Você também pode gostar
- Lista de Corte NOMESDocumento6 páginasLista de Corte NOMESFernando RockerAinda não há avaliações
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 páginasAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerAinda não há avaliações
- Planilha Do EngenheiroDocumento233 páginasPlanilha Do EngenheiroEng° Dimas Mariano100% (2)
- Ruido Fundamentos e ControleDocumento635 páginasRuido Fundamentos e ControleJulio C.100% (3)
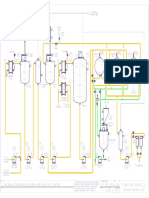
- Crown PFD 302sDocumento1 páginaCrown PFD 302sFernando RockerAinda não há avaliações
- Projeto Cozinha MDF 3Documento1 páginaProjeto Cozinha MDF 3Fernando RockerAinda não há avaliações
- Anexo 3 BEDQ1 PDFDocumento38 páginasAnexo 3 BEDQ1 PDFFernando RockerAinda não há avaliações
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 páginasAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerAinda não há avaliações
- Crown PFD 604cDocumento1 páginaCrown PFD 604cFernando RockerAinda não há avaliações
- Passat MY 2018 PDFDocumento434 páginasPassat MY 2018 PDFFernando RockerAinda não há avaliações
- Análise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelDocumento64 páginasAnálise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelFernando RockerAinda não há avaliações
- Anexo 26 Requisitos Juntas EspiraladasDocumento15 páginasAnexo 26 Requisitos Juntas EspiraladasFernando RockerAinda não há avaliações
- Anexo 6 Esforços Máximos em Bocais de EquipamentosDocumento6 páginasAnexo 6 Esforços Máximos em Bocais de EquipamentosFernando RockerAinda não há avaliações
- Alerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFDocumento3 páginasAlerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFFernando RockerAinda não há avaliações
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 páginasAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerAinda não há avaliações
- Ppgmec Tese 123 CL Udio Turani Vaz PDFDocumento146 páginasPpgmec Tese 123 CL Udio Turani Vaz PDFFernando RockerAinda não há avaliações
- Análise de Tensões em Sistemas de TubulaçõesDocumento25 páginasAnálise de Tensões em Sistemas de TubulaçõesrobertoAinda não há avaliações
- Curso Petrobras CapI Introdução1Documento19 páginasCurso Petrobras CapI Introdução1Joao Tadeu Domingues HipolitoAinda não há avaliações
- Análise Falha Junta de Expansão Fole Com PurgaDocumento8 páginasAnálise Falha Junta de Expansão Fole Com PurgaAdilmar E. NatãnyAinda não há avaliações
- Análise Riscos PDFDocumento1 páginaAnálise Riscos PDFOcimar FurtadoAinda não há avaliações
- Anexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Documento24 páginasAnexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Fernando RockerAinda não há avaliações
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 páginasAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerAinda não há avaliações
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 páginasAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerAinda não há avaliações
- Sistemas de Seguran A Nos Elevadores de Obras PDFDocumento123 páginasSistemas de Seguran A Nos Elevadores de Obras PDFheitor29Ainda não há avaliações
- Descrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Documento1 páginaDescrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Fernando RockerAinda não há avaliações
- Acidente Refinaria Flixborough PDFDocumento1 páginaAcidente Refinaria Flixborough PDFFernando RockerAinda não há avaliações
- Metalografia 2Documento7 páginasMetalografia 2Fernando RockerAinda não há avaliações
