Você também pode gostar
- Juntas RTJ - 01Documento8 páginasJuntas RTJ - 01DIEGO CONCEIÇÃO DE OLIVEIRAAinda não há avaliações
- AneisDocumento7 páginasAneisrilinktradeAinda não há avaliações
- Requisitos para juntas de vedação espiraladas de densidade controladaDocumento15 páginasRequisitos para juntas de vedação espiraladas de densidade controladaFernando RockerAinda não há avaliações
- Processos de fabricação mecânica: soldagem, usinagem e brasagemDocumento4 páginasProcessos de fabricação mecânica: soldagem, usinagem e brasagemLeandroAinda não há avaliações
- Justificaçâo de Cálculos e Cargas de Grampo OcultoDocumento14 páginasJustificaçâo de Cálculos e Cargas de Grampo OcultoRaphael LeitãoAinda não há avaliações
- Conformação Mecânica Aula 2Documento53 páginasConformação Mecânica Aula 2Daniel De Oliveira FilhoAinda não há avaliações
- Pino Elastico SpirolDocumento8 páginasPino Elastico SpirolwdimerAinda não há avaliações
- Processos de FabricaçãoDocumento35 páginasProcessos de FabricaçãoMatias KorbAinda não há avaliações
- 58-Recuperacao Emergencial de Uma Ponta de Eixo PDFDocumento6 páginas58-Recuperacao Emergencial de Uma Ponta de Eixo PDFLuiz Antônio FerreiraAinda não há avaliações
- Caracteristicas de Uma Peça MicrofundidaDocumento10 páginasCaracteristicas de Uma Peça MicrofundidaLuís Fernando BeccalettiAinda não há avaliações
- Mastro de bandeira componentesDocumento4 páginasMastro de bandeira componentesMarcelo AlvesAinda não há avaliações
- Fundamentos Da Usinagem Convencional RespostasDocumento24 páginasFundamentos Da Usinagem Convencional RespostasLeandro Oliveira da SilvaAinda não há avaliações
- Sistema construtivo autoportante IMASADocumento30 páginasSistema construtivo autoportante IMASAWanderlan AndradeAinda não há avaliações
- Boletim Tecnico Fixadores ASTM A325Documento14 páginasBoletim Tecnico Fixadores ASTM A325Brenno CorrêaAinda não há avaliações
- Coteq006 03Documento5 páginasCoteq006 03Adilmar E. NatãnyAinda não há avaliações
- Procedimento de Soldagem de Tubo de Aço Inox-20220827Documento16 páginasProcedimento de Soldagem de Tubo de Aço Inox-20220827john-ed-mir3557Ainda não há avaliações
- HTTP://WWW Startecnologia Com Br/PDF/StarferriteseimpedersDocumento8 páginasHTTP://WWW Startecnologia Com Br/PDF/StarferriteseimpedersklausmanfredAinda não há avaliações
- ABNT NBR 15310-2005telhasDocumento14 páginasABNT NBR 15310-2005telhasBruna AraujoAinda não há avaliações
- Cofragem Modular UniversalDocumento16 páginasCofragem Modular UniversaluvinasoAinda não há avaliações
- 02-Tecnologia - Dos - Rolamentos - Fabricação. Tratamentos EtcDocumento18 páginas02-Tecnologia - Dos - Rolamentos - Fabricação. Tratamentos EtcFe CostaAinda não há avaliações
- 2013-06-26-Req. Insp. Conexes - PARTE-2-3Documento32 páginas2013-06-26-Req. Insp. Conexes - PARTE-2-3estag.engAinda não há avaliações
- Treinamento de Soldagem de Componentes EletrônicosDocumento19 páginasTreinamento de Soldagem de Componentes EletrônicosRenanAinda não há avaliações
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDocumento4 páginasNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosAinda não há avaliações
- Lajes Mistas: Aspectos construtivos e conectores segundo Eurocódigo 4Documento10 páginasLajes Mistas: Aspectos construtivos e conectores segundo Eurocódigo 4George G F AragãoAinda não há avaliações
- Juntas e Elementos de VedaçãoDocumento5 páginasJuntas e Elementos de VedaçãoAlan MárciaAinda não há avaliações
- Esquema Do Processo de Extrusão TRABALHO 1Documento16 páginasEsquema Do Processo de Extrusão TRABALHO 1Antenor322Ainda não há avaliações
