Você também pode gostar
- 07 Folga de Corte No EstampoDocumento3 páginas07 Folga de Corte No EstampoMarcelo RochaAinda não há avaliações
- Ficha Tecnica HAL GENA PARDocumento3 páginasFicha Tecnica HAL GENA PARLeti De RezendeAinda não há avaliações
- 412015023-041 TBB TRIMONO Rev01Documento2 páginas412015023-041 TBB TRIMONO Rev01Armando Cavero MirandaAinda não há avaliações
- Ferramenta para Adaptação C3 - 01072023 - F8Documento1 páginaFerramenta para Adaptação C3 - 01072023 - F8Marco F TorettoAinda não há avaliações
- Sist InstalacaoDocumento4 páginasSist Instalacaodbalmeida738Ainda não há avaliações
- FD Iop 29082023 001Documento1 páginaFD Iop 29082023 001jessisantiagos29Ainda não há avaliações
- Ferramenta para Adaptação C3 - 01072023 - F9Documento1 páginaFerramenta para Adaptação C3 - 01072023 - F9Marco F TorettoAinda não há avaliações
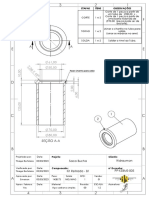
- Desenho Tecnico Adaptador Morse 01Documento1 páginaDesenho Tecnico Adaptador Morse 01Marco F TorettoAinda não há avaliações
- Ferramenta para Adaptação C3 - 01072023 - F6Documento1 páginaFerramenta para Adaptação C3 - 01072023 - F6Marco F TorettoAinda não há avaliações
- Dimensionamento de EstribosDocumento6 páginasDimensionamento de EstribosRicardo LealAinda não há avaliações
- 1801 Filtro YDocumento1 página1801 Filtro YThiago Ferreira LimaAinda não há avaliações
- Desenho Tecnico Adaptador Morse 01Documento1 páginaDesenho Tecnico Adaptador Morse 01Marco F TorettoAinda não há avaliações
- Ferramenta para Adaptação C3 - 01072023 - F7Documento1 páginaFerramenta para Adaptação C3 - 01072023 - F7Marco F TorettoAinda não há avaliações
- Hidrauservice Ponteiras Luvas Eixos AflDocumento10 páginasHidrauservice Ponteiras Luvas Eixos AflEdinelson MarquesAinda não há avaliações
- Compras SthefaniDocumento18 páginasCompras SthefaniSthefani N. R. FariaAinda não há avaliações
- TIL Ligações DomiciliaresDocumento1 páginaTIL Ligações DomiciliaresGustavo gebrasAinda não há avaliações
- 05 Força de Corte - Redução Da Força de Corte e Força de ExtraçãoDocumento4 páginas05 Força de Corte - Redução Da Força de Corte e Força de ExtraçãoDanilo CabralAinda não há avaliações
- Le12572aa r2 HDL M-90 60 Guiainstalacao WebDocumento11 páginasLe12572aa r2 HDL M-90 60 Guiainstalacao Webmoacirmenezes51Ainda não há avaliações
- AISC13th - Ligação A CisalhamentoDocumento2 páginasAISC13th - Ligação A Cisalhamentomichel92748Ainda não há avaliações
- AN Silenciador Metal PDFDocumento8 páginasAN Silenciador Metal PDFJoão BaffiniAinda não há avaliações
- Weld-Inox 613Documento1 páginaWeld-Inox 613Aleph PassiniAinda não há avaliações
- 10 - Dimensionamento de Estaca ArmadaDocumento8 páginas10 - Dimensionamento de Estaca ArmadaAldo Junior Martins CoelhoAinda não há avaliações
- Ficha Técnica Tijolo PDFDocumento1 páginaFicha Técnica Tijolo PDFHelder CostaAinda não há avaliações
- Spec 20MSV-B40 20 26 20B50 20rev5Documento2 páginasSpec 20MSV-B40 20 26 20B50 20rev5cvfAinda não há avaliações
