Escolar Documentos
Profissional Documentos
Cultura Documentos
Tecnologia Da Soldagem 2012 - Prof. Amilton Cordeiro
Enviado por
alanrogermorenoDescrição original:
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Tecnologia Da Soldagem 2012 - Prof. Amilton Cordeiro
Enviado por
alanrogermorenoDireitos autorais:
Formatos disponíveis
1
Tecnologia da Soldagem
Conteúdo
História da Solda.................................................................................................................................................. 4
Soldagem............................................................................................................................................................. 5
O que é soldagem? .............................................................................................................................................. 5
Soldabilidade ....................................................................................................................................................... 7
Metalurgia da solda ............................................................................................................................................. 8
Requisitos: Processos de Soldagem ...................................................................................................................... 9
ELETROTÉCNICA BÁSICA REFERENTE À SOLDAGEM ............................................................................................ 10
Corrente elétrica................................................................................................................................................ 10
CLASSIFICAÇÃO DAS CORRENTES ELÉTRICAS ...................................................................................................... 11
Corrente contínua e corrente alternada ............................................................................................................. 11
Corrente contínua (CC) ou (DC) (símbolo =)........................................................................................................ 11
Corrente alternada (CA) ou (AC) (símbolo ~) ...................................................................................................... 11
Onde encontramos a corrente alternada e contínua .......................................................................................... 12
Corrente alternada (CA) ou (AC)......................................................................................................................... 12
Corrente contínua (CC) ou (DC) (símbolo =)........................................................................................................ 12
A medida de corrente elétrica necessária para realizar uma soldagem............................................................... 12
Tensão elétrica (voltagem)................................................................................................................................. 13
Efeito de tensão (voltagem) na soldagem .......................................................................................................... 14
Intensidade da corrente (amperagem) ............................................................................................................... 14
Sentido de circulação da corrente ...................................................................................................................... 14
Material condutor ............................................................................................................................................. 15
Material isolante ............................................................................................................................................... 15
Resistência elétrica ............................................................................................................................................ 15
Manter arco elétrico em atividade ..................................................................................................................... 16
Comprimento do arco ........................................................................................................................................ 16
Voltímetro e amperímetro ................................................................................................................................. 17
Efeitos da polaridade na soldagem .................................................................................................................... 17
Polaridade ......................................................................................................................................................... 17
SOLDA ELÉTRICA – Eletrodo Revestido. .............................................................................................................. 18
Fundamentos do processo ................................................................................................................................. 18
Máquinas para soldagem ................................................................................................................................... 18
Efeito da polaridade na soldagem ...................................................................................................................... 19
Cabos de soldagem ............................................................................................................................................ 20
Porta eletrodo ................................................................................................................................................... 20
Grampo (conector de terra) ............................................................................................................................... 20
Escova de aço e picadeira .................................................................................................................................. 20
Consumível – Eletrodo ....................................................................................................................................... 21
Funções elétricas de isolamento e ionização ...................................................................................................... 21
Funções físicas e mecânicas ............................................................................................................................... 21
Funções metalúrgicas ........................................................................................................................................ 21
Especificação da AWS ........................................................................................................................................ 22
Classificação eletrodo para aço inoxidável ......................................................................................................... 24
Exercícios........................................................................................................................................................... 27
Profº M.Sc. Amilton Cordeiro
2
Tecnologia da Soldagem
Classificação dos eletrodos tipos de corrente, polaridade e composição do revestimento ................................. 28
Características e aplicações ............................................................................................................................... 29
Comprimento do arco ....................................................................................................................................... 29
Ângulo de trabalho e de deslocamento do eletrodo .......................................................................................... 30
Velocidade de deslocamento do eletrodo ......................................................................................................... 30
AMPERAGEM .................................................................................................................................................... 30
Ajuste da Corrente ............................................................................................................................................ 30
Diâmetros dos eletrodos ................................................................................................................................... 31
Descontinuidade induzida pelo processo ........................................................................................................... 32
PROCESSO MIG/MAG ........................................................................................................................................ 34
Fundamentos do processo ................................................................................................................................ 34
*Arco elétrico utilizando o argônio como gás de ionização. ............................................................................... 35
Esquema do processo MIG/MAG ....................................................................................................................... 35
Equipamentos utilizados no processo MIG/MAG ............................................................................................... 36
Gases de proteção ............................................................................................................................................. 36
Os gases de proteção influenciam: .................................................................................................................... 36
Arames para a soldagem MIG/MAG .................................................................................................................. 37
Transferência metálica no processo MIG/MAG .................................................................................................. 38
Transferência por curto circuito ........................................................................................................................ 38
*Transferência por curto circuito....................................................................................................................... 39
Transferência globular....................................................................................................................................... 39
*Transferência globular..................................................................................................................................... 39
*Transferência globular fora de posição ............................................................................................................ 39
Transferência em spray ..................................................................................................................................... 39
*Transferência em spray - o arco não extingue pois o arame não toca a peça.................................................... 40
Variáveis do processo e suas influências ............................................................................................................ 40
Corrente elétrica (amperagem) ......................................................................................................................... 40
*Influência da corrente de soldagem na penetração de solda............................................................................ 40
Tensão (voltagem)............................................................................................................................................. 41
*Influência da tensão no arco elétrico ............................................................................................................... 41
*Influência da tensão no perfil do cordão de solda ............................................................................................ 41
Velocidade de avanço (velocidade de soldagem) ............................................................................................... 41
*Influência da velocidade de soldagem na penetração de solda. ....................................................................... 41
Extensão do eletrodo (stick out) ........................................................................................................................ 42
*Influência da extensão do eletrodo nas variáveis do processo ......................................................................... 42
Inclinação da tocha ........................................................................................................................................... 42
*Influência da inclinação da tocha no perfil e penetração do cordão de solda ................................................... 43
Indutância ......................................................................................................................................................... 43
*Influência da indutância na quantidade de respingos durante a transferência por curto circuito ..................... 43
Vazão de gás ..................................................................................................................................................... 44
Dados de soldagem em função do diâmetro do arame ...................................................................................... 44
Defeitos de soldagem e suas prováveis causas .................................................................................................. 45
SOLDAGEM TIG ................................................................................................................................................. 48
Apresentação do processo ................................................................................................................................ 48
Descrição .......................................................................................................................................................... 49
Profº M.Sc. Amilton Cordeiro
3
Tecnologia da Soldagem
Características do processo................................................................................................................................ 49
Vantagens ......................................................................................................................................................... 49
Aplicações ......................................................................................................................................................... 50
Limitações ......................................................................................................................................................... 50
Equipamento básico .......................................................................................................................................... 50
Fontes de energia .............................................................................................................................................. 51
Variáveis do processo TIG .................................................................................................................................. 51
Corrente de soldagem ....................................................................................................................................... 52
Corrente contínua CC- ....................................................................................................................................... 52
Corrente contínua CC+ ....................................................................................................................................... 53
Corrente alternada ............................................................................................................................................ 53
Corrente alternada – onda quadrada ................................................................................................................. 54
Corrente pulsada ............................................................................................................................................... 55
Abertura do arco ............................................................................................................................................... 56
Tochas e acessórios ........................................................................................................................................... 57
Tochas para soldagem TIG ................................................................................................................................. 58
Refrigeração da tocha ........................................................................................................................................ 60
Bocal ................................................................................................................................................................. 61
Eletrodos ........................................................................................................................................................... 62
Afiação dos eletrodos ........................................................................................................................................ 63
Uso dos eletrodos em função da corrente.......................................................................................................... 64
Gases de proteção são inertes ........................................................................................................................... 65
Comparação entre os gases He e Ar ................................................................................................................... 65
Alimentação de arames ..................................................................................................................................... 66
Técnicas de soldagem ........................................................................................................................................ 68
Sistemas de deslocamento ................................................................................................................................ 68
Técnicas de soldagem ........................................................................................................................................ 69
Técnicas especiais .............................................................................................................................................. 70
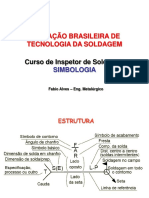
SIMBOLOGIA DA SOLDAGEM ............................................................................................................................. 71
Composição da Simbologia de Soldagem de Acordo com a Norma AWS............................................................. 71
Objetivos do uso dos símbolos ........................................................................................................................... 71
Símbolos básicos de soldagem ........................................................................................................................... 72
Símbolos suplementares .................................................................................................................................... 73
Símbolos básicos................................................................................................................................................ 74
Soldagem por costura ........................................................................................................................................ 76
SÍMBOLOS SUPLEMENTARES ...................................................................................................................... 83
TERMINOLOGIA ............................................................................................................................................ 83
Junta : Região entre duas ou mais peças que serão unidas. ................................................................................ 84
Elementos de um Chanfro: ................................................................................................................................ 87
Profº M.Sc. Amilton Cordeiro
4
Tecnologia da Soldagem
História da Solda
Antes da década de 1880, a soldagem era realizada apenas na forja do ferreiro.
Desde então a marcha da industrialização e duas guerras mundiais influenciaram o rápido
desenvolvimento da soldagem moderna. Os métodos de soldagem básicos – soldagem por
resistência, soldagem a gás e soldagem a arco – foram todos inventados antes da Primeira
Guerra Mundial. Porém, durante o início do século XX, a soldagem e corte a gás foram
dominantes para a fabricação e trabalhos de reparo. Somente alguns anos depois, a
soldagem elétrica ganhou semelhante aceitação.
Algumas datas dos processos de soldagem:
· Pré História Idade – Média → Soldagem por Forjamento – Importância estratégica;
· 1500 – 1900 → Alto – Forno; Ferro Gusa – Fundição;
· 1809 → Arco Elétrico
· 1885 → 1ª Patente;
· 1890 → Eletrodo Nu;
· 1907 → Eletrodo Revestido;
· 1914 → Importância Industrial;
· 1926 → TIG;
· 1948 → MIG;
· 1953 → MAG;1954 → Arame Tubular;
· 1957 → Plasma e Feixe Eletrônico;
· 1958 → Eletroescória;
· 1960 → Laser;
· Atualmente → Mais de 50 processos usados industrialmente
Profº M.Sc. Amilton Cordeiro
5
Tecnologia da Soldagem
Soldagem
A soldagem está intimamente ligada às mais importantes atividades industriais que existem
no mundo moderno: construção naval, ferroviária, aeronáutica e automobilística, caldeiraria,
construção civil metálica, indústria metalúrgica, mecânica e elétrica. Na verdade, é rara, se é
que existe, a indústria que pode prescindir da soldagem como processo de produção ou de
manutenção.
A soldagem como técnica e o conhecimento tecnológico a ela relacionado estão estreitamente
ligados ao avanço das ciências como a física, a química, a eletricidade e a eletrônica.
Avanços na metalurgia também obrigam a soldagem a procurar novas técnicas e materiais
que sejam compatíveis com as novas ligas criadas. Portanto, é um processo que, apesar de
importantíssimo, teve seu maior avanço nos últimos 100 anos.
Então, ter conhecimento profundo sobre soldagem implica em ter conhecimentos sobre
diversas áreas como a metalurgia, a mecânica, a eletrotécnica, a eletrônica, a resistência dos
materiais e ciências como a física e a química, que já citamos.
O que é soldagem?
Na verdade, existem muitas definições de soldagem. Poderíamos apresentar várias delas
aqui, mas os autores sempre acabam discordando entre si em um ponto ou outro. Por isso,
escolhemos apenas uma: aquela que achamos a mais abrangente (ou ampla) de todas. É a
definição da Associação Americana de Soldagem (American Welding Society - AWS),
segundo a qual, soldagem é o “processo de união de materiais usado para obter a
coalescência (união) localizada de metais e não-metais, produzida por aquecimento até uma
temperatura adequada,com ou sem a utilização de pressão e/ou material de adição” (in
Tecnologia da soldagem de Paulo Villani Marques, pág 352).
Está difícil? Vamos explicar. Com a soldagem, você pode unir dois pedaços de material,
usando calor com ou sem pressão. Nesse processo, você pode (ou não) ter a ajuda de um
terceiro material, que vai funcionar como uma espécie de “cola“, que chamamos o material de
adição. Fácil, não?
“Que vantagem! Eu posso unir dois materiais parafusando, rebitando, colando!” Se você está
pensando assim, tem até razão. Em parte... Esses métodos realmente servem para unir
materiais. Porém, a grande “sacada” da soldagem é a possibilidade de obter uma união em
que os materiais têm uma continuidade não só na aparência externa, mas também nas suas
características e propriedades mecânicas e químicas, relacionadas à sua estrutura interna.
Embora se possa empregar técnicas de soldagem para vidro e plástico, por exemplo, vamos
manter nossa atenção voltada para os processos de soldagem das ligas metálicas, já que o
Profº M.Sc. Amilton Cordeiro
6
Tecnologia da Soldagem
foco de nosso estudo consiste nos processos de fabricação para a indústria metal-mecânica.
E porque lidamos com metais, é necessário lembrar que há condições imprescindíveis para
se obter uma solda: calor e/ou pressão.
O calor é necessário porque grande parte dos processos de soldagem envolve a fusão dos
materiais, ou do material de adição, no local da solda. Mesmo quando se usa pressão e, às
vezes, o ponto de fusão não é atingido, o aquecimento facilita a plasticidade do metal e
favorece a ação da pressão para a união dos metais.
O primeiro processo de soldagem por fusão com aplicação prática foi patenteado nos Estados
Unidos em 1885. Ele utilizava o calor gerado por um arco estabelecido entre um eletrodo de
carvão e a peça. O calor do arco fundia o metal no local da junta e quando o arco era retirado,
o calor fluía para as zonas adjacentes e provocava a solidificação do banho de fusão.