- Técnicas Conexas de Soldagem - ATIVIDADE 3Documento1 páginaTécnicas Conexas de Soldagem - ATIVIDADE 3Jean LopesAinda não há avaliações
- Apostila Estampos: Processos de Corte e FuraçãoDocumento24 páginasApostila Estampos: Processos de Corte e Furaçãobrunocapera2100% (1)
- Eixo de MoendaDocumento2 páginasEixo de MoendaLeandro Aparecido SampaioAinda não há avaliações
- Catálogo técnico de telha ondulada sem amianto BrasilitDocumento20 páginasCatálogo técnico de telha ondulada sem amianto BrasilitAdriano Risson100% (1)
- Manual Tecnico AçoportDocumento29 páginasManual Tecnico AçoportNapochAinda não há avaliações
- Manual Montagem Pino-ReiDocumento9 páginasManual Montagem Pino-Reifernandinha-andrade_164708Ainda não há avaliações
- Eletroduto Revestido Rigido de Aco Carbono Com Rosca NBR 8133 NBR 5624 - 1993Documento5 páginasEletroduto Revestido Rigido de Aco Carbono Com Rosca NBR 8133 NBR 5624 - 1993Gustavo RochaAinda não há avaliações
- Aperfeiçoamento da Soldagem FSpW em PoliamidaDocumento12 páginasAperfeiçoamento da Soldagem FSpW em PoliamidagibrahnAinda não há avaliações
- Apresentação FinalDocumento41 páginasApresentação FinalfdantassAinda não há avaliações
- SteelGrid R7 PORDocumento2 páginasSteelGrid R7 PORgleyber1979Ainda não há avaliações
- Linha OmegaDocumento12 páginasLinha Omegasublixo1Ainda não há avaliações
- NBR13312 Posto de Gasolina - TanqueDocumento20 páginasNBR13312 Posto de Gasolina - TanqueJessica LimaAinda não há avaliações
- PFII Lista de Exercício 20Documento7 páginasPFII Lista de Exercício 20Jose Rui BarbosaAinda não há avaliações
- NBR 5598 - Eletroduto Rigido de Aco Carbono Revestido Com Rosca NBR 6414Documento6 páginasNBR 5598 - Eletroduto Rigido de Aco Carbono Revestido Com Rosca NBR 6414Daniel GonçalvesAinda não há avaliações
- Caracterização de Uma Junta Soldada Com Suporte de Solda A Base de Fibra de VidroDocumento8 páginasCaracterização de Uma Junta Soldada Com Suporte de Solda A Base de Fibra de Vidropateta50Ainda não há avaliações
- Etercalc Telha OnduladaDocumento20 páginasEtercalc Telha OnduladaLucas GratãoAinda não há avaliações
- Manual Policarbonato Compacto e AlveolarDocumento9 páginasManual Policarbonato Compacto e AlveolarFausto Roberto NascimentoAinda não há avaliações
- Bomba Centrífuga - Equipe - Série BRFDocumento15 páginasBomba Centrífuga - Equipe - Série BRFLucas Zarpelon SilvaAinda não há avaliações
- 9505 PT - BR FactSheet - Main 01Documento2 páginas9505 PT - BR FactSheet - Main 01Vitor GodoyAinda não há avaliações
- Consentimento de Cookies: Os Cookies São Usados para Fins Estatísticos e para Melhorar o Site. Os Cookies SerãoDocumento33 páginasConsentimento de Cookies: Os Cookies São Usados para Fins Estatísticos e para Melhorar o Site. Os Cookies SerãoGuilherme Dos Santos MoreiraAinda não há avaliações
- Catalogo Backing Ceramico1Documento46 páginasCatalogo Backing Ceramico1marcionilo54100% (1)
- Determinação da resistência de adesão de revestimentos de argamassasDocumento4 páginasDeterminação da resistência de adesão de revestimentos de argamassasLauraSilveira100% (1)
- Projeto de tanque de armazenamento de óleo lubrificante de 20.000 m3Documento19 páginasProjeto de tanque de armazenamento de óleo lubrificante de 20.000 m3Márcio Luis100% (3)
- Função e tipos de retentores para vedaçãoDocumento5 páginasFunção e tipos de retentores para vedaçãoJorge Tomassini TAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Parâmetros de projeto de alvenaria estrutural com blocos de concretoNo EverandParâmetros de projeto de alvenaria estrutural com blocos de concretoAinda não há avaliações