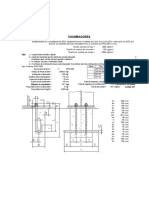
- ChumbadoresDocumento1 páginaChumbadoresAlianderson lopesAinda não há avaliações
- It - 01 Acabamento Da Face Do FlangeDocumento2 páginasIt - 01 Acabamento Da Face Do FlangeMarcel DandaroAinda não há avaliações
- AN Silenciador PDFDocumento2 páginasAN Silenciador PDFJoão BaffiniAinda não há avaliações
- Usina DesignDocumento23 páginasUsina DesignmayaraAinda não há avaliações
- Su180 BlackDocumento4 páginasSu180 BlackAlmoxarifado KriggerAinda não há avaliações
- Bombas KSB Multitec-3-6Documento4 páginasBombas KSB Multitec-3-6Israel FernandesAinda não há avaliações
- PP KSBMS 005Documento1 páginaPP KSBMS 005ThiagoAinda não há avaliações
- CatalogoDocumento84 páginasCatalogoGuilherme de FaveriAinda não há avaliações
- Projeto Reserva Capacetes e ColetesDocumento5 páginasProjeto Reserva Capacetes e ColetesPoliana NevesAinda não há avaliações
- Quadro de CantoneirasDocumento1 páginaQuadro de CantoneirasRafaelAinda não há avaliações
- Roteiro de Detalhamento de CaDocumento3 páginasRoteiro de Detalhamento de CaGustavo Soares Silveira MartinsAinda não há avaliações
- Afiação de Ferramentas PDFDocumento4 páginasAfiação de Ferramentas PDFhajisameAinda não há avaliações
- Formulário Aws ModeloDocumento1 páginaFormulário Aws ModeloAndrei RossiAinda não há avaliações
- Gerador 20 Polos 15 Bobonas 2000 Wats Estator DuploDocumento9 páginasGerador 20 Polos 15 Bobonas 2000 Wats Estator DuploMikaelson CastroAinda não há avaliações
- Revista Akrosul Outubro 2023 Sem PrecoDocumento8 páginasRevista Akrosul Outubro 2023 Sem PrecoNycole PaulaAinda não há avaliações
- DesenhoDocumento1 páginaDesenhoCarlos BarbozaAinda não há avaliações
- 2009 Cat Pro 04 04 02Documento2 páginas2009 Cat Pro 04 04 02Adeilton CabocloAinda não há avaliações
- Manual-Versatik-Engenharia Pagina 18Documento1 páginaManual-Versatik-Engenharia Pagina 18Cristian DandresAinda não há avaliações
- SM 230MW 270MWDocumento4 páginasSM 230MW 270MWSulmetais CadriAinda não há avaliações
- Cisalhamento Condies 30 06 2022Documento20 páginasCisalhamento Condies 30 06 2022otavioAinda não há avaliações
- A-Tap OSGDocumento12 páginasA-Tap OSGNelson Almici NetoAinda não há avaliações
- Bell AirDocumento9 páginasBell AirFERNANDO SIMONES DE CASTROAinda não há avaliações
- Relatório de Medidas Entre Bronzinas e MunhoesDocumento1 páginaRelatório de Medidas Entre Bronzinas e MunhoesVinicius NunesAinda não há avaliações
- Puncionadeira SalvagniniDocumento14 páginasPuncionadeira SalvagniniDiego Baptista FranciscoAinda não há avaliações
- Muro de Contenção Inês e José Maria-1Documento1 páginaMuro de Contenção Inês e José Maria-1Neiva de FátimaAinda não há avaliações
- Din 1693 - 1973 - Tabela InternetDocumento1 páginaDin 1693 - 1973 - Tabela InternetDaniel LodiAinda não há avaliações
- T2412059Documento1 páginaT2412059vendasbrartefatosAinda não há avaliações
- Zinni Manual Julho-2020Documento60 páginasZinni Manual Julho-2020wncgwq69jmAinda não há avaliações
