Você também pode gostar
- BASICO de Eletronica IndustrialDocumento47 páginasBASICO de Eletronica IndustrialluizbandeiraAinda não há avaliações
- Apostila Curso Tec Inf e Man Cetam (Prof Gleyner)Documento50 páginasApostila Curso Tec Inf e Man Cetam (Prof Gleyner)JackeliniResendeAinda não há avaliações
- Dispositivos Semicondutores Diodos e TransistoresDocumento205 páginasDispositivos Semicondutores Diodos e TransistoresluizbandeiraAinda não há avaliações
- Utilizando o Solver para o Problema Do Transporte PDFDocumento17 páginasUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraAinda não há avaliações
- Utilizando o Solver para o Problema Do Transporte PDFDocumento17 páginasUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraAinda não há avaliações
- Estudo Dirigido CARACTERÍSTICAS DO PRODUTO E SUA ESTRATÉGIA LOGÍSTICADocumento4 páginasEstudo Dirigido CARACTERÍSTICAS DO PRODUTO E SUA ESTRATÉGIA LOGÍSTICAluizbandeiraAinda não há avaliações
- Utilizando o Solver para o Problema Do Transporte PDFDocumento17 páginasUtilizando o Solver para o Problema Do Transporte PDFluizbandeiraAinda não há avaliações
- Fatores Internos e Externos Influenciam o Clima OrganizacionalDocumento18 páginasFatores Internos e Externos Influenciam o Clima OrganizacionalluizbandeiraAinda não há avaliações
- Sistema de Controle de Qualidade Estudo de Caso em Uma Indústria SaeproDocumento12 páginasSistema de Controle de Qualidade Estudo de Caso em Uma Indústria SaeproluizbandeiraAinda não há avaliações
- GABARITO Exercicios de Avaliação Dualidade PDFDocumento16 páginasGABARITO Exercicios de Avaliação Dualidade PDFluizbandeiraAinda não há avaliações
- Instrumentação Nomenclatura Apostila PDFDocumento35 páginasInstrumentação Nomenclatura Apostila PDFluizbandeiraAinda não há avaliações
- Poka Yoke e JidokaDocumento13 páginasPoka Yoke e Jidokaluizbandeira50% (2)
- Interpretação Do Custo Reduzido (Reduced Cost)Documento37 páginasInterpretação Do Custo Reduzido (Reduced Cost)luizbandeiraAinda não há avaliações
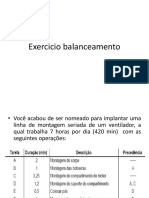
- Exercicio Balanceamento LINHA DE PRODUÇÃO PUXADADocumento10 páginasExercicio Balanceamento LINHA DE PRODUÇÃO PUXADAluizbandeiraAinda não há avaliações
- Classificação Dos Sistemas de ProduçãoDocumento130 páginasClassificação Dos Sistemas de ProduçãoluizbandeiraAinda não há avaliações
- Mapeamento Fluxo de Valor 12470608 PDFDocumento29 páginasMapeamento Fluxo de Valor 12470608 PDFluizbandeira0% (1)
- Programação Da Produção Intermitente 12465944Documento26 páginasProgramação Da Produção Intermitente 12465944luizbandeiraAinda não há avaliações
- Aumento Da Eficiência Do Processo de Corte de Chapas de Alumínio Na Produção de Aeronaves Leves Da AerobravoDocumento12 páginasAumento Da Eficiência Do Processo de Corte de Chapas de Alumínio Na Produção de Aeronaves Leves Da AerobravoluizbandeiraAinda não há avaliações
- Escolha Do Processo Cap 4 Manufacturing Strategy Terry HillDocumento17 páginasEscolha Do Processo Cap 4 Manufacturing Strategy Terry HillluizbandeiraAinda não há avaliações