- Anexo 3 BEDQ1 PDFDocumento38 páginasAnexo 3 BEDQ1 PDFFernando RockerAinda não há avaliações
- Planilha Do EngenheiroDocumento233 páginasPlanilha Do EngenheiroEng° Dimas Mariano100% (2)
- Projeto Cozinha MDF 3Documento1 páginaProjeto Cozinha MDF 3Fernando RockerAinda não há avaliações
- Ruido Fundamentos e ControleDocumento635 páginasRuido Fundamentos e ControleJulio C.100% (3)
- Lista de Corte NOMESDocumento6 páginasLista de Corte NOMESFernando RockerAinda não há avaliações
- Junta de vedação Camprofile para permutadoresDocumento15 páginasJunta de vedação Camprofile para permutadoresFernando RockerAinda não há avaliações
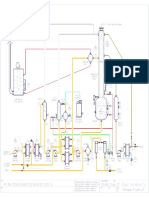
- Crown PFD 604cDocumento1 páginaCrown PFD 604cFernando RockerAinda não há avaliações
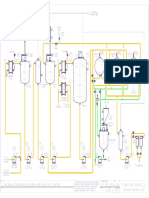
- Crown PFD 302sDocumento1 páginaCrown PFD 302sFernando RockerAinda não há avaliações
- Junta de vedação Camprofile para permutadoresDocumento15 páginasJunta de vedação Camprofile para permutadoresFernando RockerAinda não há avaliações
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 páginasAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerAinda não há avaliações
- Ppgmec Tese 123 CL Udio Turani Vaz PDFDocumento146 páginasPpgmec Tese 123 CL Udio Turani Vaz PDFFernando RockerAinda não há avaliações
- Passat MY 2018 PDFDocumento434 páginasPassat MY 2018 PDFFernando RockerAinda não há avaliações
- Anexo 6 Esforços Máximos em Bocais de EquipamentosDocumento6 páginasAnexo 6 Esforços Máximos em Bocais de EquipamentosFernando RockerAinda não há avaliações
- Anexo 4 Lavagem Com Vapor Steam Out Tubulação e EquipamentoDocumento3 páginasAnexo 4 Lavagem Com Vapor Steam Out Tubulação e EquipamentoFernando RockerAinda não há avaliações
- Análise de Tensões em Sistemas de TubulaçõesDocumento25 páginasAnálise de Tensões em Sistemas de TubulaçõesrobertoAinda não há avaliações
- Análise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelDocumento64 páginasAnálise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelFernando RockerAinda não há avaliações
- Alerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFDocumento3 páginasAlerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFFernando RockerAinda não há avaliações
- Acidente Refinaria Flixborough PDFDocumento1 páginaAcidente Refinaria Flixborough PDFFernando RockerAinda não há avaliações
- Análise Falha Junta de Expansão Fole Com PurgaDocumento8 páginasAnálise Falha Junta de Expansão Fole Com PurgaAdilmar E. NatãnyAinda não há avaliações
- Anexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Documento24 páginasAnexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Fernando RockerAinda não há avaliações
- Curso Petrobras CapI Introdução1Documento19 páginasCurso Petrobras CapI Introdução1Joao Tadeu Domingues HipolitoAinda não há avaliações
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 páginasAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerAinda não há avaliações
- Análise Riscos PDFDocumento1 páginaAnálise Riscos PDFOcimar FurtadoAinda não há avaliações
- Descrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Documento1 páginaDescrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Fernando RockerAinda não há avaliações
- Sistemas de Seguran A Nos Elevadores de Obras PDFDocumento123 páginasSistemas de Seguran A Nos Elevadores de Obras PDFheitor29Ainda não há avaliações
- Norma ABNT para armazenamento de combustíveisDocumento136 páginasNorma ABNT para armazenamento de combustíveisVanderclan QuarantaAinda não há avaliações
- PifDocumento46 páginasPifFernando RockerAinda não há avaliações