Uma nova e significativa evolução aconteceu nesse processo alguns anos mais tarde, quando
o eletrodo de carvão foi substituído por um eletrodo metálico. O processo de aquecimento
passou, então, a ser acompanhado da deposição do metal fundido do eletrodo metálico na
peça.
A utilização do oxigênio e de um gás combustível permitiu a obtenção de chama de elevada
temperatura que permitiu a fusão localizada de determinados metais e a formação de um
banho de fusão que, ao solidificar, forma a “ponte” entre as peças a serem unidas. A
soldagem por fusão inclui a maioria dos processos mais versáteis usados atualmente.
Outros processos se baseiam na aplicação de pressões elevadas na região a ser soldada. O
aquecimento das peças a serem unidas facilita a ligação entre as partes.
Profº M.Sc. Amilton Cordeiro
7
Tecnologia da Soldagem
A evolução desses processos está ilustrada a seguir.
Soldabilidade
Para obter a solda, não basta apenas colocar duas peças metálicas próximas, aplicar calor
com ou sem pressão. Para que a soldagem realmente se realize, os metais a serem unidos
devem ter uma propriedade imprescindível: a soldabilidade.
Soldabilidade é a facilidade que os materiais têm de se unirem por meio de soldagem e de
formarem uma série contínua de soluções sólidas coesas, mantendo as propriedades
mecânicas dos materiais originais.
O principal fator que afeta a soldabilidade dos materiais é a sua composição química. Outro
fator importante é a capacidade de formar a série contínua de soluções sólidas entre um
metal e outro. Assim, devemos saber como as diferentes ligas metálicas se comportam diante
dos diversos processos de soldagem.
Profº M.Sc. Amilton Cordeiro
8
Tecnologia da Soldagem
É preciso saber que, em se tratando de soldagem, cada tipo de material exige maior ou menor
cuidado para que se obtenha um solda de boa qualidade.
Se o material a ser soldado exigir muitos cuidados, tais como controle de temperatura de
aquecimento e de interpasse, ou tratamento térmico após soldagem, por exemplo, dizemos
que o material tem baixa soldabilidade. Por outro lado, se o material exigir poucos cuidados,
dizemos que o material tem boa soldabilidade. O quadro a seguir resume o grau de
soldabilidade de alguns dos materiais metálicos mais usados na indústria mecânica.
Soldabilidade
Materiais Ótima Boa Regular Difícil
Aço baixo carbono X
Aço médio carbono X X
Aço alto carbono X
Aço inox X X
Aços-liga X
Ferro fundido cinzento X
Ferro fundido maleável e
nodular
X
Ferro fundido branco X
Liga de alumínio X
Liga de cobre X
Como se vê, a soldabilidade mútua dos metais varia de um material metálico para outro, de
modo que as juntas soldadas nem sempre apresentam as características mecânicas
desejáveis para determinada aplicação.
Metalurgia da solda
O simples fato de se usar calor nos processos de soldagem implica em alterações na
microestrutura do material metálico. Na verdade, na maioria dos casos, a soldagem reproduz
no local da solda os mesmos fenômenos que ocorrem durante um processo de fundição. Ou
seja, do ponto de vista da estrutura metalográfica, o material apresenta características de
metal fundido.
Profº M.Sc. Amilton Cordeiro
9
Tecnologia da Soldagem
Por isso, não podemos nos esquecer de que, às vezes, o metal após sofrer aquecimento, tem
suas características mecânicas afetadas. Assim, a junta soldada pode se tornar relativamente
frágil. Na zona afetada termicamente, a estrutura do metal pode ser modificada pelo
aquecimento e rápido resfriamento durante o processo de soldagem. A composição química
fica, entretanto, praticamente inalterada.
Dependendo do processo de soldagem que se use, e da natureza dos metais que estão
sendo soldados, teremos um maior ou menor tamanho da zona afetada termicamente. Por
exemplo, na soldagem manual ao arco com eletrodos revestidos finos, a zona afetada
termicamente é menor do que na soldagem a gás. É nessa zona que uma série de fenômenos
metalúrgicos ocorrem.
Na região próxima à junta soldada, está a zona de ligação, na qual se observa uma transição
entre a estrutura do metal fundido e a do metal de base.
Próximo a essa faixa, está a zona afetada termicamente na qual o metal é superaquecido de
modo que haja um aumento do tamanho do grão e, portanto, uma alteração das propriedades
do material. Essa faixa é normalmente a mais frágil da junta soldada.
À medida que aumenta a distância da zona fundida, praticamente não há diferenças na
estrutura do material porque as temperaturas são menores.
Requisitos: Processos de Soldagem
A maioria dos processos de soldagem necessitam da geração de altas temperaturas locais
que permitem a junção dos metais. O tipo da fonte de calor é frequentemente usado como
descrição básica do tipo do processo, como por exemplo, soldagem a gás e soldagem a arco.
Um dos maiores problemas da soldagem de metais é que eles reagem rapidamente com a
atmosfera quando sua temperatura aumenta. O método de proteger o metal quente do ataque
da atmosfera é a segunda característica mais importante de distinção entre os processos.
Profº M.Sc. Amilton Cordeiro
10
Tecnologia da Soldagem
As técnicas variam de recobrimento com fluxos, que formam uma escória protetora, até
proteção com gases inertes. Em algumas circunstâncias a atmosfera é removida por meio de
vácuo.
Alguns processos foram desenvolvidos para aplicações muito específicas enquanto outros
são flexíveis e podem ser utilizados em vários tipos de atividades de soldagem.
Embora a soldagem seja usada principalmente para junção de metais similares e dissimilares,
ela também é usada para reparar e reconstruir componentes desgastados ou danificados.
Existe ainda uma crescente gama de aplicações para o revestimento duro de partes novas,
originando superfícies com resistência a corrosão, abrasão, impacto e desgaste.
Introduzidos primeiramente no final do século 19, os processos a arco permanecem como o
grupo de técnicas de soldagem mais amplamente usado. Como o nome sugere, a fonte de
calor é um arco elétrico estabelecido entre as partes a serem soldadas e o eletrodo metálico.
A energia elétrica, convertida em calor gera um arco com temperatura de aproximadamente
7000°C, provocando a junção dos metais através da fusão dos mesmos.
Os equipamentos podem variar em tamanho e em complexidade, os métodos de proteção
usados e o tipo de consumível ou metal de adição utilizado de acordo com os processos a
arco, Processos a arco incluem eletrodo revestido, arco submerso, TIG e MIG/MAG.
ELETROTÉCNICA BÁSICA REFERENTE À SOLDAGEM
Corrente elétrica
Quando as cargas negativas são postas em movimento, pela aplicação de uma força elétrica,
produzem uma corrente elétrica. Todas as substâncias contêm grandes quantidades de
cargas negativas chamadas elétrons, sendo que estes, na sua quase totalidade, estão
subordinados aos seus núcleos, de cargas positivas, denominados prótons.
Aqueles que são livres, desunidos, perambulam a esmo, até que sejam forçados a mover-se
numa dada direção, o que sucede quando uma força elétrica é aplicada adequadamente.
Chamamos então de corrente elétrica o movimento ordenado de carga elétrica através de um
corpo.
Profº M.Sc. Amilton Cordeiro
11
Tecnologia da Soldagem
CLASSIFICAÇÃO DAS CORRENTES ELÉTRICAS
Corrente contínua e corrente alternada
Há diversas espécies de corrente elétrica usada na prática diária atual, cada uma delas tendo
seu campo especial de aplicação. Em geral, distingue-se a corrente contínua e a alternada.
Corrente contínua (CC) ou (DC) (símbolo =)
A corrente contínua (ou direta) é aquela em que os elétrons se movem sempre na mesma
direção. Insto é do pólo negativo (-) para o positivo (+).
Tem a definição da polaridade pólo (positivo +) ou (negativo-).
Isto significa que a fonte de suprimento é um gerador, um retificador, uma bateria ou uma
pilha.
Corrente alternada (CA) ou (AC) (símbolo ~)
A corrente alternada é a que varia tanto em magnitude quanto em direção e o faz com
perfeita regularidade. Todas as alterações devem dar-se semelhante num dado período de
tempo. Assim, uma corrente alternada de 60 ciclos é aquela em que cada fluxo positivo ou
negativo se repete com fidelidade em 1/60 de segundo.
Também as mudanças que ocorrem durante a metade do ciclo positivo se repetem em
direção inversa, durante a metade do ciclo negativo. No trabalho da corrente alternada a
frequência é designada como ciclos por segundo, significando simplesmente o número de
pulsações completas, positivas e negativas, do fluxo da corrente durante o tempo de um
segundo.
É aquela que não tem definição de polaridade (+) ou (-). Em um intervalo de um segundo, a
polaridade muda 120 vezes, (60 ciclos) isto é, em um segundo os elétrons passam pelo
positivo 60 vezes e 60 vezes pelo negativo, daí dizer que a corrente alternada não tem
definição de polaridade. A condução da corrente é feita através de um condutor de carga e
outro neutro.
Profº M.Sc. Amilton Cordeiro
12
Tecnologia da Soldagem
Onde encontramos a corrente alternada e contínua
Corrente alternada (CA) ou (AC)
Encontramos em nossas residências, nas indústrias, nos transformadores de soldagem.
Corrente contínua (CC) ou (DC) (símbolo =)
Encontramos na pilha, na bateria do carro, nos geradores e retificadores de soldagem.
A medida de corrente elétrica necessária para realizar uma soldagem
As medidas da corrente elétrica são a “amperagem” e a “voltagem”.
O que significam essas medidas em soldagem?
Comparando a corrente elétrica com a água que sai de uma torneira, a amperagem
corresponderia à quantidade da água e a voltagem, à pressão sob a qual ela corre da
torneira. Em ambos os casos são interdependentes.
Profº M.Sc. Amilton Cordeiro
13
Tecnologia da Soldagem
Com a torneira fechada, não sai dela água nenhuma, mas, dentro dela, a pressão está no seu
máximo.
Sem abrir o arco, não passa corrente, a voltagem está no seu máximo e chama-se “voltagem
em circuito fechado”. Conforme capacidade da máquina essa voltagem pode ser em torno de
60 a 80 volts.
Logo que se abre torneira e arco, começam a fluir água e corrente, enquanto a pressão da
água e voltagem da corrente baixam; esta última, geralmente para algo em torno de 22 a 30
volts e se chama “voltagem de arco” ou “voltagem do trabalho”.
No caso do eletrodo grudar á peça, o que acontece muito a um soldador novato, a corrente se
põe em curto-circuito, a voltagem desce ao mínimo, mas a amperagem sobe ao máximo e
vermelha a ponta do eletrodo e se deixar mais tempo, o eletrodo todo, a menos que a
situação seja sanada pelo rápido arranco (desgrudar) da peça.
Tensão elétrica (voltagem)
É a força ou pressão, que faz com que a corrente circule por um condutor.
A voltagem em uma rede elétrica pode ser de: 110, 220, 380, 440 ou mais voltagem,
dependendo do local da rede.
Exemplo da pilha:
Uma pilha tem 1,5 volts, essa voltagem oferece baixa pressão na corrente, essa pressão não
consegue vencer alguns obstáculos, (ex.: nosso corpo) mas se colocarmos varias pilhas
interligadas as voltagens serão somadas.
Profº M.Sc. Amilton Cordeiro
14
Tecnologia da Soldagem
Quanto maior a voltagem, maior é a pressão da corrente, facilitando a passagem desta,
consequentemente aumentando o perigo.
A corrente elétrica, seja ela alternada ou contínua, pode ter sua voltagem (v) medida. O
aparelho que mede a voltagem é o voltímetro.
Efeito de tensão (voltagem) na soldagem
A tensão faz com que a corrente elétrica prossiga circulando, mesmo depois que o eletrodo é
afastado da peça, fazendo com que o arco elétrico se mantenha.
O arco produz alta temperatura, fundindo o material do eletrodo e da peça, formando a solda.
Intensidade da corrente (amperagem)
É a quantidade de corrente, que passa em um instante por uma seção do condutor.
A corrente elétrica, seja ela alternada ou contínua, pode ter sua intensidade medida.
O aparelho que mede a amperagem (A) é o amperímetro.
Sentido de circulação da corrente
O sentido real de circulação de corrente, é do pólo negativo (-) para o positivo (+).
Profº M.Sc. Amilton Cordeiro
15
Tecnologia da Soldagem
Material condutor
São corpos que permitem a passagem da corrente elétrica com relativa facilidade.
Os mais conhecidos e presentes na soldagem são:
Cobre, alumínio, bronze, aço inoxidável, ferro, etc.
Material isolante
São corpos que, dentro de uma determinada faixa de tensão, não permitem a passagem da
corrente elétrica.
Os materiais isolantes mais usados são:
Porcelana, mica, celerom, baquelita, borracha, plástico, etc.
Resistência elétrica
É a dificuldade que um corpo oferece a passagem da corrente elétrica.
Essa dificuldade de passagem da corrente gera calor e em alguns caso é desejável e em
outros não.
Exemplos onde é desejável:
Exemplos onde não é desejável:
Na conexão do cabo terra a obra, solta, suja, com tinta, ferrugem, sem pressão na
mola, etc.
Na conexão do alicate porta eletrodo.
Alicate porta eletrodo com seus mordentes gastos, mola sem pressão, com falta de
aperto no cabo, etc.
Ligação dos cabos terra e do alicate porta eletrodo nos terminais da máquina.
