Você também pode gostar
- APOSTILA - Princípio de Ciência Dos MateriaisDocumento501 páginasAPOSTILA - Princípio de Ciência Dos MateriaisLais camposAinda não há avaliações
- Exercícios Ensaios de DurezaDocumento2 páginasExercícios Ensaios de DurezarcejrAinda não há avaliações
- Questões de Tratamentos TérmicosDocumento26 páginasQuestões de Tratamentos TérmicosToninho Porpino100% (11)
- FEUP - Processos de Ligação de Metais (Trabalhos Práticos)Documento30 páginasFEUP - Processos de Ligação de Metais (Trabalhos Práticos)davi_fumicAinda não há avaliações
- Artigo Científico Ciência e Tecnologia Dos Materiais IIDocumento9 páginasArtigo Científico Ciência e Tecnologia Dos Materiais IIedenireliasAinda não há avaliações
- Ex Ferramentas ManuaisDocumento6 páginasEx Ferramentas ManuaisrcejrAinda não há avaliações
- NomadesDocumento2 páginasNomadesrcejrAinda não há avaliações
- Exercícios Outros EnsaiosDocumento3 páginasExercícios Outros EnsaiosrcejrAinda não há avaliações
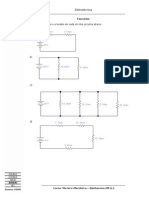
- ExercíciosDocumento3 páginasExercíciosrcejrAinda não há avaliações
- S1 - IntroduçãoDocumento8 páginasS1 - IntroduçãorcejrAinda não há avaliações
- Inspeção Dos Pontos de LubrificaçãoDocumento3 páginasInspeção Dos Pontos de LubrificaçãorcejrAinda não há avaliações
- 18º Congresso de Iniciação Científica Desenvolvimento Do Sistema para Monitoramento de Dados em HSM (High Speed Machining)Documento5 páginas18º Congresso de Iniciação Científica Desenvolvimento Do Sistema para Monitoramento de Dados em HSM (High Speed Machining)rcejrAinda não há avaliações
- Exercícios Ensaios de DurezaDocumento25 páginasExercícios Ensaios de DurezarcejrAinda não há avaliações
- Ex LimasDocumento3 páginasEx LimasrcejrAinda não há avaliações
- Exercícios Outros EnsaiosDocumento2 páginasExercícios Outros EnsaiosrcejrAinda não há avaliações
- Ex RoscasDocumento4 páginasEx RoscasrcejrAinda não há avaliações
- Ex RoscasDocumento4 páginasEx RoscasrcejrAinda não há avaliações
- Tipos de Máquinas de TrefilarDocumento5 páginasTipos de Máquinas de TrefilarrcejrAinda não há avaliações
- Av OgnDocumento1 páginaAv OgnrcejrAinda não há avaliações
- Av Primeira 2011Documento5 páginasAv Primeira 2011rcejrAinda não há avaliações
- S0007-8506 (07) 63250-8 TraduzidoDocumento8 páginasS0007-8506 (07) 63250-8 TraduzidorcejrAinda não há avaliações
- Aulas 2, 3 e 4Documento17 páginasAulas 2, 3 e 4rcejrAinda não há avaliações
- Apostila Comandosel Tricos Exercicios 130815235801 Phpapp02Documento19 páginasApostila Comandosel Tricos Exercicios 130815235801 Phpapp02Berg SilvaAinda não há avaliações
- Comandos ElétricosDocumento2 páginasComandos ElétricosrcejrAinda não há avaliações
- Exercícios FinaisDocumento2 páginasExercícios FinaisrcejrAinda não há avaliações
- Exercício Lubrificação IIDocumento2 páginasExercício Lubrificação IIrcejrAinda não há avaliações
- Exercícios LubrificaçãoDocumento2 páginasExercícios LubrificaçãorcejrAinda não há avaliações
- Ex Lei de KirchoffDocumento3 páginasEx Lei de KirchoffRichard CorrêaAinda não há avaliações
- Exercícios QualidadeDocumento2 páginasExercícios QualidadercejrAinda não há avaliações
- Noções de Desenho TécnicoDocumento186 páginasNoções de Desenho TécnicoAlemaoDSClubAinda não há avaliações
- Aulas DesenhoDocumento273 páginasAulas DesenhorcejrAinda não há avaliações
- Av Aprendizagem 2009Documento4 páginasAv Aprendizagem 2009rcejrAinda não há avaliações
- Relatório 1Documento13 páginasRelatório 1rcejrAinda não há avaliações
