100% acharam este documento útil (1 voto)
1K visualizações61 páginasFresamento: Tipos e Estratégias de Corte
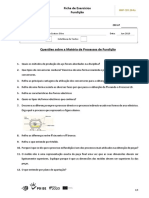
O documento descreve o processo de fresamento. Este processo envolve a remoção de material através do movimento rotativo de uma ferramenta com um ou mais gumes. O fresamento gera superfícies não-circulares em peças prismáticas através da combinação do movimento rotativo da ferramenta e do movimento translacional da peça. Parâmetros como a velocidade de corte, avanço e profundidade de corte são descritos.
Enviado por
chiodi26Direitos autorais
© Attribution Non-Commercial (BY-NC)
Levamos muito a sério os direitos de conteúdo. Se você suspeita que este conteúdo é seu, reivindique-o aqui.
Formatos disponíveis
Baixe no formato PDF, TXT ou leia on-line no Scribd
100% acharam este documento útil (1 voto)
1K visualizações61 páginasFresamento: Tipos e Estratégias de Corte
O documento descreve o processo de fresamento. Este processo envolve a remoção de material através do movimento rotativo de uma ferramenta com um ou mais gumes. O fresamento gera superfícies não-circulares em peças prismáticas através da combinação do movimento rotativo da ferramenta e do movimento translacional da peça. Parâmetros como a velocidade de corte, avanço e profundidade de corte são descritos.
Enviado por
chiodi26Direitos autorais
© Attribution Non-Commercial (BY-NC)
Levamos muito a sério os direitos de conteúdo. Se você suspeita que este conteúdo é seu, reivindique-o aqui.
Formatos disponíveis
Baixe no formato PDF, TXT ou leia on-line no Scribd