Cabos do alicate porta eletrodo e terra em mau estado.
Profº M.Sc. Amilton Cordeiro
16
Tecnologia da Soldagem
Manter arco elétrico em atividade
Para manter o arco elétrico em atividade deve se deixar durante a soldagem um afastamento
conveniente entre um pólo (peça) pra outro (eletrodo).
Esse afastamento é chamado de comprimento do arco.
Comprimento do arco
Um soldador observador, com a experiência determinará o comprimento do arco conveniente
para cada caso. Como regra geral o comprimento do arco deverá ser aproximadamente o
diâmetro do núcleo metálico, ou seja, da alma do eletrodo em uso, para os que têm
revestimento grosso como do tipo básico requerem que se trabalhem com o arco mais curto
possível para evitar porosidade.
Podemos definir como arco curto quando deixamos abaixo do diâmetro do eletrodo em uso e
longo quando acima desse diâmetro.
A força do arco atua em forma de cone. Assim, quanto menor o comprimento do arco mais
concentrado será a sua força. Isto é, ela estará agindo numa área menor conforme podemos
ver no desenho a seguir. Um maior comprimento do arco faz com que essa força atue numa
área maior.
Uma outra consequência de variação do comprimento do arco é a variação do comprimento
da corrente. A medida que se distancia o eletrodo da peça diminui a amperagem e sobe a
voltagem, caso contrário, diminuindo a distância, aumenta a amperagem e diminui a
voltagem.
Profº M.Sc. Amilton Cordeiro
17
Tecnologia da Soldagem
Em resumo, o comprimento do arco resulta em:
Arco curto Arco longo
Maior penetração Menor penetração
Solda menos espalhada Solda mais espalhada
Mais amperagem Menos amperagem
Menos voltagem Mais voltagem
Menos respingo Mais respingos
Voltímetro e amperímetro
O voltímetro marca a voltagem (pressão) que está sendo usada e o amperímetro
marca a quantidade de amperagem que esta sendo consumida.
No voltímetro e no amperímetro podemos observar este fenômeno de comprimento do
arco.
Aproximando o eletrodo da peça vai marcar maior amperagem menor voltagem.
Distanciando o eletrodo da peça vai marcar menor amperagem maior voltagem.
Efeitos da polaridade na soldagem
Polaridade
No caso da soldagem, está relacionada por onde a corrente elétrica entra ou sai da máquina.
Dependendo do tipo de eletrodo, a ligação dos cabos, terra e alicate porta eletrodo, pode ser
de duas formas.
Essas duas formas de ligação recebem nomes característicos, como:
Polaridade direta (-) negativa ou inversa (+) positiva
Polaridade direta (negativa)
Na polaridade inversa, o cabo do alicate porta eletrodo é ligado no terminal positivo (+) da
máquina e o cabo terra no negativo (-) da máquina.
Profº M.Sc. Amilton Cordeiro
18
Tecnologia da Soldagem
SOLDA ELÉTRICA – Eletrodo Revestido.
Fundamentos do processo
Soldagem com eletrodo revestido (SAER) é a união de metais
pelo aquecimento entre a ponta de um eletrodo revestido e a
superfície do metal base, na junta que está sendo soldada.
O metal fundido do eletrodo é transferido através do arco
elétrico até a poça de fusão do metal base, formando assim o
metal de solda.
Uma escoria liquida de densidade menor do que a do metal
liquido, que é formada do eletrodo e das impurezas do metal
de base, sobrepondo a poça de fusão protegendo-a da
contaminação atmosférica. Uma vez solidificada, esta escória controlará a taxa de
resfriamento do metal de solda já solidificado. O metal de adição vem da alma metálica do
eletrodo (arame) e do revestimento que em algum caso é construído de pó de ferro e
elementos de liga.
A soldagem com eletrodo revestido é o processo de soldagem mais usado de todos que
falaremos, devido à simplicidade do equipamento, à qualidade da solda, e do baixo custo dos
equipamentos e dos consumíveis. Ele tem grande flexibilidade e solda a maioria dos metais
numa grande faixa de espessuras. A soldagem com este processo pode ser feita em quase
todos os lugares em condições extremas.
A soldagem com eletrodo revestido é usada extensivamente em fabricação industrial,
estruturas metálicas para edifícios, construção naval, carros, caminhões, comportas e outros
conjuntos soldados.
Máquinas para soldagem
São máquinas adaptadas para trabalhos de soldagem. Existem três tipos básicos de
máquinas para soldar com eletrodo revestido:
Transformador
Gerador
Retificador
Os modelos variam de fabricante para fabricante, mas o princípio de funcionamento de cada
tipo de máquina é o mesmo.
Transformador - Fornece somente corrente alternada (CA) não define polaridade (+ -).
Profº M.Sc. Amilton Cordeiro
19
Tecnologia da Soldagem
Gerador - Fornece somente corrente contínua (CC).
Retificador - Fornece primeiramente corrente contínua (CC) podendo em algumas máquinas
fornecer também (CA).
Efeito da polaridade na soldagem
a) Corrente continua – Polaridade direta (CC-): eletrodo ligado ao pólo negativo e peça
positiva.
Com essa configuração produz-se uma maior taxa de fusão do eletrodo, associada a uma
menor profundidade de penetração.
b) Corrente continua – Polaridade inversa (CC+): eletrodo positivo e a peça negativa.
Com essa configuração, maiores penetração e menores taxas de fusão do eletrodo são
obtidas.
c) Corrente alternada (CA) – a polaridade alterna a cada inversão da corrente. Com este
tipo de configuração, a geometria do cordão será intermediária àquela obtida em CC+ CC-.
Profº M.Sc. Amilton Cordeiro
20
Tecnologia da Soldagem
Cabos de soldagem
São usados para conectar o porta eletrodo e o grampo à fonte de energia. Eles devem ser
flexíveis para permitir fácil manipulação. Eles fazem parte do circulo de soldagem e consistem
de vários fios de cobre enrolados juntos e protegidos por um revestimento isolante e flexível
(normalmente borracha sintética). Os cabos devem ser mantidos desenrolados, quando em
operação, para evitar a queda de tensão e aumento de resistência por efeito joule.
Porta eletrodo
É simplesmente um dispositivo que permite que ao soldador segure e controlar o eletrodo.
Grampo (conector de terra)
É um dispositivo para conectar o cabo terra à Peça a ser soldada.
Escova de aço e picadeira
É um dispositivo de remoção e limpeza da soldagem, (escórias e respingos).
Profº M.Sc. Amilton Cordeiro
21
Tecnologia da Soldagem
Consumível – Eletrodo
O eletrodo, no processo de soldagem com eletrodo revestido, tem várias funções importantes.
Ele estabelece o arco e fornece metal de adição para a solda. O revestimento do eletrodo
também tem funções importantes na soldagem. Didaticamente podemos classificá-las em três
funções elétricas, físicas, e metalúrgicas.
1. Revestimento.
2. Alma.
3. Gás.
4. Poça de fusão.
5. Metal base.
6. Escória.
7. 7- Zona fundida.
Funções elétricas de isolamento e ionização
a) Isolamento: o revestimento é um mau condutor de eletricidade, assim isola a alma do
eletrodo evitando abertura de arco laterais, orientando o arco para locais de interesse.
b) Ionização: o revestimento contém silicatos de Na e K que ionizam a atmosfera do arco.
A atmosfera ionizada facilita passagem da corrente elétrica, dando origem a um arco estável.
Funções físicas e mecânicas
a) Fornece gases para a formação da atmosfera protetoras das gotículas do metal contra
a ação do hidrogênio da atmosfera.
b) O revestimento funde e depois se solidifica sobre o cordão de solda, formando uma
escória de material não metálico que protege o cordão de solda da oxidação pela atmosfera
normal, enquanto a solda está resfriando.
c) Proporciona o controle da taxa de resfriamento e contribui no acabamento do cordão.
Funções metalúrgicas
a) Pode contribuir com elementos de liga, de maneira a alterar as propriedades da solda.
Os eletrodos revestidos são classificados de acordo com especificações da AWS (América
Welding Society). Especificações comerciais para eletrodo revestido pode ser encontradas
nas especificações AWS da serie AWS A5 (Ex: AWS A5. 1)
Profº M.Sc. Amilton Cordeiro
22
Tecnologia da Soldagem
Especificação da AWS
Essa especificação da American Welding Society (AWS) foi desenvolvida ao longo dos anos
por um comitê compostos de membros que representam os fabricantes de consumíveis, como
a ESB, usuários da indústrias de soldagem e membros independentes de universidades e
laboratórios. Essa equipe equilibrada é necessária para evitar tendências nas especificações.
Entre estas especificações vamos comentar a mais utilizadas:
Aço ao carbono (AWS A 5.1) e as utilizadas para aço de baixa liga (AWS A 5.5)
Norma AWS A 5.1 – Aços ao carbono – Entendendo a classificação
“AWS” Associação Americana de soldagem
Conjunto de 2 ou 3
Eletrodo para soldagem
a arco elétrico Números que indica a
Resistência do material
Em Ksi
1 Ksi = 1000 psi = 0,7 Kgf por mm2
Número que indica tipo de revestimento e corrente
XX10 rev. Celulósico ( sódio) CC+
Número que indica
XX20 rev. Ácido CC-
A posição de
soldagem: XXY1 rev. Celulósico (potássio) CC+ CA
1 = todas as posições XXY2 rer. Rutílico (sódio) CC- CA
2 = plana e horizontal XXY3 rer. Rutílico (potássio) CC+ CC- CA
3 = somente plana XXY4 rev. Rutílico (pó de ferro) CC+ CC- CA
XXY5 rev. Básico (sódio) CC+
XXY6 rev. Básico (potássio) CC+ CA
XXY7 rev. Ácido (pó de ferro) CC- CA
XXY8 rev. Ácido ( pó de ferro) CC+ CA
Profº M.Sc. Amilton Cordeiro
23
Tecnologia da Soldagem
Exemplos ;
Eletrodo AWS E 6013.
O revestimento desse eletrodo é rutílico, solda CC ou CA.
Este eletrodo aceita soldar em todas as posições.
Resistência a tração da solda feita com esse eletrodo 60 KSI ou 60.000 psi ou 42 Kgf/mm2 (60 X 0,7=42).
Significa - eletrodo para soldagem a arco.
O revestimento desse eletrodo é básico, pode usar
CA/CC+
Este eletrodo aceita soldar em todas as posições.
Resistência a tração da solda feita com esse eletrodo 70 KSI ou 70.000 psi ou 49 Kgf/mm2 (70 X 0,7=49).
Significa – eletrodo para soldagem a arco.
O revestimento desse eletrodo é celulósico, pode só mente CC+ .
Este eletrodo aceita soldar em todas as posições.
Resistência a tração da solda feita com esse eletrodo 60 KSI ou 60.000 psi ou 42 Kgf/mm2 (60 X 0,7=42).
Significa – eletrodo para soldagem a arco.
A colocação do número “8” logo após o 1 significa que este eletrodo solda com corrente_________
Seu revestimento é__________e a penetração feita com ele ________________________________
A colocação do número “1” logo após 70 significa que este eletrodo pode soldar________________
A colocação do número 70 significa que a solda feita com esse eletrodo terá uma resistência de_________________
A letra “E” significa_______________________
Profº M.Sc. Amilton Cordeiro
24
Tecnologia da Soldagem
Classificação eletrodo para aço inoxidável
Eletrodo para Conjunto de 3 números
soldagem ao arco indica o tipo de aço
elétrico inoxidável conforme
norma AISI
Esta letra indica a
presença de elemento
químico adicional ex.
V= Vanádio Número indica tipo
Cr= Cromo De revestimento e
corrente
Pode também ser a letra
l que indica 5 – Básico CC
C Max = 0,03% 6 – Rutílico CC / CA
Tipo de revestimento (15= básico) (16= rutílico).
Eletrodo com baixíssimo teor de carbono (menos que 0,03).
310 tipo do aço inox.
“E” Eletrodo.
O revestimento desse eletrodo é básico, pode ser só mente CC+
Este eletrodo aceita soldar em todas as posições.
Este eletrodo é do tipo aço inox 316 (conforme a norma AISI).
Significa – eletrodo para soldagem a arco.
Profº M.Sc. Amilton Cordeiro
25
Tecnologia da Soldagem
O ultimo digito “16” significa o tipo de corrente e o revestimento sendo:
“16” Trabalho com corrente contínua somente o tipo do revestimento básico.
“15” Trabalha com corrente contínua e alternada e o tipo do revestimento rutílico.
Tipo de revestimento (6= rutilico).
Eletrodo com baixíssimo teor de carbono (menos que 0,03)
310 tipo do aço inox.
“E” Eletrodo.
Exercício:
Profº M.Sc. Amilton Cordeiro
26
Tecnologia da Soldagem
Eletrodo para Conjunto de 2 ou 3 números
soldagem ao arco que indicam a resistência do
elétrico material em Ksi
1ksi = 1000 psi = 0,7 Kgf por
mm2
Eletrodo Composição química aproximada
E XXXX – A1 0,5% Mo
E XXXX – B1 0,5% Cr: 0,5% Mo
E XXXX – B2 1,25% Cr 0,5% Mo
E XXXX – B2L 1,25% Cr:0,55 Mo (baixo carbono)
E XXXX – B4L 2% Cr: 0,55 Mo (baixo carbono)
E XXXX – C1 2,5% Ni
E XXXX – C2 3,5% Ni
E XXXX – C3 1% Ni
E XXXX – B3 2,25% Cr 1% Mo
E XXXX – B3L 2,5% Cr 1% Mo (baixo carbono)
E XXXX – D1 1,55% Mn: 0,35% Mo
E XXXX – D2 2% Mn: 0,35% Mo
E XXXX – G Aço alta resistência com seis diferentes composições de C, Mn, Ni, Cr, Mo
e V.