- Apresentação MetrologiaDocumento11 páginasApresentação MetrologiarcejrAinda não há avaliações
- Estudo Dirigido 03Documento9 páginasEstudo Dirigido 03Dayana VasquezAinda não há avaliações
- Metalografia - Recozimento Globular e EsferoidizaçãoDocumento3 páginasMetalografia - Recozimento Globular e EsferoidizaçãomatheusccoutoAinda não há avaliações
- Tratamentos Térmicos de Ligas de Alumínio - Informações Técnicas - Alumínio - Metais & Ligas - InfometDocumento6 páginasTratamentos Térmicos de Ligas de Alumínio - Informações Técnicas - Alumínio - Metais & Ligas - InfometmarcioulguimAinda não há avaliações
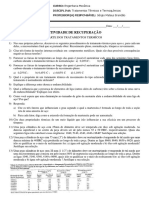
- Atividade 1 Recuperação TTTDocumento3 páginasAtividade 1 Recuperação TTTRaphael LopesAinda não há avaliações
- Tratamento Isotérmico & Resfriamento Contínuo (Slide Final)Documento25 páginasTratamento Isotérmico & Resfriamento Contínuo (Slide Final)sarana93taveiraAinda não há avaliações
- Cementita TerciáriaDocumento4 páginasCementita TerciáriaCarol OishiAinda não há avaliações
- DIN 17175 PortuguesDocumento10 páginasDIN 17175 PortuguesElbert VieiraAinda não há avaliações
- Lista de Exercícios AV2Documento10 páginasLista de Exercícios AV2Carlos Brandão0% (1)
- Encruamento e Anisotropia Do Aço 1020Documento52 páginasEncruamento e Anisotropia Do Aço 1020Patrick SpencerAinda não há avaliações
- Aço Dual Phase PDFDocumento18 páginasAço Dual Phase PDFdouglas_2069Ainda não há avaliações
- Efeito Dos Tratamentos Intercrítico e Isotérmico Sobre As Propriedades Mecânicas e A Microestrutura No Aço 300MDocumento7 páginasEfeito Dos Tratamentos Intercrítico e Isotérmico Sobre As Propriedades Mecânicas e A Microestrutura No Aço 300MSandro LombardoAinda não há avaliações
- CASA DAS MOLAS INFORMACOES TECNICAS Completas PDFDocumento30 páginasCASA DAS MOLAS INFORMACOES TECNICAS Completas PDFRobson PereiraAinda não há avaliações
- Exercío Avaliativo 01Documento4 páginasExercío Avaliativo 01Jeff WalkthroughsAinda não há avaliações
- Tratamento Térmico. FinalDocumento15 páginasTratamento Térmico. FinalPedro BungueleAinda não há avaliações
- Pratica de Tempera Por ChamaDocumento11 páginasPratica de Tempera Por ChamaJean Paulo SalvatiAinda não há avaliações
- Aula 16 - Processamento Termico Ligas MetalicasDocumento34 páginasAula 16 - Processamento Termico Ligas MetalicasAnonymous MxXTvAXAinda não há avaliações
- Controle Do Processo de UsinagemDocumento3 páginasControle Do Processo de UsinagemBruno Frehlich HuppesAinda não há avaliações
- História Das LimasDocumento22 páginasHistória Das LimasLauro FernandoAinda não há avaliações
- Aula de SiderurgiaDocumento210 páginasAula de SiderurgiaDanilo HoskenAinda não há avaliações
- Tratamento Termico PDFDocumento5 páginasTratamento Termico PDFJoctã GomesAinda não há avaliações
- Tratermentos TérmicosDocumento19 páginasTratermentos TérmicosMarcio FerreiraAinda não há avaliações
- Aços e Tratamentos TérmicosDocumento29 páginasAços e Tratamentos TérmicosmylykaAinda não há avaliações
- Alloyd Tool Steels I SPDocumento45 páginasAlloyd Tool Steels I SPness_valeAinda não há avaliações
- Sem TítuloDocumento46 páginasSem TítuloIgor ChissicoAinda não há avaliações
- Apostila - Metalografia Dos Materiais FerrososDocumento29 páginasApostila - Metalografia Dos Materiais FerrososanderdrumerAinda não há avaliações
- Processo de Tratamento Térmico Do Aço 5160Documento5 páginasProcesso de Tratamento Térmico Do Aço 5160Ed AlexandreAinda não há avaliações