2011Documento34 páginasN-293 Contec: Rev. G 01 / 2011Fernando GavaAinda não há avaliações
- Padrão de AmaciamentoDocumento6 páginasPadrão de AmaciamentoMax RochaAinda não há avaliações
- Norma Pintura de TubulaçãoDocumento10 páginasNorma Pintura de TubulaçãoDanillo_RodrigoAinda não há avaliações
- Roteiro Básico para Inspeção em Tanques - IEqDocumento9 páginasRoteiro Básico para Inspeção em Tanques - IEqalexsandro_dias_1Ainda não há avaliações
- Controle de Desempenho de SoldadoresDocumento2 páginasControle de Desempenho de SoldadoresRodrigo SousaAinda não há avaliações
- 430466-G-ATP-RG003801 - R-00 - Relatório de Inspeção de Medidor de Descontinidade - Holiday DetectorDocumento2 páginas430466-G-ATP-RG003801 - R-00 - Relatório de Inspeção de Medidor de Descontinidade - Holiday DetectorNubia MaitanaAinda não há avaliações
- EG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12Documento76 páginasEG-M-402 Tratamento Superficie Pintura Protecao Acabamento Rev 12MauroDosSantosCosta0% (1)
- Prova Petrobras - Inspetor de EquipamentosDocumento13 páginasProva Petrobras - Inspetor de EquipamentosTreinamentos MhsAinda não há avaliações
- ASME VIII-Div1 Inspeç - o Bigal 1Documento1 páginaASME VIII-Div1 Inspeç - o Bigal 1Venicio AchermanAinda não há avaliações
- Microsoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDocumento3 páginasMicrosoft Word - Asme V Artigo 9 Edição 2004 TraduzidoDaniel RochaAinda não há avaliações
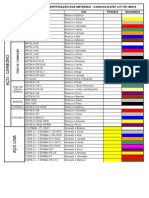
- Tabela de CoresDocumento2 páginasTabela de CoresRGuilardi2013Ainda não há avaliações
- Astm A106 TuboDocumento96 páginasAstm A106 TuboJoelAinda não há avaliações
- N-2371 - Inspeção em Serviço - Medição de Espessura A QuenteDocumento8 páginasN-2371 - Inspeção em Serviço - Medição de Espessura A QuenteAntonioBalbino100% (1)
- Astma A 388 TraduçãoDocumento16 páginasAstma A 388 TraduçãoeduardoaantunesAinda não há avaliações
- Abnt NBR 16137Documento9 páginasAbnt NBR 16137Cristiane KassaAinda não há avaliações
- TESTE HIDROESTATICO Com RelatorioDocumento3 páginasTESTE HIDROESTATICO Com RelatorioJefferson BelesAinda não há avaliações
- Eps em BrancoDocumento3 páginasEps em BrancoRicardo AugustoAinda não há avaliações
- Procedimento Petrobras EstanqeuidadeDocumento18 páginasProcedimento Petrobras Estanqeuidadeadolfoeiras6714Ainda não há avaliações
- NomeclaturasDocumento13 páginasNomeclaturasrafwebAinda não há avaliações
- Requisitos Mínimos Caldeias e Vasos ABNT - P. 2Documento44 páginasRequisitos Mínimos Caldeias e Vasos ABNT - P. 2Ederson Guimaraes100% (1)
- Norma - De.pintura Et BFL 01 Se 001r18pDocumento21 páginasNorma - De.pintura Et BFL 01 Se 001r18pLucas CamposAinda não há avaliações
- Versão Traduzida de ASME ANSI B 16 34Documento694 páginasVersão Traduzida de ASME ANSI B 16 34Marcelocross100% (2)
- PT Eng Egme 00 0007Documento37 páginasPT Eng Egme 00 0007Edvania Souza0% (1)
- Escopo de Inspeção de UsinasDocumento11 páginasEscopo de Inspeção de UsinasCarl Miller100% (1)
- API 570 New Revised DocumentDocumento175 páginasAPI 570 New Revised DocumentSathish KumarAinda não há avaliações
- Proteção Anti-Desgaste KalenbornDocumento44 páginasProteção Anti-Desgaste Kalenborngldias100% (1)
- N-2565 Contec: RevalidaçãoDocumento8 páginasN-2565 Contec: RevalidaçãoPaulo Sérgio SantanaAinda não há avaliações
- Manual DM5 - Medidor de EspessuraDocumento105 páginasManual DM5 - Medidor de EspessuraJanainaCM0% (2)
