Você também pode gostar
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- EstimaDocumento15 páginasEstimaroberiorpAinda não há avaliações
- Memoria Calculo FiltrosDocumento5 páginasMemoria Calculo Filtrosantonio timboAinda não há avaliações
- MC - Padrão ASME B31.8 Rev.0Documento3 páginasMC - Padrão ASME B31.8 Rev.0Pedro Castro Villa LobosAinda não há avaliações
- Prontuário Reservatório de ArDocumento18 páginasProntuário Reservatório de ArMatheusAinda não há avaliações
- Memorial de Cálculo Tanque de CondensadoDocumento9 páginasMemorial de Cálculo Tanque de CondensadoBruno Henrique LourencoAinda não há avaliações
- Bomba de Recirculação e Folha de DadosDocumento3 páginasBomba de Recirculação e Folha de DadosRaul PinheiroAinda não há avaliações
- F.D. Tema 0S-1081-07 Py-1360-5280-Nxn Rev A SiemensDocumento4 páginasF.D. Tema 0S-1081-07 Py-1360-5280-Nxn Rev A SiemensMaury Johe Castillo MelgarejoAinda não há avaliações
- Snake Parametros ESV 610Documento1 páginaSnake Parametros ESV 610Cicero Alves Dos Santos TynhoAinda não há avaliações
- CO MUELLER - Bomba KSB 050-032-125 - Folha de DadosDocumento7 páginasCO MUELLER - Bomba KSB 050-032-125 - Folha de DadosmarceloAinda não há avaliações
- CO MUELLER - Bomba KSB 050-032-250 - Folha de DadosDocumento6 páginasCO MUELLER - Bomba KSB 050-032-250 - Folha de DadosmarceloAinda não há avaliações
- Ficha de Parametros ESX 408Documento1 páginaFicha de Parametros ESX 408Irma Nina NascimentoAinda não há avaliações
- Planilha de Calculos Diversos - ThiagoDocumento34 páginasPlanilha de Calculos Diversos - Thiagothiagorep17Ainda não há avaliações
- Rev. Descrição Das Revisões: Maz Cal RCB Emissão Inicical 0 28/08/2019Documento4 páginasRev. Descrição Das Revisões: Maz Cal RCB Emissão Inicical 0 28/08/2019Fernando Da RosAinda não há avaliações
- Data Book-1Documento1 páginaData Book-1Walisson HenriqueAinda não há avaliações
- Laudo de Estanqueidade Potiguar Aguas ClarasDocumento1 páginaLaudo de Estanqueidade Potiguar Aguas ClarasWagner CoppoAinda não há avaliações
- Snake Parametros ESV 200 8Documento1 páginaSnake Parametros ESV 200 8Prof. MSc. Haroldo L. RibasAinda não há avaliações
- Data Book 1M - 10KGF - CM (102529)Documento31 páginasData Book 1M - 10KGF - CM (102529)Rafael Martins LucasAinda não há avaliações
- ESV 200 6x9Documento1 páginaESV 200 6x9Felype FreireAinda não há avaliações
- FD 01Documento1 páginaFD 01robsonrodriguesmAinda não há avaliações
- Folha de Dados: A Configuração Está Inconsistente A Impressão Possivelmente Está IncorrectaDocumento11 páginasFolha de Dados: A Configuração Está Inconsistente A Impressão Possivelmente Está IncorrectaPedro dias mombachAinda não há avaliações
- 800 - Transmissor de Nível Capacitivo CT PortDocumento11 páginas800 - Transmissor de Nível Capacitivo CT PortDISJUNTORAinda não há avaliações
- Wa0016.Documento20 páginasWa0016.Alex Paulo de SouzaAinda não há avaliações
- Ficha de Parametros ESX 810Documento1 páginaFicha de Parametros ESX 810Matheus100% (2)
- Manual 62V2ADocumento2 páginasManual 62V2AguirochacrAinda não há avaliações