E XXXX - M Aço alta resistência com cinco diferentes composições de C, Mn, Ni, Cr,
Mo.
Profº M.Sc. Amilton Cordeiro
27
Tecnologia da Soldagem
Exercícios
De as características desses eletrodos de acordo com a norma AWS:
E 7018 G E7020 C1 E 12018 B3 E 7018 A1
Este eletrodo contém 0,5 de Cr e 0,5 de Mo.
O revestimento desse eletrodo é básico, solda na CC+.
Este eletrodo aceita soldar em todas as posições.
Resistência a tração da solda feita com esse eletrodo 70 KSI ou 70.000 psi ou 49 Kg/mm2
(70 X 0,7=49).
Significa – eletrodo para soldagem a arco.
Profº M.Sc. Amilton Cordeiro
28
Tecnologia da Soldagem
Classificação dos eletrodos tipos de corrente, polaridade e composição do
revestimento
Classe Tipo de Tipo de arco e Penetração Tipo de revestimento Teor de
corrente transferência Hidrogênio
E-6010 CC+ Forte com Profunda Celulósico Com silicato Alto
Salpicos Spray de Sódio
E-6011 CA CC+ Forte com Profunda Celulósico Com silicato Alto
Salpicos Spray de Potássio
E-6012 CA CC- Médio pouco Pouca Rutílico com silicato de Médio
Salpicos Spray Sódio
E-6013 CA CC- Suave sem Pouca Rutílico Com silicato de Médio
CC+ Salpicos Spray Potássio
E-6019 CA CC+ Suave sem Alta Rutílico ácido com Médio
CC- Salpicos Spray Silicato de Potássio
E-6020 CA CC+ Suave sem Alta Ácido com silicato de Médio
CC- Salpicos Spray potássio
E-6022 CA CC- Suave sem Alta Ácido com silicato de Médio
Salpicos Spray potássio
E-6027 CA CC+ Suave sem Alta Ácido com silicato de Médio
CC- Salpicos Spray potássio e 50% de pó de
ferro
E-7014 CA CC+ Suave sem Pouca Rutílico com silicato de Médio
CC- Salpicos Spray potássio e 25-40% de pó
de ferro
E-7015 CC+ Médio pouco Média Básico com silicato de Baixo
Salpicos Sódio
Globular
E-7016 CC+ Médio pouco Média Básico com silicato de Baixo
CC- Salpicos potássio
Globular
E-7018 CC+ Médio pouco Média Básico com silicato de Baixo
Salpicos potássio e 25-40% de pó
Globular de ferro
E-7024 CA CC+ Suave sem Média Rutilico com silicato de Médio
CC- Salpicos Spray potássio de 50% de pó
de ferro
E-7028 CC+ CA Médio pouco Média Básico com silicato de Baixo
Salpicos potássio e 50% de pó de
Globular ferro
E-7048 CC+ CA Médio pouco Média Básico com silicato de Baixo
Salpicos potássio e 25-40% de pó
Globular de ferro
Profº M.Sc. Amilton Cordeiro
29
Tecnologia da Soldagem
Características e aplicações
É importante para um profissional de soldagem lembrar que o processo de soldagem com
eletrodo tem muitas variáveis a considerar. Por exemplo, ele pode ser usado numa ampla
variedade de configurações de junta encontradas na soldagem industrial, e numa ampla
variedade de combinações de metal de base e metal de adição. Ocasionalmente, vários tipos
de eletrodos são usados para uma solda específica.
O processo de soldagem com eletrodo revestido pode ser usado para soldar em todas as
posições. Ele pode ser usado para soldagem da maioria dos aços e alguns dos metais não
ferrosos, bem como para deposição de metal de adição para se obter determinadas
propriedades ou dimensões. Apresenta possibilidade de soldar metal de base numa faixa de 2
mm até 200 mm dependendo do aquecimento ou requisitos de controle de distorção e da
técnica utilizada.
A taxa de deposição deste processo é pequena comparada com os outros processos de
alimentação continua. A taxa de deposição varia de 1a 5 Kg/h e depende do eletrodo
escolhido.
O sucesso do processo de soldagem com eletrodo revestido depende muito da habilidade e
da técnica do soldador, pos toda a manipulação de soldagem é executada pelo soldador.
Há quatro itens que o soldador deve estar habilitado a controlar:
Comprimento do arco;
Ângulo de trabalho e de deslocamento do eletrodo;
Velocidade de deslocamento do eletrodo;
Amperagem.
Comprimento do arco
Para determiná-lo, aplica-se a seguinte regra: O comprimento do arco nas soldagens com
eletrodos revestidos deve ser igual ou ligeiramente inferior ao diâmetro do núcleo do eletrodo
que está sendo usado.
Exemplo:
“O comprimento do arco, para um eletrodo revestido de 1/8” (3, 175 mm) deve ser mantido
entre 2,5 a 3, 175 mm.
Profº M.Sc. Amilton Cordeiro
30
Tecnologia da Soldagem
Na tabela a seguir, podemos observar algumas diferenças na soldagem quando trabalhamos
com arco curto ou arco longo.
Ângulo de trabalho e de deslocamento do eletrodo
Velocidade de deslocamento do eletrodo
Varia de acordo com a intensidade da corrente, com a dimensão da peça e com o tipo de
cordão desejado
AMPERAGEM
Ajuste da Corrente
A corrente fornecida pela máquina deve variar de acordo com o diâmetro do eletrodo.
Quando o diâmetro do eletrodo vem indicado em polegada fracionária, uma regra geral pode
ser estabelecida para o ajuste da corrente. Esta é a regra: a intensidade da corrente
(amperagem) para trabalhar com eletrodo revestido deve corresponder aproximadamente à
medida do diâmetro do núcleo do eletrodo em milésimos de polegada.
Profº M.Sc. Amilton Cordeiro
31
Tecnologia da Soldagem
Exemplo:
Qual a amperagem aproximada para trabalhar com um eletrodo de 1/8” de diâmetro?
Solução:
Para transformar polegada fracionária em polegada milésima, divide-se o numerador da
fração pelo seu denominador, ou seja:
1:8 = 0, 125
“Então, se 1/8” = 125 milésimos de polegada, para trabalhar com um eletrodo revestido de
1/8” de diâmetro, usa-se aproximadamente 125 A.
Quando o diâmetro do eletrodo vem indicado em milímetros aplica-se a constante 40, ou seja:
para cada 1 mm usa-se 40 A.
Exemplo:
Calcular a intensidade da corrente conveniente para soldar com eletrodo revestido de 3,2 m
de diâmetro.
Solução:
Se para cada 1 mm usa-se 40 A, multiplicando-se 3,2 mm por 40 A, vamos encontrar a
amperagem aproximada para soldar com eletrodo de 3,2 mm de diâmetro.
Então, se 3,2 x 40 = 128, para soldar com eletrodo revestido de 3,2 mm de diâmetro usa-se
aproximadamente 128 A.
Diâmetros dos eletrodos
Exercícios:
Polegadas. Milímetros.
1/16____________ 1,60____________
5/64____________ 2,00____________
3/32____________ 2,50____________
1/8_____________ 3,25____________
5/32____________ 4,00____________
3/16____________ 5,00____________
1/4_____________ 6,00____________
Profº M.Sc. Amilton Cordeiro
32
Tecnologia da Soldagem
Descontinuidade induzida pelo processo
A solda obtida pela soldagem a arco com eletrodo revestido pode conter quase todos os tipos
de descontinuidades. A seguir estão listadas algumas descontinuidades mais comum que
podem ser encontradas quando este processo é usado.
Porosidade – de um modo geral é causada pelo emprego de técnicas Incorretas
(comprimento do arco ou alta velocidade de soldagem), pela utilização de metal base sem
limpeza adequada ou por eletrodo úmido. A porosidade agrupada ocorre, ás vezes, na
abertura e fechamento do arco. Á técnica de soldagem com um pequeno passe a ré, logo a
pós começar a operação de soldagem, permite ao soldador refundi a área de inicio do passe,
liberando o gás deste e evitando assim este tipo de descontinuidade. A porosidade
vermiforme ocorre geralmente pelo uso de eletrodo úmido.
Inclusões – são provocadas pela manipulação inadequada do eletrodo e pela limpeza
deficiente entre os passes. É um problema previsível, no caso de projeto inadequado no que
se refere ao acesso à Junta a ser soldada ou mesmo com pequenos ângulos de bisel.
Falta de Fusão – resulta de uma técnica de soldagem inadequada: soldagem rápida
preparação inadequada da junta ou do material, corrente baixa demais.
Profº M.Sc. Amilton Cordeiro
33
Tecnologia da Soldagem
Falta de Penetração – resulta de uma técnica de soldagem inadequada: soldagem rápida
preparação inadequada da junta ou do material, corrente baixa demais e eletrodo com o
diâmetro grande demais.
Concavidade e sobreposição – são devidas a erro do soldador.
Trincas Interlamelar – esta descontinuidade não se caracteriza como sendo uma falha do
soldador. Ocorre, quando o metal de base, não suportando tensões elevadas, geradas pela
contração da solda, na direção da espessura, trinca-se em forma de degraus, situados em
planos paralelos à direção de laminação.
Trincas na garganta e Trincas na Raiz – quando aparecem, demandam, para serem
evitadas, mudanças na técnica de soldagem ou troca de materiais.
Trincas na Margem e trincas sob Cordão – São trincas, como veremos devidas à
fissuração a frio. Elas ocorrem em certo tempo após a execução da solda e, portanto, podem
não ser detectadas por uma inspeção realizada imediatamente após a operação de soldagem.
Elas ocorrem, normalmente, enquanto há hidrogênio retido na solda. Como exemplos de
fontes de hidrogênio podemos citar: elevadas umidade do ar, eletrodos úmidos, superfícies
Profº M.Sc. Amilton Cordeiro
34
Tecnologia da Soldagem
sujas. Este hidrogênio aliado a uma microestrutura frágil e em nível de tensões residuais
suficientemente elevados contribui para o aparecimento desses tipos de trincas.
Mordedura – amperagem elevadas
PROCESSO MIG/MAG
Fundamentos do processo
O processo de soldagem a arco sob proteção gasosa consiste em um aquecimento localizado
da região a se unir, até que esta atinja o ponto de fusão, formando-se então a poça de metal
líquido, que receberá o metal de adição também na forma fundida.
A energia necessária para fundir tanto o metal base quanto o metal de adição, é fornecida
pelo arco elétrico. No arco elétrico temos cargas elétricas fluindo entre dois eletrodos através
de uma coluna de gás ionizado como mostra a figura.
Profº M.Sc. Amilton Cordeiro
35
Tecnologia da Soldagem
*Arco elétrico utilizando o argônio como gás de ionização.
Para isolar a região de soldagem dos contaminantes atmosféricos (nitrogênio, oxigênio e
umidade), que prejudicam as propriedades mecânicas da junta, são utilizados gases de
proteção com características químico-físicas específicas que também ajudam a formar e
manter o arco elétrico estável. A altura do arco elétrico é controlada pela diferença de
potencial (voltagem) aplicada entre os eletrodos, no caso do processo MIG-MAG, ou pela
distância eletrodo-peça no caso do processo TIG, e sua intensidade pela corrente elétrica
(amperagem) que se faz fluir através da coluna de gás ionizado (plasma).
O processo MIG/MAG é considerado um processo semi-automático de soldagem, pois utiliza
como metal de adição o arame eletrodo de alimentação contínua, onde o soldador deve
apenas controlar a velocidade de avanço durante as operações de soldagem, mantendo-se
constante a distância do bico de contato a peça.
Além do arame, são utilizados gases inertes ou ativos para proteger a região de solda. A
figura abaixo ilustra o processo e a figura seguinte os equipamentos utilizados.
Esquema do processo MIG/MAG
Gás de Proteção,
Podendo ser:
Um Gás Ativo, ou
Um Gás Inerte,
ou Mistura de
Gases Ativos &
Inertes.
Profº M.Sc. Amilton Cordeiro
36
Tecnologia da Soldagem
Equipamentos utilizados no processo MIG/MAG
Neste processo, a fonte de energia fornece tensão (voltagem) constante e corrente
(amperagem) contínua.
O ajuste da amperagem é feito variando-se a velocidade de alimentação do arame. Quanto
maior esta velocidade, maior a corrente que a fonte fornece para fundir o arame eletrodo.
O ajuste da tensão é feito na fonte e esta variável é que vai fornecer a energia necessária
para gerar uma quantidade de corrente compatível com a velocidade de arame selecionada.
Para uma tensão de trabalho definida, existe uma velocidade de arame que torna o arco e a
transferência metálica mais estáveis com pouca geração de respingos.
No processo MIG/MAG trabalha-se com polaridade reversa, isto é, o arame eletrodo ligado na
polaridade positiva e a peça-obra ligada na polaridade negativa.
Gases de proteção
Os gases de proteção utilizados no processo MIG/MAG tem a função de proteger a poça de
fusão dos contaminantes do ar atmosféricos e proporcionar a estabilidade do arco elétrico.
Quando se utiliza gases inertes o processo denomina-se processo MIG (Metal Inerte Gás).