- Análise RAM - Reliability, Availability, MaintainabilityDocumento2 páginasAnálise RAM - Reliability, Availability, MaintainabilityluizbandeiraAinda não há avaliações
- Mapeamento Do Fluxo de Valor - Um Estudo de CasoDocumento9 páginasMapeamento Do Fluxo de Valor - Um Estudo de CasoSandro CantidioAinda não há avaliações
- Passo A Passo Entendendo Um Projeto de Instalação Elétrica ResidencialDocumento21 páginasPasso A Passo Entendendo Um Projeto de Instalação Elétrica Residencialluizbandeira100% (1)
- NBR 5410 2004 Corrigida 2008Documento217 páginasNBR 5410 2004 Corrigida 2008sgrinev100% (8)
- Oee - Eficiencia GlobalDocumento10 páginasOee - Eficiencia GlobalconmarcosAinda não há avaliações
- Estudo Dirigido Ergonomia - ManejosDocumento6 páginasEstudo Dirigido Ergonomia - ManejosluizbandeiraAinda não há avaliações
- Confiabilidade Na Manutencao IndustrialDocumento20 páginasConfiabilidade Na Manutencao IndustrialThiago GirardAinda não há avaliações
- CONFIABILIDADE APLICADA À MANUTENÇÃO59873613-Apostila-Icap-2009-Completa PDFDocumento57 páginasCONFIABILIDADE APLICADA À MANUTENÇÃO59873613-Apostila-Icap-2009-Completa PDFluizbandeiraAinda não há avaliações
- OeeDocumento6 páginasOeeluizbandeiraAinda não há avaliações
- Estudo Dirigido Ergonomia - ManejosDocumento6 páginasEstudo Dirigido Ergonomia - ManejosluizbandeiraAinda não há avaliações
- 6a02ed6e170f69d1f508aaf084ace1dfe7756ae9fbee7b1b53d9847dbf4f71d674aa007288b0b747eefd2ad9e6c50d544fe95588e9e03cdde69aa2e605a52795Documento4 páginas6a02ed6e170f69d1f508aaf084ace1dfe7756ae9fbee7b1b53d9847dbf4f71d674aa007288b0b747eefd2ad9e6c50d544fe95588e9e03cdde69aa2e605a52795Maria Aparecida Soares Oliveira67% (3)
- Iracema MedrosaDocumento2 páginasIracema MedrosaLino Cunha Silva0% (1)
- Fichatra 6 TrianquadrisimeDocumento6 páginasFichatra 6 TrianquadrisimeBetrine NájylaAinda não há avaliações
- CNV Roda de Conversa InsperDocumento26 páginasCNV Roda de Conversa InsperGrupo Pan-africanismo100% (3)
- Deus Após DarwinDocumento8 páginasDeus Após DarwinDaniel MouraAinda não há avaliações
- Ebook Completo A Criança e A Cidade - Participação Infantil Na Construção de Políticas PúblicasDocumento130 páginasEbook Completo A Criança e A Cidade - Participação Infantil Na Construção de Políticas PúblicasEdson Leite100% (1)
- Padre Mario Da LixaDocumento4 páginasPadre Mario Da LixaAgr D. Dinis-odivelas Pombais100% (1)
- Garotas Más Da Bíblia - Eva - 1Documento2 páginasGarotas Más Da Bíblia - Eva - 1Valéria AlmeidaAinda não há avaliações
- AngelaDocumento11 páginasAngelaÂngela AllvesAinda não há avaliações
- Ancorando Os 144 Raios de Alfa e OmegaDocumento3 páginasAncorando Os 144 Raios de Alfa e OmegaClarindo Gouveia100% (1)
- Assinale As Conjunções ConclusivasDocumento1 páginaAssinale As Conjunções ConclusivaslucianaccAinda não há avaliações
- Atos Profeticos - Pr. Ciro OtavioDocumento88 páginasAtos Profeticos - Pr. Ciro OtavioAline OliveiraAinda não há avaliações
- 14 - Ofun TempolaDocumento10 páginas14 - Ofun TempolaMaria ClaraAinda não há avaliações
- Posts Redes Sociais JulhoDocumento11 páginasPosts Redes Sociais JulhoLiz MelchiorAinda não há avaliações
