Você também pode gostar
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Aula Teórica Endurecimento SuperficialDocumento32 páginasAula Teórica Endurecimento SuperficialCarolai FabrisAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Apostila SOlda MIg MagDocumento33 páginasApostila SOlda MIg MagHudson XavierAinda não há avaliações
- Introdução aos processos de fabricação de produtos metálicosNo EverandIntrodução aos processos de fabricação de produtos metálicosNota: 5 de 5 estrelas5/5 (1)
- Soldagem Eletrodo RevestidoDocumento38 páginasSoldagem Eletrodo RevestidoRayana VieiraAinda não há avaliações
- 13 - Soldagem PDFDocumento127 páginas13 - Soldagem PDFwlton Vga100% (1)
- Arame TubularDocumento12 páginasArame TubularSilvio EduardoAinda não há avaliações
- NBR 9574Documento2 páginasNBR 9574Jacqueline AndradeAinda não há avaliações
- Fundamentos da análise fractográfica de falhas de materias metálicosNo EverandFundamentos da análise fractográfica de falhas de materias metálicosAinda não há avaliações
- Princípios dos processos de fabricação utilizando metais e polímerosNo EverandPrincípios dos processos de fabricação utilizando metais e polímerosAinda não há avaliações
- TS - Aula 02 Eletrodo Revestido Senai 2020 PDFDocumento42 páginasTS - Aula 02 Eletrodo Revestido Senai 2020 PDFMatheus StrombeckAinda não há avaliações
- Avaliação - Soldagem - SENAI - 1Documento10 páginasAvaliação - Soldagem - SENAI - 1Papaleguas games100% (1)
- 4 Consumíveis de SoldagemDocumento40 páginas4 Consumíveis de SoldagemRafaela Coutinho100% (2)
- Nomenclatura de SoldagemDocumento44 páginasNomenclatura de SoldagemThiago Oliveira de Sousa50% (2)
- Soldagem MIG (Slides)Documento28 páginasSoldagem MIG (Slides)César Augusto100% (1)
- Metalurgia Da SoldagemDocumento119 páginasMetalurgia Da SoldagemErivaldo ConstantAinda não há avaliações
- M1 D2 T12 Terminologia de DescontinuidadesDocumento20 páginasM1 D2 T12 Terminologia de DescontinuidadesGiuseppe SilvaAinda não há avaliações
- Módulo 4 - Consumíveis de SoldagemDocumento51 páginasMódulo 4 - Consumíveis de SoldagemRafael Souza100% (1)
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
- Tecnologia Da Soldagem 2012 - Prof. Amilton CordeiroDocumento88 páginasTecnologia Da Soldagem 2012 - Prof. Amilton Cordeiroalanrogermoreno100% (1)
- ISN1 - Ap 4Documento148 páginasISN1 - Ap 4Sid NeiAinda não há avaliações
- Simbologia de Soldagem IIDocumento7 páginasSimbologia de Soldagem IIDavid RufinoAinda não há avaliações
- 8 Micrometro Tipos e Usos PDFDocumento7 páginas8 Micrometro Tipos e Usos PDFLuciano BroboskiAinda não há avaliações
- Goivagem Com Eletrodo de GrafiteDocumento3 páginasGoivagem Com Eletrodo de GrafiterogersampaiocostaAinda não há avaliações
- Apostila Do Curso de Inspetor de Soldagem n2 ProminpDocumento68 páginasApostila Do Curso de Inspetor de Soldagem n2 ProminpPriscilla Kelly Freitas dos SantosAinda não há avaliações
- FBTS Simbologia ModifcadoDocumento81 páginasFBTS Simbologia Modifcadowlton VgaAinda não há avaliações
- ELECTRODOSDocumento8 páginasELECTRODOSElzidio RodriguesAinda não há avaliações