Os gases inertes mais utilizados são: Argônio (Ar), Hélio (He), e Nitrogênio (N 2 ) ou misturas
entre eles, porém o Hélio e o Nitrogênio, mesmo sendo considerados gases inertes, tem a
capacidade de potencializar o Arco Elétrico em algumas situações, propiciando maiores
penetrações que quando se usa o Argônio puro, a exemplo de soldagem de alumínio e suas
ligas, quando o material base tem elevada espessuras (Considerar espessura maiores que 1”
uma polegada).
Quando se utiliza gases ativos o processo denomina-se processo MAG (Metal Ativo Gás).
Os gases ativos mais utilizados são: dióxido de carbono (CO2), mistura de argônio com
dióxido de carbono, argônio com oxigênio (O2) e misturas de argônio com dióxido de carbono
e oxigênio.
O silicato de manganês formado possui ponto de fusão e densidade inferior ao metal de
solda, permanecendo na superfície do cordão de solda. Em soldagem multipasse não é
necessário, na maioria das vezes, retirarmos esta escória formada dos cordões anteriores.
Os gases de proteção influenciam:
Penetração
O CO2“puro”, pode ser usado na soldagem, obtemos ai processo MAG, empregado para
soldagem de metais ferrosos, normalmente solicitado na soldagem de espessuras acima de
4mm.
Como maior ponto positivo destaca-se o custo do gás, que comparativamente é bem mais
barato, e as taxas de penetração, que são bem maiores quando comparadas as chamadas
“Misturas”, que normalmente são compostas CO2, com 8 a 30% “balanço” em Argônio, ou
seja o que falta para 100% do volume do cilindro de Argônio, ou o mesmo raciocínio com uso
Profº M.Sc. Amilton Cordeiro
37
Tecnologia da Soldagem
O2 + Argônio, ambos que proporcionam menores taxas de respingos, se comparado ao CO2
“puro”.
Porém com uso das “Misturas” normalmente se obtém menores taxas de penetração, por
serem normalmente ricas em Argônio, considerando transferência por curto circuito. Já em
transferência tipo spray, devido ao alto nível de energia do arco elétrico, as misturas ricas em
argônio também produzem penetrações elevadas, e normalmente aumento de produtividade,
por proporcionarem maior velocidade no processo de soldagem.
Quantidade de respingos
Os respingos com misturas a base de argônio são menores e em quantidade inferior quando
comparados ao CO2. Quando se utiliza misturas ricas em argônio (85% ou mais de argônio) e
em transferência em spray, a quantidade de respingos é desprezível.
Acabamento
Para baixo nível de energia, o acabamento dos cordões de solda é semelhante. Já para
correntes elevadas, as misturas a base de argônio produzem melhor acabamento em relação
ao CO2.
Queima de elementos de liga
A queima de elementos de liga depende do nível de corrente da operação de soldagem. Para
um mesmo nível de amperagem quanto maior a porcentagem de argônio menor a queima de
elementos de liga.
Velocidade de soldagem
Quanto menor o teor de CO2 maior a velocidade de soldagem (produtividade). A adição de
oxigênio (5% no máximo) ao argônio puro resulta em misturas de altíssima produtividade.
Tipo de transferência metálica.
Mais adiante nesta apostila detalharemos este item
Arames para a soldagem MIG/MAG
Os arames para a soldagem MIG/MAG são sólidos e com diâmetro de 0,6 a 1,6 mm. Com o
mesmo equipamento usado na soldagem MIG/MAG, pode-se utilizar arames tubulares com
diâmetro de até 2,4 mm. Estes arames possuem em seu interior um fluxo semelhante ao
utilizados em eletrodos revestidos. Esta característica tem como objetivo aumentar a
produtividade e produzir metais de solda com propriedades físico-químicas bem específicas,
ampliando o campo de aplicação dos equipamentos do processo.
Atualmente existe uma gama muito grande de tipos de arame para o processo, que seguem
especificações como as ditadas pela AWS (Sociedade Americana de Soldagem), uma das
mais utilizadas.
Profº M.Sc. Amilton Cordeiro
38
Tecnologia da Soldagem
Mundialmente encontram-se arames para a soldagem dos seguintes materiais: aços ao
carbono, aços baixa liga, aços inoxidáveis, ferro fundido, cobre e suas ligas, alumínio e suas
ligas, níquel e suas ligas, titânio e suas ligas e soldagem de revestimento (para o processo
com arame tubular).
Os arames são especificados pela sua composição química ou como no exemplo abaixo,
onde é mostrada a especificação de arames sólidos destinados a soldagem de aços carbono.
Exemplo: arame ER 70 S 6 , onde,
ER = indica que o arame pode ser usado como eletrodo e vareta.
70 = indica o limite de resistência a tração em 1.000 psi que neste caso seria de 70.000 psi
ou 49,2 kg/mm.
S = indica arame sólido.
6 = digito relativo a composição química.
**O tipo de embalagem (embalagem a vácuo), e o bobinamento (bobinamento capa a
capa) são fatores importantes, para manter a integridade do produto até sua colocação em
uso, e garantir uma perfeita alimentação de material de adição em meio a soldagem, estes
dois diferenciais muitas vezes garantem uma melhor estabilidade de arco elétrico,
conseqüentemente melhor performance de penetração no processo de soldagem MIG-MAG,
e claro maior conforto e confiança, ao soldador na execução do trabalho.
Transferência metálica no processo MIG/MAG
Existem três tipos básicos de transferência metálica neste processo, que dependem do tipo
de gás de proteção utilizado, nível de energia (corrente/tensão), diâmetro e tipo do arame de
adição e tipo de metal base.
Transferência por curto circuito
Transferência alcançada com qualquer tipo de gás de proteção a um baixo nível de
corrente/tensão. A ponta do arame vai se fundindo pela ação do arco elétrico e aumenta de
tamanho até atingir a peça, onde o arco se extingue. A gota então é destacada e transferida a
peça pela ação de forças eletromagnéticas e o efeito pinch que estrangula a ponta do arame.
Neste momento ocorre a reignição do arco elétrico onde a corrente atinge o valor de corrente
de curto circuito gerando os respingos.
A figura ilustra o processo de transferência por curto circuito.
Profº M.Sc. Amilton Cordeiro
39
Tecnologia da Soldagem
*Transferência por curto circuito.
Este tipo de transferência permite a soldagem em todas as posições e possui uma energia
relativamente baixa, restringindo o seu uso para grandes espessuras.
A utilização de misturas a base de argônio proporciona boa estabilidade de arco e gotas
pequenas minimizando a projeção de respingos.
Transferência globular
Tipo de transferência obtida com nível de energia maior que no caso anterior. Misturas a base
de argônio com menos de 15% de CO2 possuem uma pequena faixa de trabalho em regime
globular, passando para spray com o aumento da energia de soldagem. Já, misturas com
mais de 25% de CO2 ou CO2 puro não entram em spray, permanecendo em regime
globular com o aumento da energia de soldagem.
Nesta transferência, o metal se projeta por gotas de diâmetro bem maior que o diâmetro do
arame, principalmente quando se utiliza o gás CO2 como gás de proteção. Com isto, temos
uma geração excessiva de respingos. A figura abaixo mostra o processo de transferência
globular.
*Transferência globular
Com este tipo de transferência pode-se trabalhar somente na posição plana devido ao grande
volume da gota e a alta fluidez da poça de fusão como mostra a figura a seguir.
*Transferência globular fora de posição
Transferência em spray
Tipo de transferência que também necessita de alta energia de soldagem.
Profº M.Sc. Amilton Cordeiro
40
Tecnologia da Soldagem
O metal é transferido por pequenas gotículas que são arremessadas a peça por forças
eletromagnéticas muito forte. Apesar da intensidade destas forças, só se pode utilizar este
tipo de transferência na posição plana e em alguns casos na horizontal, pois a poça de fusão
é muito fluida devido a alta energia envolvida no processo.
A transferência em spray não é alcançada quando se utiliza o CO2 puro ou misturas com
mais de 15% de CO2 como gás de proteção.
Utilizando-se então misturas a base de argônio com menos de 15% de CO2 ou misturas de
argônio com oxigênio, obtém-se a transferência em spray que proporciona alta taxa de
deposição (produtividade), grande penetração com pouquíssima geração de respingos, já que
o arco elétrico não apaga.
*Transferência em spray - o arco não extingue pois o arame não toca a peça.
Obs.: A utilização de fontes pulsadas permite a soldagem fora de posição com este tipo de
transferência.
Variáveis do processo e suas influências
Corrente elétrica (amperagem)
Esta variável é controlada pela velocidade do arame, um aumento na velocidade do arame,
implica em maior quantidade de eletrodo a ser fundido. Maior quantidade de corrente de
soldagem é automaticamente fornecida pela fonte e vice-versa. A principal influência desta
variável está no controle da penetração de solda. A figura mostra o aumento da penetração
com o aumento da corrente (amperagem), ou seja, da velocidade do arame para um mesmo
valor de tensão (voltagem).
*Influência da corrente de soldagem na penetração de solda
Por esta figura observa-se também a influência da velocidade do arame no perfil do cordão de
solda.
Profº M.Sc. Amilton Cordeiro
41
Tecnologia da Soldagem
Tensão (voltagem)
Esta variável controla o tamanho do arco elétrico. Um aumento da voltagem provoca um
acréscimo na altura e no diâmetro do cone do arco, como mostra a figura abaixo.
*Influência da tensão no arco elétrico
Com o aumento do arco elétrico, uma maior área do metal de solda é aquecida resultando
num cordão mais largo e mais baixo pelo aumento da fluidez da poça de fusão.
A figura abaixo ilustra este fato.
*Influência da tensão no perfil do cordão de solda
Velocidade de avanço (velocidade de soldagem)
Esta variável também influencia a penetração de solda. Para uma velocidade muito alta de
soldagem, o arco não permanece tempo suficiente na região de solda para proporcionar uma
boa fusão e penetração do cordão. Já para uma velocidade baixa, a penetração aumenta
mas, para uma velocidade excessivamente baixa de soldagem, o próprio metal fundido na
poça funciona como isolante térmico para a transferência de calor do arco para o metal base,
prejudicando também a penetração de solda.
*Influência da velocidade de soldagem na penetração de solda.
Profº M.Sc. Amilton Cordeiro
42
Tecnologia da Soldagem
Extensão do eletrodo (stick out)
Definimos como extensão do eletrodo, a distância da extremidade do bico de contato a peça
obra, como indicado na figura, incluindo a altura do arco elétrico pois na prática não se mede
este valor.
*Extensão do eletrodo
Com o aumento da extensão do eletrodo temos uma queda na amperagem e uma elevação
na voltagem de serviço. Uma menor quantidade de corrente é necessária para fundir o arame
devido ao aquecimento do mesmo pelo aumento da resistência elétrica do circuito. Portanto,
aumentando-se o stick out, aumentamos a taxa de fusão do arame e vice-versa.
A figura a seguir mostra a variação da corrente e da tensão em função da altura do bico de
contato.
*Influência da extensão do eletrodo nas variáveis do processo
Inclinação da tocha
Esta é outra variável que tem influência sobre a penetração de solda. De acordo com a figura
a seguir, soldando-se com inclinação positiva (puxando a solda), o arco elétrico atua
diretamente sobre a poça de fusão, aumentando a penetração. Já, no sentido negativo
(empurrando a solda), o arco elétrico permanece sobre o metal de base frio, reduzindo a
penetração da solda. Como esta variável influencia a corrente elétrica, algumas variações na
penetração de solda são observadas
Profº M.Sc. Amilton Cordeiro
43
Tecnologia da Soldagem
*Influência da inclinação da tocha no perfil e penetração do cordão de solda
A inclinação positiva (puxando a solda) é indicada para a soldagem de chapas galvanizadas
ou com oxidação excessiva.
A inclinação negativa (empurrando a solda) é indicada para a soldagem do alumínio e suas
ligas.
A inclinação da tocha não deve ser superior a 20º, pois um ângulo maior que este valor pode
comprometer a proteção gasosa, além de tornar o arco instável e aumentar a quantidade de
respingos.
Indutância
Variável que reduz a quantidade de respingos durante a transferência por curto circuito.
A indutância age sobre o pico de corrente de curto circuito, retardando o tempo em que esta
atinge o seu valor máximo. Desta maneira, o arco elétrico reascende com menos violência
reduzindo a quantidade de respingos como mostra a figura.
*Influência da indutância na quantidade de respingos durante a transferência
por curto circuito
Profº M.Sc. Amilton Cordeiro
44
Tecnologia da Soldagem
Vazão de gás
A vazão de gás é responsável pela proteção adequada da poça de fusão, garantindo soldas
isentas de porosidade.
O seu valor ideal depende do metal a ser soldado, das condições do ambiente em relação a
ventilação e do nível de amperagem utilizado.
Logicamente, em função destes fatores, quanto menor o seu valor maior a economia de gás
no processo de soldagem.
Dados de soldagem em função do diâmetro do arame
As tabelas abaixo são relativas a soldagem de aços carbono com arame ER 70 S 6.
A tabela A relaciona as faixas de corrente utilizáveis em função do diâmetro do arame.
TABELA A
Diâmetro do arame ( mm ) Faixa de Corrente ( A )
0,8 50 a 220
0,9 60 a 260
1,0 80 a 300
1,2 100 a 340
A tabela B indica a faixa típica de corrente e velocidade de alimentação do arame para
transferência em curto - circuito ( utilizando mistura com 25% de CO2 em argônio como gás
de proteção, ou menor que.
TABELA B
Diâmetro do arame Faixa de corrente ( A ) Faixa de velocidade de
( mm ) alimentação do arame ( m/min.)