- Atividade Avaliativa de Efeitos Jurídicos e Atributos Do Ato Administrativo - Revisão Da TentativaDocumento3 páginasAtividade Avaliativa de Efeitos Jurídicos e Atributos Do Ato Administrativo - Revisão Da Tentativasantolin santolinAinda não há avaliações
- Artigo Fitoterápico Pelargonium SidoidesDocumento19 páginasArtigo Fitoterápico Pelargonium Sidoidesallissonpopolin100% (2)
- Curso Dos 5 Poderes Dos EmpáticosDocumento27 páginasCurso Dos 5 Poderes Dos Empáticosantonio_felix_8100% (1)
- Aula 7 - Critério de EstabilidadeDocumento37 páginasAula 7 - Critério de Estabilidadebersilveira8645Ainda não há avaliações
- BCG 3815 - Manual de InqueritoDocumento11 páginasBCG 3815 - Manual de InqueritoLevergerAinda não há avaliações
- As 7 Leis Do Universo de Brian TracyDocumento2 páginasAs 7 Leis Do Universo de Brian TracyNana DaminoAinda não há avaliações
- Introdução Análise de DadosDocumento285 páginasIntrodução Análise de DadosJoão Gabriel Vieira Bordin100% (1)
- Custeio Por DeptoDocumento11 páginasCusteio Por DeptoPingo DaguaAzulAinda não há avaliações
- Maria Rappé - A Força Do RapéDocumento51 páginasMaria Rappé - A Força Do RapéPedro Benatti AlvimAinda não há avaliações
- Avaliação de História - Grécia. Ii Unidade. 1º Ano 2Documento1 páginaAvaliação de História - Grécia. Ii Unidade. 1º Ano 2Caio SilvaAinda não há avaliações
- O Mundo Arabe Contemporaneo - Atividade Complementar 1 GattazDocumento4 páginasO Mundo Arabe Contemporaneo - Atividade Complementar 1 GattazNeuza MonjaneAinda não há avaliações
- 1904 - José Da Silva Picão - Através Dos CamposDocumento444 páginas1904 - José Da Silva Picão - Através Dos Camposdomingos moraisAinda não há avaliações
- Reza para Fecha CorpoDocumento3 páginasReza para Fecha CorpoAiltonAinda não há avaliações
- Resumo de Astrologia TradicionalDocumento24 páginasResumo de Astrologia TradicionalSónia Fernandes FragosoAinda não há avaliações
- Kelly Patricia (Passos Do Silencio)Documento21 páginasKelly Patricia (Passos Do Silencio)altair_alves_5Ainda não há avaliações
- Direitos Difusos, Coletivos, Individuais Homogêneos e Individuais IndisponíveisDocumento8 páginasDireitos Difusos, Coletivos, Individuais Homogêneos e Individuais IndisponíveisMarjorie Bragança AraújoAinda não há avaliações
- Introdução Às Redes De Computadores: Modelos Osi E Tcp/ipNo EverandIntrodução Às Redes De Computadores: Modelos Osi E Tcp/ipAinda não há avaliações
- Sincronicidade e entrelaçamento quântico. Campos de força. Não-localidade. Percepções extra-sensoriais. As surpreendentes propriedades da física quântica.No EverandSincronicidade e entrelaçamento quântico. Campos de força. Não-localidade. Percepções extra-sensoriais. As surpreendentes propriedades da física quântica.Nota: 5 de 5 estrelas5/5 (5)
- Segurança Da Informação DescomplicadaNo EverandSegurança Da Informação DescomplicadaAinda não há avaliações
- Fundamentos de Cinemática e Dinâmica de MecanismosNo EverandFundamentos de Cinemática e Dinâmica de MecanismosAinda não há avaliações
- Contabilidade Geral Para O Exame De SuficiênciaNo EverandContabilidade Geral Para O Exame De SuficiênciaAinda não há avaliações