- Norma SuecaDocumento3 páginasNorma Suecayendis1978df100% (2)
- CP-S-501 Estruturas Metalicas Rev 4Documento22 páginasCP-S-501 Estruturas Metalicas Rev 4André Luiz Nogueira100% (2)
- Recebimento de Materiais para LP (Modelo)Documento1 páginaRecebimento de Materiais para LP (Modelo)Dunyor SanAinda não há avaliações
- Gabarito Consumíveis N2Documento7 páginasGabarito Consumíveis N2lks13Ainda não há avaliações
- N-1807 - Medição de RecalqueDocumento13 páginasN-1807 - Medição de RecalqueRodrigo CarneiroAinda não há avaliações
- API 6D - Ensaios de VálvulasDocumento2 páginasAPI 6D - Ensaios de VálvulasPedro Dutra100% (1)
- Bloqueio Com Raquete Ou Figura 8 em Paradas1Documento9 páginasBloqueio Com Raquete Ou Figura 8 em Paradas1Andre WenceslauAinda não há avaliações
- Qualifica Odeprocedimento 120109075432 Phpapp01Documento41 páginasQualifica Odeprocedimento 120109075432 Phpapp01Isaque Bruno VermelhoAinda não há avaliações
- Endoscopia Tubos SR 01 e SR 02 Formador de EspirasDocumento5 páginasEndoscopia Tubos SR 01 e SR 02 Formador de EspirasJosiane Viana100% (2)
- N-1592 Ensaio Nao Destrutivo Identificação de MateriaisDocumento8 páginasN-1592 Ensaio Nao Destrutivo Identificação de MateriaisPaulo NetzAinda não há avaliações
- Contec Sc-14: Rev. G MAI / 2006Documento26 páginasContec Sc-14: Rev. G MAI / 2006ADIMILSON SILVA CABRALAinda não há avaliações
- N-1710 Anexo C - ApDocumento26 páginasN-1710 Anexo C - ApRodrigo Cesar Braga100% (1)
- CDS - Controle de Desempenho de SoldadoresDocumento4 páginasCDS - Controle de Desempenho de SoldadoresEder Silveira Del MestreAinda não há avaliações
- ANSI B16.5 FlangesDocumento1 páginaANSI B16.5 Flangeschoumina100% (1)
- Rev. N 03 / 2017: ProcedimentoDocumento115 páginasRev. N 03 / 2017: ProcedimentoWalter Rigolino100% (2)
- AWS - A-2.4 Simbologia de SoldagemDocumento74 páginasAWS - A-2.4 Simbologia de SoldagemMatheus MartiniAinda não há avaliações
- PR-E-261 Procedimento Inspecao Soldas Rev 2Documento11 páginasPR-E-261 Procedimento Inspecao Soldas Rev 2Claudenir Alves SilvaAinda não há avaliações
- N-2328 Contec: Rev. C 10 / 2012Documento35 páginasN-2328 Contec: Rev. C 10 / 2012kirlanianoAinda não há avaliações
- Petrobras 2328Documento35 páginasPetrobras 2328Karina CarvalhoAinda não há avaliações
- NBR 13782 (Jun 2001) - Posto de Serviço - Sistemas de Proteção Externa para Tanque Atmosférico Subterrâneo em AçocarbonoDocumento4 páginasNBR 13782 (Jun 2001) - Posto de Serviço - Sistemas de Proteção Externa para Tanque Atmosférico Subterrâneo em AçocarbonoYuri Bahia de VasconcelosAinda não há avaliações
- Especificações de Instalações UnileverDocumento44 páginasEspecificações de Instalações UnileverThiago SilottoAinda não há avaliações
- NBR 14204 - Acumulador Chumbo-Acido Estacionario Regulado Por Valvula - Especificacao PDFDocumento8 páginasNBR 14204 - Acumulador Chumbo-Acido Estacionario Regulado Por Valvula - Especificacao PDFGustavo RamguAinda não há avaliações
- Apostila Geografia - Ensino Fundamental - Módulo 01Documento17 páginasApostila Geografia - Ensino Fundamental - Módulo 01Ensino Fundamental92% (13)
- Estatistica Aplicada PDFDocumento5 páginasEstatistica Aplicada PDFRitiele Vieiira100% (1)
- Aula 3 - Areias para Fundição em Moldes PerdidosDocumento28 páginasAula 3 - Areias para Fundição em Moldes PerdidosHalinson CamposAinda não há avaliações
- Os Estados Físicos Da MatériaDocumento2 páginasOs Estados Físicos Da MatériaFábio de OliveiraAinda não há avaliações