0,8 60 - 160 0,90 - 10,40
0,9 80 - 200 1,00 - 11,40
1,2 120 - 230 1,80 - 7,20
Obs.: Para um mesmo nível de corrente, a utilização de arames de menor diâmetro
proporciona maior taxa de deposição com pouca geração de respingos.
A tabela C indica a corrente mínima para transferência em spray ( utilizando o gás de
proteção CO2, “puro” não se obtém transferência por Spray, necessita-se de misturas ricas
em Argônio para tanto).
TABELA C
Diâmetro do arame ( mm ) Corrente mínima para spray ( A )
0,8 150
0,9 165
1,0 220
1,2 240
Profº M.Sc. Amilton Cordeiro
45
Tecnologia da Soldagem
Defeitos de soldagem e suas prováveis causas
Mordedura
- alta velocidade de soldagem.
- alta voltagem do arco.
- manuseio inadequado da tocha.
Falta de fusão - cordão muito convexo em soldagem multipasse.
- baixa energia de soldagem.
- alta energia de soldagem para a posição vertical
descendente.
- junta inadequada.
- manuseio inadequado da tocha.
Falta de penetração
- baixa energia de soldagem.
- velocidade alta de soldagem.
- junta inadequada.
Porosidade
- vazão inadequada de gás: muito alta ou baixa.
- superfície com impurezas ( tinta, óleo, graxa,
umidade, carepa ...).
- alta voltagem de soldagem.
Profº M.Sc. Amilton Cordeiro
46
Tecnologia da Soldagem
Inclusão de escória
- superfície com carepa ou oxidação excessiva.
- escória nos cantos de cordões de solda muito
convexos.
- escória ancorada em mordeduras.
Excesso de penetração
- amperagem muito alta.
- grande abertura da raiz.
- não utilização de cobre juntas
Desalinhamento
- montagem incorreta da junta.
- distorções durante a fabricação.
Distorções
- projeto inadequado da junta.
- seqüência inadequada de passes de solda.
Profº M.Sc. Amilton Cordeiro
47
Tecnologia da Soldagem
Trincas de solidificação
*No centro do cordão *Na cratera
- profundidade de penetração excessiva.
- junta com grande abertura.
- metal base com alto teor de impurezas.
- pouco reforço na cratera.
- junta com alto grau de restrição.
Trincas induzidas pelo hidrogênio
- presença de hidrogênio no metal de solda, aço
com alto teor de carbono equivalente e junta com
restrição.
Decoesão lamelar
- inclusões no metal base no sentido da laminação.
- junta com alto grau de restrição.
Profº M.Sc. Amilton Cordeiro
48
Tecnologia da Soldagem
- Trincas de liquefação do ZTA.
- metal base com impurezas.
- alto aporte térmico.
SOLDAGEM TIG
Apresentação do processo
Profº M.Sc. Amilton Cordeiro
49
Tecnologia da Soldagem
Descrição
A soldagem com eletrodo não consumível de tungstênio e proteção gasosa (GAS TUNGSTEN
ARC WELDING – GTAW (EUA) ou TUNGSTEN IONERT GAS – TIG (EUROPA)) é um
processo no qual a união das peças metálicas é produzida pelo aquecimento e fusão desta
através de um arco elétrico estabelecido entre a peça e o eletrodo, não consumível, de
tungstênio. A proteção gasosa serve para estabilizar o arco elétrico e proteger o eletrodo e a
poça de fusão.
A adição de metal de enchimento pode ser ou não feita.
Características do processo
A proteção do eletrodo e da poça de fusão contra a oxidação do ar é feita por um gás inerte,
geralmente argônio, hélio ou uma mistura destes.
Vantagens
Este processo possui excelente controle do calor à peça, devido ao controle
independente da fonte de calor e da adição de metal;
Possibilita a soldagem sem adição de metal (chapas finas);
Não existem reações metal-gás e metal-escória, sem grande geração de fumos, o que
permite ótima visibilidade para o soldador;
Possui um arco elétrico suave, produzindo soldas com boa aparência e acabamento,
exigindo pouco ou nenhuma limpeza após a operação;
Permite um controle preciso das variáveis de soldagem;
A operação do processo pode ser manual ou mecanizada/automatizada.
Profº M.Sc. Amilton Cordeiro
50
Tecnologia da Soldagem
Aplicações
É aplicado à maioria dos metais e suas ligas, numa ampla faixa de espessura (incluindo
soldas dissimilares);
Devido a sua baixa relação produtividade/custo é usado principalmente na soldagem de
metais não ferrosos e aços inoxidáveis, na soldagem de peças de pequena espessura (da
ordem de mm) e no passe de raiz na soldagem de tubulações.
Limitações
A taxa de deposição é menor que em processo com eletrodo consumível (para uma
dada corrente);
É menos econômico para espessuras maiores que 10 mm;
Exige mais destreza do soldador para soldagem manual;
Dificuldade em manter a proteção gasosa em trabalhos de campo
Equipamento básico
Fonte de energia (CA ou CC), cabos, tocha, eletrodo de tungstênio, fonte de gás de proteção
com regulador de vazão, ferramentas e material de proteção. Para a abertura de arco em CA-
ignitor de alta frequência.
Profº M.Sc. Amilton Cordeiro
51
Tecnologia da Soldagem
Fontes de energia
A5 – 700 A Welding Range
500 A @ 40V, 100% Duty Cycle
Amperage Range = 5 – 300 amps
Duty Cycle = 40% @ 250 A / 30V
A faixa de regulagem (dependendo da capacidade da fonte) de ~20 A a 400 A.
As fontes de energia podem apresentar diversas variações em termos do projeto, capacidade
e características operacionais.
Característica estática da fonte – Fonte de Corrente Constante
Variáveis do processo TIG
Comprimento de arco (voltagem);
Corrente;
Velocidade de soldagem;
Gás de proteção;
Tipo, diâmetro e ângulo da ponta do eletrodo;
Alimentação do material de adição.
Profº M.Sc. Amilton Cordeiro
52
Tecnologia da Soldagem
Corrente de soldagem
Fontes de energia com controle eletrônico podem fornecer corrente contínua, alternada,
corrente alternada com onda retangular e pulsada.
Corrente contínua CC-
Fluxo de elétrons de eletrodo para o metal de base – fenômeno denominado “Emissão
Termiônica”, que demanda pouca energia (baixa tensão, para uma dada corrente) e,
consequentemente, aquece pouco o eletrodo. Esse tipo de corrente e polaridade se aplica
para a soldagem de aços ao carbono, de baixa liga e de aços inoxidáveis.
Profº M.Sc. Amilton Cordeiro
53
Tecnologia da Soldagem
A emissão Termiônica (também denominada de Emissão por Cátodos Quentes) acontece a
altas temperaturas em alguns materiais de alto ponto de fusão e refratários, que passam a
emitir espontaneamente elétrons.
Corrente contínua CC+
Em CC+ o arco elétrico é menos estável que com a corrente CC- e normalmente utilizado em
chapas finas;
Há um aquecimento excessivo (desgaste) do eletrodo.
Corrente alternada
Utilizada em solda de alumínio, magnésio e suas ligas (devido a capacidade de limpeza
catódica).
Em CA – deve ter uma defasagem de 90° para não haver a extinção do arco. Mesmo assim,
ocorre uma instabilidade do arco – Utilizar um sinal de alta tensão e alta frequência
simultânea e continuamente.
Profº M.Sc. Amilton Cordeiro
54
Tecnologia da Soldagem
Teorias – “Emissão por Campo”, também conhecida como “Emissão por Cátodo Frio”, é a de
que por sobre a peça se forma uma camada muito fina de óxido (1 a 10 Mícrons), a qual
libera elétrons facilmente, tornando-se carregada positivamente.
Por alguma razão, elétrons se concentram sob esta camada de óxido (de cerca 1mm de
espessura), criando um elevado gradiente elétrico (estimado em 109V/m). Estes elétrons
adentram à camada de óxido, gerando alta temperatura.
O calor liberado nesses pontos é suficiente para fundir e evaporar localmente a camada de
óxido nessa região (limpando o óxido).
Corrente alternada – onda quadrada
Com o advendo de novas tecnologia na área da eletrônica foi possível a construção de
máquinas eletrônicas que geram corrente alternada com onda retangular, eliminando a
necessidade da sobreposição de sinal de alta tensão e alta frequência.
Profº M.Sc. Amilton Cordeiro
55
Tecnologia da Soldagem
Maior penetração
Maior limpeza
Corrente pulsada
Corrente contínua pulsada, CP é usada em baixa frequência (2 a 10 Hz) para tentar controlar
a poça de fusão.
O cordão assume um bom aspecto, com estrias finas e regularmente espaçadas, diminuiu a
susceptibilidade À formação de trincas de solidificação.
A pulsação em alta frequência tem por objetivo enrijecer o arco, tornando-se uma importante
ferramenta para soldagens com níveis de corrente muito baixos.
Profº M.Sc. Amilton Cordeiro
56
Tecnologia da Soldagem
Abertura do arco
Não é recomendado acender o arco por contato eletrodo peça (contaminação).
Existiam basicamente 2 formas de acendimento:
Alta frequência – Arco piloto
3KV a 5KHz – Arco entre o eletrodo e o bocal
Arco Piloto: necessita de eletrodo e fonte de corrente secundários e é pouco usado.
Ignitor de alta frequência: gera superposto à corrente de soldagem um sinal de alta tensão e
alta frequência, com valores em torno de 3KV e 5KHz, que produz a ionização da coluna de
gás entre o eletrodo e a peça, permitindo a abertura do arco com baixas tensões na fonte da
soldagem. Apesar de ser de alta tensão este sinal é de baixíssima potencia e não oferece
perigo para o operador.
Profº M.Sc. Amilton Cordeiro
57
Tecnologia da Soldagem
Técnicas mais modernas Contato Programado
Contato programado – Rampa de corrente é apenas usada em fontes eletrônicas e permite a
abertura com o toque do eletrodo na peça, mas com uma corrente inicial bem reduzida,
insulficiente para permitir sua fusão e transferência para a peça. Após a abertura, a corrente
no arco é elevada até o valor de operação selecionado.
Tochas e acessórios
Manuais:
Eletrodo e cabo com ângulo de 90° a 120°;
Com interruptor para acionar ignitor, corrente e vazão de gás.
Automáticas:
Retas para montagem em suportes posicionadores.
Refrigeradas a água ou gás:
O cabo de corrente geralmente é embutido no conduite de refrigeração (tochas
refrigeradas a água geralmente são mais leves, mas são menos silenciosas).
Profº M.Sc. Amilton Cordeiro
58
Tecnologia da Soldagem
Tochas para soldagem TIG
Tocha TIG refrigerada pelo gás de proteção
Profº M.Sc. Amilton Cordeiro
59
Tecnologia da Soldagem
Tocha TIG refrigerada a água
1-Bocal;
2-Porta pinça;
3-Anel de vedação;
4, 5 e 6-Corpo da tocha;
7-Pinça;
8-Capa de eletrodo curta;
9-Capa de eletrodo longa;
13-Válvula;
23-Anel isolador.
Profº M.Sc. Amilton Cordeiro
60
Tecnologia da Soldagem
Tocha TIG mecanizada
Refrigeração da tocha
Bicos de contato e fixadores de eletrodos:
Em pares (função do diâmetro do eletrodo);
Feitos de liga de cobre.
Bocais:
Diferentes formas e tamanhos;
Função de direcionar o gás em regime laminar;
Os mais usados são os cerâmicos (mais baratos, porem, quebradiços);
Os de metal refrigerados a água (para altas correntes, vida longa).
Profº M.Sc. Amilton Cordeiro
61
Tecnologia da Soldagem
Objetivo – produzir um fluxo laminar do gás de proteção.
Os aspectos mais importantes nos bocais são suas dimensões e perfis. Os bocais devem ser
largos o suficiente para prover cobertura da área de soldagem pelo gás e devem estar de
acordo com o volume e a densidade necessária do gás no processo.
Bocal
Outro recurso utilizado ma melhoria do fluxo são “gas lens”, que asseguram um fluxo laminar
do gás de proteção, através de sua estrutura porosa que é fixada ao redor do eletrodo. Desta
forma, elas permitem ao operador trabalhar com a extremidade da tocha a uma maior
distância da peça, auxiliando na visualização e facilitando o trabalho em locais de difícil
acesso para a tocha, como cantos.
Profº M.Sc. Amilton Cordeiro
62
Tecnologia da Soldagem
Eletrodos
Apesar de não serem fundidos para fazer parte do cordão de solda, os eletrodos utilizados na
soldagem TIG sofrem desgaste, sendo, por isso, enquadrados como consumíveis do
processo.
Fornecidas com 150 a 175 mm de comprimento de tungstênio puro ou com pequenas adições
de óxidos de tório (denominado tória), de zircônio (zircônia), de lantânio (lantânia), de cério
(céria), ou ainda de outras terras raras.
Faixas de utilização de eletrodos no processo GTAW
Profº M.Sc. Amilton Cordeiro
63
Tecnologia da Soldagem
Afiação dos eletrodos
Afiação do eletrodo – facilita a emissão de elétrons por Efeito Termiônico (além da ponta
facilitar o aquecimento por ter menos volume, há o efeito emissivo das “pontas”) e por garantir
um arco estável.
Exemplos de afiador de eletrodo
Profº M.Sc. Amilton Cordeiro
64
Tecnologia da Soldagem
Uma forma de manter a ponta do eletrodo afiada durante a soldagem é por maio da seleção
correta do tipo de eletrodo em função do nível de corrente e polaridade.