- Manual GPT 3200NDocumento192 páginasManual GPT 3200NSoja Jah100% (2)
- Soldadura TIGDocumento31 páginasSoldadura TIGJohhSmithAinda não há avaliações
- Parâmetros Sugeridos para Solda TIGDocumento3 páginasParâmetros Sugeridos para Solda TIGPaulinoAinda não há avaliações
- Projeto APOIO ESTUDO Terminologia de SoldagemDocumento10 páginasProjeto APOIO ESTUDO Terminologia de Soldagemmrdamorim100% (1)
- Soldagem-Eletrodo RevestidoDocumento51 páginasSoldagem-Eletrodo RevestidoMaria Alice Camacho100% (1)
- Soldador de TubulacaoDocumento144 páginasSoldador de Tubulacaoalanrego_agprAinda não há avaliações
- Calibrador de Junção de Tubos Hi-LoDocumento2 páginasCalibrador de Junção de Tubos Hi-LoFerreiraCursosAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Soldagem UFMGDocumento298 páginasSoldagem UFMGjoaoAinda não há avaliações
- Exercicos Sobre Ferro FundidoDocumento1 páginaExercicos Sobre Ferro FundidomarcusAinda não há avaliações
- Calculos Massalote BassaniDocumento65 páginasCalculos Massalote BassaniHenrique BrunkowAinda não há avaliações
- Lista de Exercício para SoldagemDocumento16 páginasLista de Exercício para SoldagemFlávio Spindola100% (2)
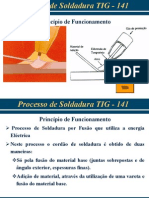
- Processo de Soldagem TIGDocumento22 páginasProcesso de Soldagem TIGjose3527Ainda não há avaliações
- 1 ArcondicionadoDocumento16 páginas1 ArcondicionadordinisAinda não há avaliações
- Painel Defeitos de SoldagemDocumento1 páginaPainel Defeitos de SoldagemNeto Freire100% (1)
- Apostila Gmaw (Mig-Mag)Documento134 páginasApostila Gmaw (Mig-Mag)gionni_scAinda não há avaliações
- Aula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoDocumento25 páginasAula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoJuliano Sampaio100% (1)
- Soldagem A Arco Elétrico Com Eletrodo RevestidoDocumento36 páginasSoldagem A Arco Elétrico Com Eletrodo RevestidoVisconde JoséAinda não há avaliações
- Lixador PDFDocumento63 páginasLixador PDFCicero AlvesAinda não há avaliações
- Cromo Duro - Apostila Sobre Cromo Duro PDFDocumento6 páginasCromo Duro - Apostila Sobre Cromo Duro PDFSergio Melo BeckAinda não há avaliações
- Hidratação Venosa em PediatriaDocumento2 páginasHidratação Venosa em PediatriaDiogo Bento Lima50% (4)
- NBR ISO 8813 - Maquinas RodoviáriasDocumento16 páginasNBR ISO 8813 - Maquinas RodoviáriasVitor Nunes BragaAinda não há avaliações
- História Da Solda MIGDocumento11 páginasHistória Da Solda MIGFabioHenriqueAinda não há avaliações
- Rev 0 - Heliarc AC DC - PTDocumento32 páginasRev 0 - Heliarc AC DC - PTMauro100% (1)
- ESAB - Guia de Soldagem Arames Tubulares Todas As PosiçõesDocumento16 páginasESAB - Guia de Soldagem Arames Tubulares Todas As PosiçõesRodrigo MassonAinda não há avaliações
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDocumento49 páginasSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- Soldagem Ferro Fundido 1Documento12 páginasSoldagem Ferro Fundido 1Adilmar E. NatãnyAinda não há avaliações
- Aula-Defeitos em SoldasDocumento92 páginasAula-Defeitos em SoldasDiego Sousa Silva100% (1)
- Apostila Manual de Soldagem de AluminioDocumento26 páginasApostila Manual de Soldagem de Aluminiocaiomaba2100% (1)
