Você também pode gostar
- Crescimento e Desenvolvimento EconomicoDocumento4 páginasCrescimento e Desenvolvimento EconomicoGustavo TonettoAinda não há avaliações
- Conners ProfessoresDocumento1 páginaConners Professoressuzana lucas100% (1)
- Atividade Contextualizada - SISTEMA DE CONTROLE E QUALIDADE - 01196094 - ENG. MECÂNICA - SÉRGIO HENRIQUE TEIXEIRA MELLODocumento2 páginasAtividade Contextualizada - SISTEMA DE CONTROLE E QUALIDADE - 01196094 - ENG. MECÂNICA - SÉRGIO HENRIQUE TEIXEIRA MELLOSérgio Mello100% (1)
- En172fc3600 - Technical Poxy en 1 72 FC Componente BDocumento10 páginasEn172fc3600 - Technical Poxy en 1 72 FC Componente BMarcio BritoAinda não há avaliações
- Artigo Tratamento de ÁguaDocumento7 páginasArtigo Tratamento de ÁguaGiulia GrandoAinda não há avaliações
- Atividade 6o Ano 2Documento7 páginasAtividade 6o Ano 2Mariana Milbradt CorreaAinda não há avaliações
- SRE - Paraná - 2016Documento150 páginasSRE - Paraná - 2016Thalles LopesAinda não há avaliações
- Gol-Saveiro-Parati 1.9dieselDocumento9 páginasGol-Saveiro-Parati 1.9dieselLucas Nascimento LopesAinda não há avaliações
- Fontes de Ignicao PDFDocumento38 páginasFontes de Ignicao PDFJoào AlvesAinda não há avaliações
- j684 Unitrol 6000 Medium PTDocumento2 páginasj684 Unitrol 6000 Medium PTJulio ReisAinda não há avaliações
- BÁSICO - Mód I - 1 AULA - O Processo de Criação Do Universo PDFDocumento4 páginasBÁSICO - Mód I - 1 AULA - O Processo de Criação Do Universo PDFRenan Ezra GP100% (1)
- Ai FGV CronogramaDocumento16 páginasAi FGV Cronogramafabar200075% (8)
- Entrega 04 - Carta A Um Jovem Investigador em EducaçãoDocumento2 páginasEntrega 04 - Carta A Um Jovem Investigador em EducaçãoRodrigo Medeiros LehnemannAinda não há avaliações
- Manual Notebook ZmaxDocumento32 páginasManual Notebook ZmaxNeto 6386Ainda não há avaliações
- Fichamento Ideologia Alemã - MarxDocumento22 páginasFichamento Ideologia Alemã - MarxDenner DantasAinda não há avaliações
- Gestao de Custos PUCDocumento63 páginasGestao de Custos PUCAlan ToledoAinda não há avaliações
- Ficha 8 Nov., 14 - 11º AnoDocumento2 páginasFicha 8 Nov., 14 - 11º AnofurmarioAinda não há avaliações
- Manheim PrincipiosASTDocumento10 páginasManheim PrincipiosASTPriscila QuintelaAinda não há avaliações
- ELI DimensionamentoDocumento37 páginasELI Dimensionamentoscorpion-acmAinda não há avaliações
- Glossário de EmpreendedorismoDocumento3 páginasGlossário de EmpreendedorismoHenrique MonjambaAinda não há avaliações
- Modelo Portfolio UnoparDocumento8 páginasModelo Portfolio UnoparJosé Aron100% (3)
- Hermeneutica Resenha01 LumareisDocumento5 páginasHermeneutica Resenha01 LumareisLuma ReisAinda não há avaliações
- Aula I Redação Esa - ParticularDocumento4 páginasAula I Redação Esa - ParticularAndreza RosaAinda não há avaliações
- Avaliação - 6º Ano - Préhistoria - ADocumento2 páginasAvaliação - 6º Ano - Préhistoria - AquerenaAinda não há avaliações
- EstatisticaDocumento22 páginasEstatisticaRogeria FariaAinda não há avaliações
- DISSERTAÇAO Rafael Machado Do LivramentoDocumento143 páginasDISSERTAÇAO Rafael Machado Do LivramentoRafael MachadoAinda não há avaliações
- Apostila Detetive Particular 001Documento76 páginasApostila Detetive Particular 001Jhonny Wesker50% (2)
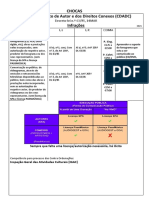
- Chocas Direito de AutorDocumento3 páginasChocas Direito de AutorAthomikAinda não há avaliações
- Qualidade de Vida em Tempos de PandemiaDocumento10 páginasQualidade de Vida em Tempos de PandemiaPaulo ZulluAinda não há avaliações
- Diario 4163 Cad 4Documento339 páginasDiario 4163 Cad 4mecatronico123Ainda não há avaliações