Polaridade direta (eletrodo negativo), aplicadas em aços ao carbono e inoxidáveis, os
eletrodos dopados com tória, lantânia ou céria são recomendados justamente pela
capacidade de manter a ponta afiada em ângulo.
Baixo nível CC Alto nível CC
Uso dos eletrodos em função da corrente
Corrente alternada, aplicadas em alumínio e ligas similares, maior aquecimento da ponta do
eletrodo.
Eletrodo de tungstênio puro, a ponta do eletrodo se funde, ficando com uma forma abaulada.
Apesar da perda de afiação é utilizado em soldagem a plasma.
Óxido de zircônio (zircônia), componente que, também por facilitar a emissão termiônica,
reduz a temperatura de trabalho do eletrodo, mas sem conseguir evitar a fusão da ponta.
Preparado para CA Operando em CA
Deve-se tomar cuidado ao se utilizar eletrodos torinados, lantanados ou cerinados em
soldagem CA, pois podem ter suas pontas danificadas. Mas ao invés da fusão e do
conseqüente abaulamento da ponta, ocorrem explosões periódicas da ponta do eletrodo,
tornando o arco instável e lançando pedaços do eletrodo que podem contaminar o cordão.
Profº M.Sc. Amilton Cordeiro
65
Tecnologia da Soldagem
Gases
Gases de proteção são inertes
Ar e He são os mais comuns
Em alguns casos são usados misturas especiais como as que contém hidrogênio, que podem
ser usadas na soldagem de aços inoxidáveis para dar brilho ao cordão de solda.
E as que contém nitrogênio, opcionais na soldagem de cobre e suas ligas.
Comparação entre os gases He e Ar
Melhor estabilidade do arco com Ar que com He
Menor consumo de Ar, já que este é mais denso que o He
Menores tensões de arco com Ar que com He
Menor custo do Ar
Maior penetração da soldagem com He que com Ar
Maior facilidade na abertura do arco com Ar
Melhor efeito de limpeza dos óxidos na soldagem com corrente alternada com Ar
Possibilidade de uso de maiores velocidades com He
Misturas 80% Ar – 20 % He reúnem boas características de soldagem
Profº M.Sc. Amilton Cordeiro
66
Tecnologia da Soldagem
Alimentação de arames
Sistema de alimentação de arame
A alimentação do metal de adição é feita de forma independente:
Manual (varetas)
Mecanizado (em rolos, utilizando um sistema convencional de alimentação)
Aos alimentadores de arame devem possibilitar uma alimentação constante, em baixas
velocidades (de 0 a 7 m/min) e com regulagem (resolução) de pelo menos 0,05 m/min,
características normalmente não obtidas com alimentadores para MIG/MAG.
Profº M.Sc. Amilton Cordeiro
67
Tecnologia da Soldagem
Se contínua necessita de guias.
O uso de “caneta alimentadora” permite ao soldador, através de um reostato no próprio corpo
da caneta, regular a velocidade com que o arame é alimentado.
Profº M.Sc. Amilton Cordeiro
68
Tecnologia da Soldagem
Técnicas de soldagem
Técnica para soldagem GTAW manual com metal de adição:
(a) desenvolvimento da poça de fusão
(b) recuo da tocha
(c) adição de material
(d) afastamento de vareta
(e) avanço da tocha conduzindo a poça de fusão
Sistemas de deslocamento
Linear
Mesa com tecimento
Rotacional
Profº M.Sc. Amilton Cordeiro
69
Tecnologia da Soldagem
Técnicas de soldagem
Orbital:
Os cabeçotes orbitais são utilizados na mecanização da soldagem de tubos e dutos em uma
variedade de espessuras, em situações em que a qualidade da solda deve estar em conjunto
com a produtividade.
Orbital câmera fechada:
Profº M.Sc. Amilton Cordeiro
70
Tecnologia da Soldagem
Técnicas especiais
Arame quente
No processo de arame quente há um preaquecimento por resistência elétrica. O arame é
aquecido por uma fonte que opera em CA e fonte com característica estática de tensão
constante. A CA minimiza o efeito do sopro magnético.
Soldagem por pontos
Soldagem de filete
Soldagem de aresta
Profº M.Sc. Amilton Cordeiro
71
Tecnologia da Soldagem
SIMBOLOGIA DA SOLDAGEM
Composição da Simbologia de Soldagem de Acordo com a Norma AWS
Símbolos
Os símbolos são desenhos que representam orientação para o processo de soldagem; Indica
a geometria das juntas, das dimensões e ângulo do chanfro, a abertura da raiz, o
comprimento da solda, o loca de trabalho, entre outras informações.
Objetivos do uso dos símbolos
Os símbolos são utilizados para economizar espaço e trabalho nos desenhos dos projetos e,
ao mesmo tempo; além disso os símbolos tornam interpretação do desenho mais rápido e
fácil.
Os símbolos de soldagem podem ser classificados em dois grandes grupos, os símbolos
básicos e os suplementares. A norma AWS considera um terceiro grupo, os do símbolos
típicos, que reúnem todos os símbolos necessários à situação de soldagem, bem como as
dimensões e especificações de materiais.
Profº M.Sc. Amilton Cordeiro
72
Tecnologia da Soldagem
Símbolos básicos de soldagem
Profº M.Sc. Amilton Cordeiro
73
Tecnologia da Soldagem
Símbolos suplementares
Profº M.Sc. Amilton Cordeiro
74
Tecnologia da Soldagem
Símbolos básicos
Os símbolos básicos de soldagem transmitem as informações elementares do processo.
Segundo a AWS, as partes sempre presentes na apresentação simbólica de soldagem são a
linha de referência e a linha de seta.
A linha de referência, indicada na figura 2.2, é um traço horizontal que serve de suporte para
as informações a respeito da soldagem. Conforme sua localização, acima ou abaixo da linha
da referência, os símbolos utilizados indicam ações diferentes.
Um símbolo colocado abaixo da linha de referência determina que o procedimento de
soldagem deve ser feito no lado indicado pela linha de seta; se o símbolo estiver acima da
linha, a soldagem deverá ser feita no lado oposto da linha de seta.
Figura - Linha de Referência
No caso de soldagem em ambos os lados da peça, aparecerão dois símbolos, um acima e
outro abaixo da linha de referência, como representado na figura a seguir
Profº M.Sc. Amilton Cordeiro
75
Tecnologia da Soldagem
Figura - Soldagem em ambos os lados
A linha de seta parte de uma das extremidades da linha de referência e indica a região em
que deverá ser realizada a soldagem, como na figura abaixo; o local exato da soldagem é
especificado pela posição do símbolo, acima ou abaixo da linha de referência. A linha da seta
pode ser colocada tanto na extremidade esquerda quanto na direita da linha de referência,
devendo ser observada a estética do desenho.
Figura – Linha de Seta
A linha de seta pode ser contínua ou não. Quando a linha de seta é contínua, indica que
qualquer um dos lados da junta pode apresentar chanfro. A linha de seta não contínua indica
o lado da junta que deverá ser chanfrado, semelhante à figura.
Figura – Tipos de Linha de Seta
A outra extremidade da linha de referência pode apresentar um símbolo semelhante ao da
figura abaixo, uma letra V deitada.
Figura – Cauda da Linha de Seta
Profº M.Sc. Amilton Cordeiro
76
Tecnologia da Soldagem
Este símbolo é chamado cauda e traz informações a respeito de procedimentos,
especificação e normas estabelecidos por associações de soldagem.
Essas indicações são compostas de algarismos e letras, representativos do procedimento.
Se não for necessária nenhuma especificação, o desenho da cauda pode ser dispensado.
O símbolo da solda por costura é representado como um círculo colocado no meio da linha de
referência e representa dois traços horizontais que cortam o círculo, um acima e outro abaixo
da linha de referência, como podemos verificar na figura a seguir
Soldagem por costura
O processo de soldagem por costura é muito similar à soldagem RSW, as principais
diferenças sendo a utilização de eletrodos na forma de disco, que podem se deslocar ao
longo da junta com uma dada velocidade, e a aplicação de uma sequência de pulsos de
corrente enquanto os eletrodos se movem (figura. B). Desta forma obtêm-se uma seqüência
de pulsos que se sobrepõem e forma a solda de costura.
O símbolo de solda em ângulo é representado por um triângulo retângulo posto acima ou
abaixo da linha de referência, conforme a figura.
Profº M.Sc. Amilton Cordeiro
77
Tecnologia da Soldagem
A solda de tampão é representada por um retângulo colocado acima ou abaixo da linha de
referência, conforme a figura abaixo. O retângulo pode conter algarismos, indicando a medida
do enchimento em milímetros; a omissão da medida indica que o enchimento é total.
Figura– Solda em Tampão
Para simbolizar a solda por ponto, utiliza-se um círculo colocado no meio da linha de
referência, como verificamos abaixo;
Figura– Solda por Ponto
Profº M.Sc. Amilton Cordeiro
78
Tecnologia da Soldagem
O símbolo da solda de revestimento é representado por dois semicírculos colocados abaixo
da linha de referência e indica que uma ou mais camadas de cordão necessárias, uma ao
lado da outra, como vemos na figura.
Figura – Solda de Revestimento
O símbolo de solda por projeção é representado como um círculo colocado tangencialmente à
linha de referência, acima ou abaixo dela, conforme abaixo
Figura – Solda por Projeção
A solda de tampão é representada por um retângulo colocado acima ou embaixo da linha de
referência, conforme o a figura abaixo
Profº M.Sc. Amilton Cordeiro
79
Tecnologia da Soldagem
Figura- Soldagem por tampão
O símbolo da solda de encaixe para junta brasada é representado por duas linhas retas
inclinadas, colocadas acima, abaixo ou em ambos os lados da linha de referência, como
indicado na figura.
O símbolo da solda de junta sem chanfro é representado por duas linhas verticais, em um dos
lados ou nos dois lados da linha de referência.
Profº M.Sc. Amilton Cordeiro
80
Tecnologia da Soldagem
Os símbolos das juntas com chanfro são: V ou X, meio V ou K, U ou duplo U, J ou duplo J. O
chanfro de uma junta é indicado por meio desses símbolos, colocados na linha de referência.
Os variados tipos de juntas com chanfro, seus respectivos símbolos e as representações
deles nas juntas .
Profº M.Sc. Amilton Cordeiro
81
Tecnologia da Soldagem
O símbolo da junta com uma face convexa é o desenho de um quarto de circunferência ao
lado de uma linha vertical, colocados acima, abaixo ou em ambos os lados da linha de
referência. Indica que a face de um ou dos dois membros da junta é arredondada.
Figura – Junta com uma Face Convexa
Se as duas faces forem convexas, o símbolo será de dois desenhos de um quarto de
circunferência colocados acima, abaixo ou em ambos os lados da linha de referência.
Figura – Solda em Duas Faces Convexas
O símbolo da solda de fechamento ou de aresta, verificado na figura a seguir, pode ser
representado de duas maneiras: no caso de peças curvas ou flangeadas, há duas linhas
verticais com ponta curva, acima ou abaixo da linha de referência. Indica que a preparação da
junta deve prever uma aresta.
Profº M.Sc. Amilton Cordeiro
82
Tecnologia da Soldagem
Figura – Solda de Fechamento ou de Aresta
No caso de uma peça curva ou flangeada e uma peça plana, a representação é de duas linha,
sendo uma reta, vertical, e outra reta com ponta curva, acima ou abaixo da linha de
referência.
Figura – Solda em Peça Curva ou Flangeada e uma Peça Plana
Segue abaixo um exemplo de localização dos elementos do símbolo básico – AWS A 2.4 – 86
Profº M.Sc. Amilton Cordeiro
83
Tecnologia da Soldagem
SÍMBOLOS SUPLEMENTARES
Existem alguns símbolos suplementares que auxiliam na interpretação da representação da
solda.
Símbolos de acabamento:
C – Rebarbamento
G - Esmerilamento
M - Usinagem
R - Laminação
H – Martelamento
TERMINOLOGIA
A soldagem acontece através da junção dos elementos abaixo como mostra a figura abaixo.
Profº M.Sc. Amilton Cordeiro
84
Tecnologia da Soldagem
Junta : Região entre duas ou mais peças que serão unidas.
Tipos de Junta: Os tipos usuais de junta são: de topo, de ângulo, de canto sobreposta e de
aresta.
Seguem nas figuras abaixo os tipos de juntas e chanfros mais usuais na soldagem.
Profº M.Sc. Amilton Cordeiro
85
Tecnologia da Soldagem
As figuras a seguir mostram as diferentes posições na soldagem de juntas de topos, solda em
filetes e solda em tubulações:
Soldagem de juntas de topo.
Profº M.Sc. Amilton Cordeiro
86
Tecnologia da Soldagem
Soldagem de soldas de filetes.
Soldagem em tubulações.
Soldas em juntas de topo e ângulo podem ser de penetração total (penetração em toda a
espessura de um dos componentes da junta) ou parcial. Soldas de penetração total
apresentam um melhor comportamento mecânico, contudo, tendem a ser de execução mais
difícil.
Assim, quando o melhor desempenho destas não for necessário, o usual é se trabalhar com
soldas de penetração parcial.
Profº M.Sc. Amilton Cordeiro
87
Tecnologia da Soldagem
Chanfro (groove): Corte efetuado na junta para possibilitar/facilitar a obtenção de uma solda
com a penetração desejada.É usado quando a espessura dos componentes da junta impede
a obtenção da penetração desejada sem o chanfro. O uso de um chanfro diferente do tipo I
(ver abaixo), implica na necessidade de se usar metal de adição. A escolha do tipo de chanfro
e suas dimensões dependem de muitos fatores como a material base, sua espessura, o tipo
de junta, o processo de soldagem, a possibilidade de se acessar os dois lados da junta, a
posição de soldagem (ver definição abaixo) e as características desejadas para a junta.