- Metalografia 2Documento7 páginasMetalografia 2Fernando RockerAinda não há avaliações
- Escoamentos em Canais AbertosDocumento637 páginasEscoamentos em Canais Abertosgabi_si2Ainda não há avaliações
- Evolução dos Modelos AtômicosDocumento18 páginasEvolução dos Modelos AtômicosThiago SantosAinda não há avaliações
- Solibilidade e InteraçõesDocumento15 páginasSolibilidade e InteraçõesAnne Carolina ViSamAinda não há avaliações
- Energia solar térmica representa mais de 1% da matriz energética brasileiraDocumento2 páginasEnergia solar térmica representa mais de 1% da matriz energética brasileiraAndre MartinsAinda não há avaliações
- Atividae Avaliativa 3anoDocumento1 páginaAtividae Avaliativa 3anoDenise NascimentoAinda não há avaliações
- FEMAP - Dimensionamento de Estrutura para Armazenamento de Barris de ÓleoDocumento15 páginasFEMAP - Dimensionamento de Estrutura para Armazenamento de Barris de ÓleoLincon MonteiroAinda não há avaliações
- 3340F401TDocumento2 páginas3340F401TLeandro Guilherme de FariaAinda não há avaliações
- Estudo de Caso Fachada Ventilada PDFDocumento17 páginasEstudo de Caso Fachada Ventilada PDFwagsantanaAinda não há avaliações
- CALORIMETRIADocumento14 páginasCALORIMETRIAJardeanny AlencarAinda não há avaliações
- Gen-Ex (2017 08 02)Documento126 páginasGen-Ex (2017 08 02)lui89% (18)
- Livro de Dinâmica Das Máquinas - Capitulo 1Documento22 páginasLivro de Dinâmica Das Máquinas - Capitulo 1Aldair Soares0% (2)
- teste_modeloDocumento2 páginasteste_modeloMariana MartinsAinda não há avaliações
- Prova 2 Tipo 1 GabaritoDocumento6 páginasProva 2 Tipo 1 GabaritoLara Danna MarquesAinda não há avaliações
- Chuvas ÁcidasDocumento10 páginasChuvas ÁcidasDenilson MiguelAinda não há avaliações
- Raiz, Caule e FolhaDocumento10 páginasRaiz, Caule e FolhaFabi PaolaAinda não há avaliações
- Q.I. Relatório Da Síntese Do Sulfato FerrosoDocumento1 páginaQ.I. Relatório Da Síntese Do Sulfato FerrosoThaís Janine100% (1)
- QuestãoDocumento46 páginasQuestãoSuzana MacedoAinda não há avaliações
- Guia Iluminacao Emporio Luz PDFDocumento44 páginasGuia Iluminacao Emporio Luz PDFSergio Ricardo NobreAinda não há avaliações
- Tubulacoes Acessorios ValvulasDocumento55 páginasTubulacoes Acessorios ValvulasMah_iseAinda não há avaliações
- Dimensionamento de instalação elétrica residencialDocumento8 páginasDimensionamento de instalação elétrica residencialJoseph OliveiraAinda não há avaliações
- Remoção de Metais Pesados de Águas Residuais e Síntese de Nanomateriais Fotocatalíticos2Documento43 páginasRemoção de Metais Pesados de Águas Residuais e Síntese de Nanomateriais Fotocatalíticos2JacksonAinda não há avaliações
- Bibliografia SugeridaDocumento3 páginasBibliografia SugeridaChico PedrosaAinda não há avaliações
- Calculo ChumbadoresDocumento24 páginasCalculo ChumbadoresERFerrandin100% (3)
- PCA - Pactual Combustíveis Ltda - Santa Helena de Goiás - GODocumento50 páginasPCA - Pactual Combustíveis Ltda - Santa Helena de Goiás - GOAline Souza Santos100% (4)
- 21 Ultra SomDocumento9 páginas21 Ultra SomPriscila PereiraAinda não há avaliações
- Atendimento de FarmaciaDocumento16 páginasAtendimento de FarmaciaJackson Da Silveira DóriaAinda não há avaliações
- 2-Teste Escrito - (Grupo)Documento6 páginas2-Teste Escrito - (Grupo)ARF07Ainda não há avaliações
- Estudo da Química na história e no cotidianoDocumento3 páginasEstudo da Química na história e no cotidianoArison SantosAinda não há avaliações
- Lista de EPI's Homologados LHDocumento46 páginasLista de EPI's Homologados LHigor AndradeAinda não há avaliações
- EuglenoficeasDocumento1 páginaEuglenoficeasdouglaslibraizAinda não há avaliações