- Abaco - 17x17cmDocumento1 páginaAbaco - 17x17cmdouglaszimbaAinda não há avaliações
- MFH - PT Alto Avanco PequenasDocumento24 páginasMFH - PT Alto Avanco PequenasErick PiresAinda não há avaliações
- LMLE (Tubo LED)Documento5 páginasLMLE (Tubo LED)Alan PenhaAinda não há avaliações
- Manual Versatik EngenhariaDocumento36 páginasManual Versatik Engenhariamaurosans7372Ainda não há avaliações
- DatasheetDocumento2 páginasDatasheetMauro ymbertAinda não há avaliações
- Catalogo Votoraco WebDocumento23 páginasCatalogo Votoraco WebleitoronlineAinda não há avaliações
- 04 - Planta Da Entrada de Serviço SE Creche Bom JesusDocumento1 página04 - Planta Da Entrada de Serviço SE Creche Bom JesusJose ArrudaAinda não há avaliações
- 13sistema Gar. Da QualidadeDocumento48 páginas13sistema Gar. Da QualidadeClaudio BonzeAinda não há avaliações
- Apostila de Arames TubularesDocumento36 páginasApostila de Arames TubularesClaudio BonzeAinda não há avaliações
- 11ensaios de DurezaDocumento54 páginas11ensaios de DurezaClaudio BonzeAinda não há avaliações
- Apostila Soldagem Mig Mag ESABDocumento68 páginasApostila Soldagem Mig Mag ESABAnderson FestugatoAinda não há avaliações
- Líquido Penetrante N2 Teórico Geral (ABENDI)Documento7 páginasLíquido Penetrante N2 Teórico Geral (ABENDI)Claudio Bonze100% (1)
- Líquido Penetrante N2 Segundo Teórico Geral (ABENDI)Documento7 páginasLíquido Penetrante N2 Segundo Teórico Geral (ABENDI)Claudio Bonze100% (1)
- Líqudio Penetrante N2 Segundo Teórico Específico (ABENDI)Documento5 páginasLíqudio Penetrante N2 Segundo Teórico Específico (ABENDI)Claudio BonzeAinda não há avaliações
- RelatorioSituacaoFiscal 44470312720 20230124Documento2 páginasRelatorioSituacaoFiscal 44470312720 20230124Claudio BonzeAinda não há avaliações
- Noções de ProcessoV1Documento73 páginasNoções de ProcessoV1Claudio BonzeAinda não há avaliações
- Livro Soldagem, Processos e Metalurgia - Emilio Waner Et AlDocumento506 páginasLivro Soldagem, Processos e Metalurgia - Emilio Waner Et AlClaudio BonzeAinda não há avaliações
- Memoria PolloDocumento10 páginasMemoria Polloroger alayoAinda não há avaliações
- Como Carregar Conteúdo Sob Demanda Usando JQueryDocumento3 páginasComo Carregar Conteúdo Sob Demanda Usando JQuerySuperKibaratão KibaratãoAinda não há avaliações
- Gabarito Do Sergio NP1Documento3 páginasGabarito Do Sergio NP1GabrielWR100% (1)
- ALSTOMDocumento38 páginasALSTOMFernanda SoaresAinda não há avaliações
- Treinamento para Reguladores ALFA 60 Ate ALFA 150 Auto-OperadoDocumento51 páginasTreinamento para Reguladores ALFA 60 Ate ALFA 150 Auto-OperadoEdilsonAinda não há avaliações
- Projeto de Reconhecimento de Placas Acabado 22-11Documento172 páginasProjeto de Reconhecimento de Placas Acabado 22-11Guilherme StéfanoAinda não há avaliações
- Manual Genno Eletrif. Impacto Usu. V5Documento8 páginasManual Genno Eletrif. Impacto Usu. V5jbolzanAinda não há avaliações
- Manual Ferro A Vapor Arno Virtuo 10Documento20 páginasManual Ferro A Vapor Arno Virtuo 10FernandoAinda não há avaliações