Elementos de um Chanfro:
Encosto ou nariz (s) : Parte não chanfrada de um componente da junta. Garganta, folga ou
fresta (f) : Menor distância entre as peças a soldar. Ângulo de abertura da junta (α) e
ângulo de chanfro (ß). Os elementos de um chanfro são escolhidos de forma a permitir um
fácil acesso até o fundo da junta, mas, idealmente, com a menor necessidade possível de
metal de adição.
Raiz: Região mais profunda do cordão de solda. Em uma junta chanfrada, corresponde à região do
cordão junto da fresta e do encosto. Tende a ser a região em que a soldagem é mais difícil
e, esta forma, mais propensa à formação de descontinuidades em uma solda.
Profº M.Sc. Amilton Cordeiro
88
Tecnologia da Soldagem
Face: Superfície oposta à raiz da solda.
Passe: Depósito de material obtido pela progressão sucessiva de uma só poça de fusão.
Uma solda pode ser feita em um único ou em vários passes (ver figura abaixo).
Camada: Conjunto de passes localizados em uma mesma altura no chanfro.
Reforço: Altura máxima alcançada pelo excesso de material de adição, medida a partir da
superfície do material de base.
Margem: Linha de encontro entre a face da solda e a superfície do metal de base.
Profº M.Sc. Amilton Cordeiro
Você também pode gostar
- Soldagem Eletrodo RevestidoDocumento38 páginasSoldagem Eletrodo RevestidoRayana VieiraAinda não há avaliações
- Senai - 6 Processo MIG MAGDocumento22 páginasSenai - 6 Processo MIG MAGAnonymous XQuDOLAinda não há avaliações
- Processos SoldagemDocumento119 páginasProcessos Soldagemc_guzanskyrochaAinda não há avaliações
- Soldador de TubulacaoDocumento144 páginasSoldador de Tubulacaoalanrego_agprAinda não há avaliações
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDocumento49 páginasSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- Metalurgia Da SoldagemDocumento119 páginasMetalurgia Da SoldagemErivaldo ConstantAinda não há avaliações
- FBTS Simbologia ModifcadoDocumento81 páginasFBTS Simbologia Modifcadowlton VgaAinda não há avaliações
- Soldagem Eletrodo RevestidoDocumento66 páginasSoldagem Eletrodo Revestidowellington848100% (6)
- FRESAMENTODocumento61 páginasFRESAMENTOchiodi26Ainda não há avaliações
- Soldagem MIG (Slides)Documento28 páginasSoldagem MIG (Slides)César Augusto100% (1)
- IF - CT - Módulo BásicoDocumento165 páginasIF - CT - Módulo BásicoEduardo CamposAinda não há avaliações
- Caldeiraria SoldagemDocumento127 páginasCaldeiraria SoldagemDener Tellini100% (2)
- Soldagem ExercíciosDocumento95 páginasSoldagem ExercíciosOsvaldoPerez85% (13)
- Soldagem-Eletrodo RevestidoDocumento51 páginasSoldagem-Eletrodo RevestidoMaria Alice Camacho100% (1)
- 4 Usinagem FresamentoDocumento96 páginas4 Usinagem FresamentoJoão Paulo Bastos100% (1)
- Apostila de CalderariaDocumento106 páginasApostila de CalderariaHudsonxavier100% (1)
- Aula Teórica Endurecimento SuperficialDocumento32 páginasAula Teórica Endurecimento SuperficialCarolai FabrisAinda não há avaliações
- MM Soldagem V3Documento215 páginasMM Soldagem V3Sérgio P. Cabral100% (1)
- SIMBOLOGIA Parte1Documento16 páginasSIMBOLOGIA Parte1MarleneLopesAinda não há avaliações
- Exercicos Sobre Ferro FundidoDocumento1 páginaExercicos Sobre Ferro FundidomarcusAinda não há avaliações
- Processos de SoldagemDocumento92 páginasProcessos de Soldagemfiesta new100% (1)
- Exercícios Parametros - de - CorteDocumento5 páginasExercícios Parametros - de - CorteRafael LS LorenzonAinda não há avaliações
- Módulo 4 - Consumíveis de SoldagemDocumento51 páginasMódulo 4 - Consumíveis de SoldagemRafael Souza100% (1)
- Traçagem e Caldeiraria Básica (Apostila)Documento75 páginasTraçagem e Caldeiraria Básica (Apostila)Hudson Saldanha100% (2)
- Fundamentos Da Metalurgia Da Soldagem)Documento52 páginasFundamentos Da Metalurgia Da Soldagem)Harlysson MaiaAinda não há avaliações
- Lista de Exercício para SoldagemDocumento16 páginasLista de Exercício para SoldagemFlávio Spindola100% (2)
- Apostila Mig - Mag e Arame Tuibular L&a Rev.2Documento47 páginasApostila Mig - Mag e Arame Tuibular L&a Rev.2eduardonadimAinda não há avaliações
- Aula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoDocumento25 páginasAula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoJuliano Sampaio100% (1)
- Mecânica - Materiais Metalicos e Não-Metalicos - SENAIDocumento44 páginasMecânica - Materiais Metalicos e Não-Metalicos - SENAIMarco Paulo Vilela RochaAinda não há avaliações
- Exercicios Simbologia Da SoldagemDocumento10 páginasExercicios Simbologia Da Soldagemadelor100% (1)
- Tratamento TermicoDocumento42 páginasTratamento TermicoRafael BelinattiAinda não há avaliações
- Soldagem Ferro Fundido 1Documento12 páginasSoldagem Ferro Fundido 1Adilmar E. NatãnyAinda não há avaliações
- Lista 01 - Soldagem - ResolDocumento10 páginasLista 01 - Soldagem - ResolMatheusSouzaAinda não há avaliações
- Caldeiraria Industrial IIDocumento184 páginasCaldeiraria Industrial IIWillianAinda não há avaliações
- Elementos de MáquinasDocumento215 páginasElementos de MáquinasjobsonjobsonAinda não há avaliações
- Manual de Aplicacoes em SoldagemDocumento352 páginasManual de Aplicacoes em SoldagemLindemberg TrindadeAinda não há avaliações
- Apostila de FresaDocumento60 páginasApostila de FresaRoberto Ferreira100% (1)
- Leitura e Interpretação de Desenho Técnico Mecânico - SenaiDocumento115 páginasLeitura e Interpretação de Desenho Técnico Mecânico - SenaiLusineide Silva100% (1)
- 14 - O Ciclo Térmico Na SoldagemDocumento68 páginas14 - O Ciclo Térmico Na SoldagemRodrigo Porcaro100% (2)
- Apostila Soldagem TIGDocumento74 páginasApostila Soldagem TIGRoberto De Oliveira100% (8)
- METALMECANICA FABRICACAO MECANICA v2019 5defd07aacff4 PDFDocumento180 páginasMETALMECANICA FABRICACAO MECANICA v2019 5defd07aacff4 PDFjoaquim100% (1)
- Introdução aos processos de fabricação de produtos metálicosNo EverandIntrodução aos processos de fabricação de produtos metálicosNota: 5 de 5 estrelas5/5 (1)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Fundamentos da análise fractográfica de falhas de materias metálicosNo EverandFundamentos da análise fractográfica de falhas de materias metálicosAinda não há avaliações
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Influência do teor de cobre na usinabilidade da liga de alumínio 6351No EverandInfluência do teor de cobre na usinabilidade da liga de alumínio 6351Ainda não há avaliações
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Princípios dos processos de fabricação utilizando metais e polímerosNo EverandPrincípios dos processos de fabricação utilizando metais e polímerosAinda não há avaliações
- Corrosão e Proteção dos MateriaisNo EverandCorrosão e Proteção dos MateriaisNota: 5 de 5 estrelas5/5 (1)
- ANTT - Anexo 2 - Programa de Exploração Rodoviária - BR-381Documento131 páginasANTT - Anexo 2 - Programa de Exploração Rodoviária - BR-381luciomarioAinda não há avaliações
- Unidade 4 - Procedimentos de TrabalhoDocumento70 páginasUnidade 4 - Procedimentos de TrabalhoAbraao GermanoAinda não há avaliações
- Manual de Instalacao N - SeriesDocumento96 páginasManual de Instalacao N - Seriesjean alvesAinda não há avaliações
- OperaçãoDocumento133 páginasOperaçãoalanrogermorenoAinda não há avaliações
- Arame MedDocumento2 páginasArame MedalanrogermorenoAinda não há avaliações
- ProgramaDocumento197 páginasProgramaalanrogermorenoAinda não há avaliações
- Segurança Na UsinagemDocumento3 páginasSegurança Na UsinagemalanrogermorenoAinda não há avaliações
- Cat Romi d1500 Po Ab-01 062021 BaixaDocumento8 páginasCat Romi d1500 Po Ab-01 062021 BaixaalanrogermorenoAinda não há avaliações
- U06315CDocumento125 páginasU06315CalanrogermorenoAinda não há avaliações
- Manual Do UsuárioDocumento114 páginasManual Do UsuárioalanrogermorenoAinda não há avaliações
- Espectroscopia de Infravermelho IRDocumento80 páginasEspectroscopia de Infravermelho IRalanrogermoreno100% (1)
- Aula 03 - Energia EólicaDocumento13 páginasAula 03 - Energia EólicaRingo silverAinda não há avaliações
- Questionário HelicópteroDocumento21 páginasQuestionário HelicópteroRenato Fiuza0% (1)
- Fim de Curso PosiçãoDocumento4 páginasFim de Curso Posiçãofj-fpAinda não há avaliações
- Planilha de Cálculo de AnodosDocumento2 páginasPlanilha de Cálculo de AnodosRodger SenaAinda não há avaliações
- Aula Sobre Cálculo Mecânico de Linhas de Transmissão de Energia - Rev02 - 2020Documento32 páginasAula Sobre Cálculo Mecânico de Linhas de Transmissão de Energia - Rev02 - 2020Cremildo MurrayAinda não há avaliações
- Curso de Eletricista PDFDocumento67 páginasCurso de Eletricista PDFromeotangomike50% (2)
- Análise de Estabilidade de TaludesDocumento18 páginasAnálise de Estabilidade de TaludesCefet-iano-MGAinda não há avaliações
- Gravitação - ITADocumento6 páginasGravitação - ITACaio TeixeiraAinda não há avaliações
- AV 1 Física AgronomiaDocumento2 páginasAV 1 Física AgronomiaBruna StawinskiAinda não há avaliações
- TCC - Teste de H2oDocumento69 páginasTCC - Teste de H2oAlexandreAinda não há avaliações
- Norma Técnica: CopasaDocumento66 páginasNorma Técnica: Copasamarcel. OliveiraAinda não há avaliações
- ExercicesCorr PO PDFDocumento16 páginasExercicesCorr PO PDFLeila Delgado TavaresAinda não há avaliações
- (Projeto) - Diagrama MultifilarDocumento1 página(Projeto) - Diagrama MultifilarLuis HenriqueAinda não há avaliações
- D450 Trio - JBL PDFDocumento1 páginaD450 Trio - JBL PDFLord RavenAinda não há avaliações
- Eletromagnetismo PDFDocumento59 páginasEletromagnetismo PDFHyagoTayaAinda não há avaliações
- Fundamentos de Tecnologia de Impressão & CópiaDocumento54 páginasFundamentos de Tecnologia de Impressão & CópiaMatheus HenriqueAinda não há avaliações
- Lista de Exercícios Circuitos ElétricosDocumento35 páginasLista de Exercícios Circuitos ElétricosnastaciabrAinda não há avaliações
- TP1 Latch SRDocumento2 páginasTP1 Latch SRAnonymous zYhDueNAinda não há avaliações
- BRG - Lista de Alarmes e Possíveis CausasDocumento8 páginasBRG - Lista de Alarmes e Possíveis CausasSBLOK GERADORESAinda não há avaliações
- WKLDocumento44 páginasWKLDarío Alejandro Pérez JeldesAinda não há avaliações
- Cap 5 Linhas de Transmissao Parte 2Documento118 páginasCap 5 Linhas de Transmissao Parte 2Libanio Vieira75% (4)
- Conversão de Energia - ListaDocumento14 páginasConversão de Energia - ListaValdir EduardoAinda não há avaliações
- Potencial DDP e TrabalhoDocumento6 páginasPotencial DDP e TrabalhoOtávio MarafigaAinda não há avaliações
- Resumo Atividades Laboratorias FQ 10 e 11Documento32 páginasResumo Atividades Laboratorias FQ 10 e 11FaisdecaAinda não há avaliações
- Andre Giacomini Dias CarmonaDocumento34 páginasAndre Giacomini Dias CarmonaFernanda LealAinda não há avaliações
- Manual de Produto 152Documento4 páginasManual de Produto 152Mello MelloinoxAinda não há avaliações
- Fisica Das RadiaçõesDocumento47 páginasFisica Das RadiaçõesFrancisco Jadson Lima - Profº OdontologiaAinda não há avaliações
- Exercicios Sobre Transistores 1 PDFDocumento8 páginasExercicios Sobre Transistores 1 PDFDavidsonsouzaAinda não há avaliações
- NBR - 9775-1987Documento3 páginasNBR - 9775-1987Jocemar LealAinda não há avaliações
- Aula 02 - Instalações Elétricas - Conceitos FundamentaisDocumento15 páginasAula 02 - Instalações Elétricas - Conceitos FundamentaisMarcos AfonsoAinda não há avaliações