- Gerenciamento e Cuidado em Unidades de HemodiáliseDocumento6 páginasGerenciamento e Cuidado em Unidades de HemodiáliseThiago Kelly FrancoAinda não há avaliações
- Aula N°6 Unidade 03 12 ClasseDocumento5 páginasAula N°6 Unidade 03 12 ClasseVarela Rodriguês Varela100% (1)
- Definição, Medição e Transmissão de PressãoDocumento55 páginasDefinição, Medição e Transmissão de PressãoVisitanteAinda não há avaliações
- Lista de Exercicios Da Disciplina de Comunicação Óptica.Documento2 páginasLista de Exercicios Da Disciplina de Comunicação Óptica.Maitsudá MatosAinda não há avaliações
- Resumo - Trabalho e Potência - RevisãoDocumento1 páginaResumo - Trabalho e Potência - RevisãoEuvaldo Soares da SilvaAinda não há avaliações
- Slides NR 32 Seguranca e Saude No Trabalho em Servicos de SaudeDocumento42 páginasSlides NR 32 Seguranca e Saude No Trabalho em Servicos de Saudeurvansk100% (1)
- 1 Lista de Exercícios OrganicaDocumento3 páginas1 Lista de Exercícios OrganicaRamon LopesAinda não há avaliações
- Perfitec PTDocumento11 páginasPerfitec PTluisfaustinoAinda não há avaliações
- Inversor de Frequência - Roteiro de LaboratórioDocumento32 páginasInversor de Frequência - Roteiro de LaboratórioHelder CaldasAinda não há avaliações
- PERCLOROETILENO Rev04-2013Documento10 páginasPERCLOROETILENO Rev04-2013Alessandra FerreiraAinda não há avaliações
- Grupo-6 Turma - ADocumento27 páginasGrupo-6 Turma - AShelton DavaAinda não há avaliações
- Obf 2013Documento4 páginasObf 2013Matheus VenancioAinda não há avaliações
- Procel GEM Gestao Energetica MunicipalDocumento3 páginasProcel GEM Gestao Energetica MunicipalRenato SwertsAinda não há avaliações
- Mecanico Ed279Documento84 páginasMecanico Ed279Douglas GomesAinda não há avaliações
- Ociosidade Social OCRDocumento1 páginaOciosidade Social OCRHellen Bataus100% (1)
- Trabalho Arquitetura - CCTV, ChinaDocumento14 páginasTrabalho Arquitetura - CCTV, ChinahmsprisAinda não há avaliações
- Cartografia 1 - Continuação - AnotaçõesDocumento1 páginaCartografia 1 - Continuação - AnotaçõesMaria Gabriela Perugini RochaAinda não há avaliações
- 3Cd Changer Mini Hi-Fi System: Manual de ManutençãoDocumento65 páginas3Cd Changer Mini Hi-Fi System: Manual de ManutençãoAnonymous Lfgk6vyg100% (2)
- Museologia - Marcos Referenciais (Marília Xavier Cury)Documento30 páginasMuseologia - Marcos Referenciais (Marília Xavier Cury)Jennifer MonteiroAinda não há avaliações
- Capacitores ITADocumento4 páginasCapacitores ITAApollo SilvaAinda não há avaliações
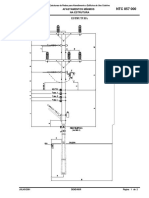
- NTC 857000 - Afastamento Mínimos Na EstruturaDocumento2 páginasNTC 857000 - Afastamento Mínimos Na EstruturaFabio SAinda não há avaliações
- Análise Do Comportamento À Fadiga Do Revestimento Asfáltico de Um Trecho Da Rodovia BR-230Documento5 páginasAnálise Do Comportamento À Fadiga Do Revestimento Asfáltico de Um Trecho Da Rodovia BR-230Lucas FelicettiAinda não há avaliações
- Do Códex Ao E-Book: Metamorfoses Do Livro Na Era DainformaçãoDocumento424 páginasDo Códex Ao E-Book: Metamorfoses Do Livro Na Era DainformaçãoJosé de Mello JuniorAinda não há avaliações
- Apostila de Fisica-1Documento31 páginasApostila de Fisica-1Guilherme MarquesAinda não há avaliações
- Aula02-Escoam Superf Livre-2Documento36 páginasAula02-Escoam Superf Livre-2GabrielaUllerAinda não há avaliações
- Psicologia Da Evolução Possível Ao HomemDocumento2 páginasPsicologia Da Evolução Possível Ao HomemJuliana Fabiani50% (2)