- Processo de Soldagem TIG - GTAWDocumento22 páginasProcesso de Soldagem TIG - GTAWDuarte NetoAinda não há avaliações
- Tecnologia Da Soldagem PDFDocumento131 páginasTecnologia Da Soldagem PDFAntonioMoraesAinda não há avaliações
- Resumo Exame DL 56Documento1 páginaResumo Exame DL 56José MacedoAinda não há avaliações
- Resolução-Teste MMIDocumento6 páginasResolução-Teste MMICasimiro PintoAinda não há avaliações
- Estudo Dirigido III - Proteínas - Estrutura e FunçãoDocumento2 páginasEstudo Dirigido III - Proteínas - Estrutura e FunçãoDaniel MarquesAinda não há avaliações
- Cap2 Propriedades Dos FluidosDocumento57 páginasCap2 Propriedades Dos FluidosAdilson Joaquim Massingue80% (5)
- Relatório Quimica Inorgânica I - Preparação e Propriedades Dos HalogêniosDocumento15 páginasRelatório Quimica Inorgânica I - Preparação e Propriedades Dos HalogêniosGabriel BritoAinda não há avaliações
- Origem Do Gás NaturalDocumento30 páginasOrigem Do Gás NaturalJorge VanderAinda não há avaliações
- Lista1 4bimestre 2anoDocumento7 páginasLista1 4bimestre 2anoRyanAinda não há avaliações
- Mapa - Cbio - Fisiologia Vegetal - 54-2023Documento1 páginaMapa - Cbio - Fisiologia Vegetal - 54-2023Cavalini Assessoria AcadêmicaAinda não há avaliações
- BASES SlideDocumento6 páginasBASES SlideMarla EliasAinda não há avaliações
- 1° Ano - 2B PDFDocumento130 páginas1° Ano - 2B PDFEdilson Junior0% (1)
- T Ese Priscila M KosakaDocumento151 páginasT Ese Priscila M KosakaAline StéffaniAinda não há avaliações
- File 592739b8b34c0Documento4 páginasFile 592739b8b34c0João Luis Bortolussi RodriguesAinda não há avaliações
- Apostila de Produtos PerigososDocumento45 páginasApostila de Produtos PerigososRicardo R. L. CorrêaAinda não há avaliações
- Aula 1 Introdução À Química AnalíticaDocumento50 páginasAula 1 Introdução À Química AnalíticaFrancine FábregaAinda não há avaliações
- Prova I Fis Mat Qui e BioDocumento15 páginasProva I Fis Mat Qui e Biokátia RodriguesAinda não há avaliações
- Química Inorgânica Experimental IDocumento24 páginasQuímica Inorgânica Experimental IFelipe PfeiferAinda não há avaliações
- Roteiro Simulação ANSYS - Conexao Longarina-ColunaDocumento10 páginasRoteiro Simulação ANSYS - Conexao Longarina-ColunaJosé Henrique DelábioAinda não há avaliações
- Trabalho ImpermeabilizantesDocumento13 páginasTrabalho Impermeabilizantescaio benficaAinda não há avaliações
- Mecanica Dos Fluidos Capitulo 02 2a Parte - PDF 5qDocumento41 páginasMecanica Dos Fluidos Capitulo 02 2a Parte - PDF 5qFilipe BarbosaAinda não há avaliações
- Aula 1 Equilibrio Ácido BaseDocumento71 páginasAula 1 Equilibrio Ácido BaseFlávia CastroAinda não há avaliações
- 01 - (Fuvest SP) : 03 - (ESCS DF)Documento22 páginas01 - (Fuvest SP) : 03 - (ESCS DF)Cesar WagnerAinda não há avaliações
- FISPQ - Cloreto de SodioDocumento4 páginasFISPQ - Cloreto de SodioluciaAinda não há avaliações
- Petro08 008 8Documento13 páginasPetro08 008 8Wellington de MattosAinda não há avaliações
- PDS HEMPADUR ZINC 17360 PT-BRDocumento3 páginasPDS HEMPADUR ZINC 17360 PT-BRGraciele SantosAinda não há avaliações