Você também pode gostar
- Novo Espaço 12 - Caderno PráticoDocumento112 páginasNovo Espaço 12 - Caderno PráticoDina Medeiros83% (6)
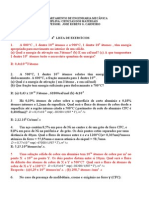
- 4 Lista de ExerciciosDocumento12 páginas4 Lista de ExerciciosBernardo Lemos0% (1)
- 22 Livros ArCondicionado PDFDocumento12 páginas22 Livros ArCondicionado PDFLuiz Carlos Freire Arraes50% (6)
- Tese - RugosidadeDocumento136 páginasTese - RugosidadeALEXANDREAinda não há avaliações
- Metodologia de ProjetoDocumento9 páginasMetodologia de ProjetoALEXANDREAinda não há avaliações
- Calculadora 2Documento31 páginasCalculadora 2ALEXANDREAinda não há avaliações
- Cmi-Considerações GeraisDocumento36 páginasCmi-Considerações GeraisALEXANDREAinda não há avaliações
- Centro de Usinagem e Torneamento CNC. Cristhian Marchi Hugo MenesesDocumento50 páginasCentro de Usinagem e Torneamento CNC. Cristhian Marchi Hugo MenesesHugo100% (3)
- Mecanica Dos Solidos I l5 PDFDocumento3 páginasMecanica Dos Solidos I l5 PDFALEXANDREAinda não há avaliações
- Produto Misto PDFDocumento9 páginasProduto Misto PDFALEXANDREAinda não há avaliações
- Lista de rm2Documento4 páginasLista de rm2ALEXANDRE0% (2)
- Simbolo de Grau de Acabamento PDFDocumento58 páginasSimbolo de Grau de Acabamento PDFALEXANDREAinda não há avaliações
- Aula Do Capítulo 7 - Livro ESTÁTICADocumento53 páginasAula Do Capítulo 7 - Livro ESTÁTICAALEXANDRE67% (3)
- Aula Pratica 2Documento2 páginasAula Pratica 2bolapaulinoAinda não há avaliações
- MANUAL AVA - IBREPTRAN (1) - CompressedDocumento15 páginasMANUAL AVA - IBREPTRAN (1) - CompressedIdavan BarbosaAinda não há avaliações
- Ansiedade Possíveis Intervenções Na Análise Do ComportamentoDocumento5 páginasAnsiedade Possíveis Intervenções Na Análise Do ComportamentoMaria Cecília BonfimAinda não há avaliações
- PartidaDocumento2 páginasPartidaIcaro FerreiraAinda não há avaliações
- Projeto de Instalações de Uma Oficina MecânicaDocumento3 páginasProjeto de Instalações de Uma Oficina MecânicaYago Silva100% (4)
- Mañana MDocumento26 páginasMañana MmayraAinda não há avaliações
- Yeshua Foi Adorado?Documento5 páginasYeshua Foi Adorado?Ericson-Nete GarretoAinda não há avaliações
- A Praça No Contexto Da Engenharia UrbanaDocumento8 páginasA Praça No Contexto Da Engenharia Urbanacarlos mettalAinda não há avaliações
- Emoções Na Aprendizagem PDFDocumento20 páginasEmoções Na Aprendizagem PDFGuilherme Hempel100% (1)
- Bênção Da Obra Da CapelaDocumento6 páginasBênção Da Obra Da Capelajoaoguilherme_fscAinda não há avaliações
- Verbos Graficamente ComplexosDocumento6 páginasVerbos Graficamente ComplexosHelenaAinda não há avaliações
- Curva VerticalDocumento7 páginasCurva VerticalBernardo TirreAinda não há avaliações
- Obrigações I - Apontamentos Romano MartinezDocumento69 páginasObrigações I - Apontamentos Romano MartinezInês de SousaAinda não há avaliações
- Carta de IntençãoDocumento3 páginasCarta de IntençãoThaís CaetanópolisAinda não há avaliações
- Plantar GirassolDocumento5 páginasPlantar GirassolcarrapichoAinda não há avaliações
- Missao Cloverfield RPGDocumento8 páginasMissao Cloverfield RPGEduardo Medeiros100% (2)
- Atividade de Extensão!Documento2 páginasAtividade de Extensão!thatasoares2222Ainda não há avaliações
- Trabalho - Marketing e Estratégia DigitalDocumento51 páginasTrabalho - Marketing e Estratégia DigitalLaura Kersting TussiAinda não há avaliações
- PLANO DE AULA - Grandezas e MedidasDocumento4 páginasPLANO DE AULA - Grandezas e MedidasAnne KaryneAinda não há avaliações
- Coisas Que Ficaram Muito Tempo Por Dizer. O Clube Da Esquina Como Formação CulturalDocumento160 páginasCoisas Que Ficaram Muito Tempo Por Dizer. O Clube Da Esquina Como Formação Culturalnati_hist_Ainda não há avaliações
- Técnicas Anestésicas MaxilaDocumento8 páginasTécnicas Anestésicas MaxilaEduvaldo JúniorAinda não há avaliações
- Instruções MI70GDocumento112 páginasInstruções MI70GAnderson Gomes SouzaAinda não há avaliações
- GrabovoiDocumento31 páginasGrabovoiMaht Rigpa100% (8)
- Trabalho em Altura X Acidentes de Trabalho Na ConsDocumento7 páginasTrabalho em Altura X Acidentes de Trabalho Na ConsdeborapiacenteAinda não há avaliações
- Alexandre VI - Borgia, o Papa S - Volker ReinhardtDocumento184 páginasAlexandre VI - Borgia, o Papa S - Volker ReinhardtIzaRodriguesAinda não há avaliações
- Creme de Leite e ManteigaDocumento54 páginasCreme de Leite e Manteigaflaviouft3523Ainda não há avaliações
- Pop - Dor Torácica (V5) PDFDocumento16 páginasPop - Dor Torácica (V5) PDFNATHALIA FERREIRA DOS SANTOSAinda não há avaliações
- AMORIM - O Corpo No EsquizodramaDocumento10 páginasAMORIM - O Corpo No EsquizodramaLeonardo PratesAinda não há avaliações
- Trabalho de EquipaDocumento3 páginasTrabalho de EquipaAna VieiraAinda não há avaliações