- ANÁLISE DE RISCO. Pág. 1 de 107Documento111 páginasANÁLISE DE RISCO. Pág. 1 de 107MARCOAinda não há avaliações
- Check List Caminhão BorracheiroDocumento3 páginasCheck List Caminhão BorracheiroHigor RobertoAinda não há avaliações
- 3NE43270B Datasheet PTDocumento4 páginas3NE43270B Datasheet PTFelipe FrancoAinda não há avaliações
- BM - 190401 R0 Etanol Milho ParaguayDocumento1 páginaBM - 190401 R0 Etanol Milho ParaguaySebastiaoAinda não há avaliações
- Eletrodinâmica - ENEMDocumento27 páginasEletrodinâmica - ENEMAlessandra CostaAinda não há avaliações
- ResinaDocumento5 páginasResinaHannamartinianoAinda não há avaliações
- Modelo Do Pré Projeto EstendidoDocumento3 páginasModelo Do Pré Projeto EstendidoBruna CabriniAinda não há avaliações
- Ficha Fisico Quimica 9 Ano Atrito e ImpulsaoDocumento3 páginasFicha Fisico Quimica 9 Ano Atrito e ImpulsaoAna QuartinAinda não há avaliações
- Química - Pré-Vestibular Impacto - Balanceamento Das Equações IIDocumento2 páginasQuímica - Pré-Vestibular Impacto - Balanceamento Das Equações IIQuímica Qui100% (3)
- Viabilidade Da Produção de Concentrado de Cores - Dry-Blend - para Injeção de Peças PlasticasDocumento51 páginasViabilidade Da Produção de Concentrado de Cores - Dry-Blend - para Injeção de Peças PlasticasKaio MaxAinda não há avaliações
- Exercícios Excel - SenaiDocumento30 páginasExercícios Excel - SenaiHudson Gonçalves SiqueiraAinda não há avaliações
- Titânio, Nitrogênio e Platina: Características Dos ElementosDocumento5 páginasTitânio, Nitrogênio e Platina: Características Dos ElementosRodriggo DellAinda não há avaliações
- 335807Documento3 páginas335807vptecnow tecnowAinda não há avaliações
- Catalogo SchusterDocumento21 páginasCatalogo Schusterdiegoventura369Ainda não há avaliações
- Dokumen - Tips - Programador de Parison Manual Do Usu Reduzindo o Tempo de Ciclo Da A FuncaoDocumento32 páginasDokumen - Tips - Programador de Parison Manual Do Usu Reduzindo o Tempo de Ciclo Da A FuncaoSuelen LopesAinda não há avaliações
- ETC 02003 R02 Bateria - ContadoresDocumento1 páginaETC 02003 R02 Bateria - ContadoresHelder CostaAinda não há avaliações
- Proposta de Objectivos para o Ano de 2009 - Siadap 3 (Trabalhadores)Documento16 páginasProposta de Objectivos para o Ano de 2009 - Siadap 3 (Trabalhadores)Vasco Graça100% (1)
- PLANILHA ORÇAMENTÁRIA CAMPOS - Não Desonerada NOVA 0958610001536155018Documento2 páginasPLANILHA ORÇAMENTÁRIA CAMPOS - Não Desonerada NOVA 0958610001536155018Gildo Monteiro de MirandaAinda não há avaliações
- Metalurgia Física - Aula 4 Parte 1Documento56 páginasMetalurgia Física - Aula 4 Parte 1Luiz Claudio Ventura0% (1)
- Resumo de Requisito Da Norma NBR 8160Documento20 páginasResumo de Requisito Da Norma NBR 8160cabral1205Ainda não há avaliações
- Tabela de Teste Bomba 0445.010.629Documento8 páginasTabela de Teste Bomba 0445.010.629Gutemberg TrindadeAinda não há avaliações
- Lista Exercicios Calorimetria 1Documento6 páginasLista Exercicios Calorimetria 1Kenedy JuniorAinda não há avaliações