- Abnt - NBR - 2013 - Armazenamento de Liquidos Combustiveis e InflamaveisDocumento136 páginasAbnt - NBR - 2013 - Armazenamento de Liquidos Combustiveis e InflamaveisVanderclan QuarantaAinda não há avaliações
- PifDocumento46 páginasPifFernando RockerAinda não há avaliações
- Testes em Elastomeros PDFDocumento24 páginasTestes em Elastomeros PDFfeltofsnakeAinda não há avaliações
- Plasnec ClampTecDocumento50 páginasPlasnec ClampTecRodrigodeFreitasAinda não há avaliações
- Tratamento de AguaDocumento6 páginasTratamento de AguaRiva CavalleriAinda não há avaliações
- Manual Solo Cimento PDFDocumento19 páginasManual Solo Cimento PDFfrancypbAinda não há avaliações
- 11 - Pintura e Conservação Do NavioDocumento15 páginas11 - Pintura e Conservação Do Naviojconde1948Ainda não há avaliações
- Aula 1Documento15 páginasAula 1Jonathan OliveiraAinda não há avaliações
- Fatores de RiscoDocumento4 páginasFatores de RiscoPaulo CostaAinda não há avaliações
- Soldagem Arco SubmersoDocumento22 páginasSoldagem Arco SubmersoMiller C PolidorioAinda não há avaliações
- FISPQ Óleo Diesel B S1800 Shell R09 06 2011Documento14 páginasFISPQ Óleo Diesel B S1800 Shell R09 06 2011Jean Carlo Da RochaAinda não há avaliações
- Ficha4-Equilibrio QuimicoDocumento10 páginasFicha4-Equilibrio QuimicoDenis BembeleAinda não há avaliações
- Lista WRDocumento4 páginasLista WRMel CostaAinda não há avaliações
- ManilhasDocumento4 páginasManilhasMarcioUrso89Ainda não há avaliações
- Manual Cabecote Arcweld 400p Rev2Documento20 páginasManual Cabecote Arcweld 400p Rev2Mapa De Araujo AraujoAinda não há avaliações
- Cícero Ihs Aula 08Documento64 páginasCícero Ihs Aula 08thiago thAinda não há avaliações
- Cinetica QuimicaDocumento4 páginasCinetica QuimicaJmallAinda não há avaliações
- SENAI - Apostila Materiais Construção Mecânica 2011Documento145 páginasSENAI - Apostila Materiais Construção Mecânica 2011Ariosvaldo Zandrowski33% (3)
- Paneleiro Colormaq Titanium 6 Portas em A oDocumento2 páginasPaneleiro Colormaq Titanium 6 Portas em A oEdu LuzAinda não há avaliações
- Capitulo05 PDFDocumento38 páginasCapitulo05 PDFGilvan PirôpoAinda não há avaliações
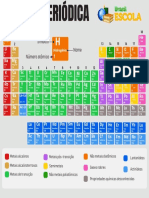
- Tabela Periodica Brasil EscolaDocumento1 páginaTabela Periodica Brasil EscolaIVETE DA SILVA CACIANOAinda não há avaliações
- Relatorio 7 de Quimica P03Documento8 páginasRelatorio 7 de Quimica P03Caio ZumsteinAinda não há avaliações
- Memeorial DescritivoDocumento8 páginasMemeorial Descritivoroberto neves da silvaAinda não há avaliações
- FAG Catalogo ProdutosDocumento36 páginasFAG Catalogo ProdutosFernando SáAinda não há avaliações
- Apostila LubrificacaoRev 1Documento151 páginasApostila LubrificacaoRev 1Raisa B. Lobo CarideAinda não há avaliações
- Tabela de Óleos Akcela Agosto 2006Documento12 páginasTabela de Óleos Akcela Agosto 2006andersonc3586100% (1)
- Catalogo Bioline FiosDocumento23 páginasCatalogo Bioline Fiosewellyn souzaAinda não há avaliações
- Lista de ExerciciosDocumento2 páginasLista de ExerciciosMarcelo BataglinAinda não há avaliações
- 10ºano Química Propriedades e Transformações Da MatériaDocumento3 páginas10ºano Química Propriedades e Transformações Da MatériaVanessa VeríssimoAinda não há avaliações
- Proposta Piscina de Vinil HeltonDocumento2 páginasProposta Piscina de Vinil HeltonThiago RodrigoAinda não há avaliações
- Burndy - Produtos 2013 PDFDocumento12 páginasBurndy - Produtos 2013 PDFValtenorAinda não há avaliações
- Coeficiente de EficaciaDocumento15 páginasCoeficiente de EficaciaCintiaRoneiAinda não há avaliações