- Instruções de AmostragemDocumento10 páginasInstruções de AmostragemEduardo PiresAinda não há avaliações
- CalculadoradecascosDocumento138 páginasCalculadoradecascosdfinspecaoAinda não há avaliações
- Padrão Instrumentação BKMDocumento207 páginasPadrão Instrumentação BKMRodger SenaAinda não há avaliações
- Prontuário NR13 - Reserv. Ar Oleo Comboio 01-N03Documento33 páginasProntuário NR13 - Reserv. Ar Oleo Comboio 01-N03Matheus100% (2)
- Válvula Diafragma Metálica Gemü - Folha de DadosDocumento19 páginasVálvula Diafragma Metálica Gemü - Folha de DadosLuan De AngelisAinda não há avaliações
- EditalDocumento4 páginasEditalFelipe LeiteAinda não há avaliações
- KAREN - BasicReport VRF SamsungDocumento34 páginasKAREN - BasicReport VRF SamsungedsonsouzainfluencAinda não há avaliações
- Super Tweeters St350Documento2 páginasSuper Tweeters St350edubochniaAinda não há avaliações
- Dimensionamento Vaso de Pressão ASME VIII 1Documento10 páginasDimensionamento Vaso de Pressão ASME VIII 1Vanuti MascarenhasAinda não há avaliações
- Tanguard Zinc - Ficha TécnicaDocumento6 páginasTanguard Zinc - Ficha TécnicaMarcos MacaiaAinda não há avaliações
- Filtro Y Spiraxsarco FIG14 - RO BRDocumento2 páginasFiltro Y Spiraxsarco FIG14 - RO BRThomasFrenchAinda não há avaliações
- Filamento PETGDocumento2 páginasFilamento PETGfelipedrechslerAinda não há avaliações
- 2a Aula Prática TECNOLOGIA DE APLICAÇÃO DE HERBICIDASDocumento31 páginas2a Aula Prática TECNOLOGIA DE APLICAÇÃO DE HERBICIDASFelipe FerreiraAinda não há avaliações
- Aula AerodispersoidesDocumento36 páginasAula Aerodispersoidesapi-3704990100% (1)
- Ventosa Bermad Automatica A10 1polDocumento2 páginasVentosa Bermad Automatica A10 1polEli VerliAinda não há avaliações
- Boletim Técnico Betafine PBG PTG Jun 2014Documento3 páginasBoletim Técnico Betafine PBG PTG Jun 2014Sapo Science ScienceAinda não há avaliações
- Laudo Técnico de Inspeção de Segurança 1332116Documento8 páginasLaudo Técnico de Inspeção de Segurança 1332116javalitetimosoAinda não há avaliações
- Extrusão Com Dupla RoscaDocumento20 páginasExtrusão Com Dupla Roscacharles crispimAinda não há avaliações
- MC - Padrão ASME B31.4 Rev.DDocumento14 páginasMC - Padrão ASME B31.4 Rev.DToniase Guimaraes Barros0% (1)
- 8000 - 22566 Folha de Dados 01 - Evaporador 1Documento1 página8000 - 22566 Folha de Dados 01 - Evaporador 1João Pedro FrançaAinda não há avaliações
- 029-21-17-2-01-FD - Filtro de Mangas Sistema - 17 - Rev 0Documento2 páginas029-21-17-2-01-FD - Filtro de Mangas Sistema - 17 - Rev 0Elder Teixeira dos SantosAinda não há avaliações
- Características MedidorDocumento1 páginaCaracterísticas MedidorJonathan EngelAinda não há avaliações
- JBLSelenium 12PXDocumento2 páginasJBLSelenium 12PXJairPedroniAinda não há avaliações
- 05 - DNIT155 - 2010 - ME - Determinação Da Penetração PDFDocumento7 páginas05 - DNIT155 - 2010 - ME - Determinação Da Penetração PDFJáder LoiolaAinda não há avaliações
- 2019 BT CSP 004 T Combinações Unid. Externas Acqua Modelo RTS Série E Com As Unid. Internas Modelo RPC RCI Da Série C Família UtopiaDocumento5 páginas2019 BT CSP 004 T Combinações Unid. Externas Acqua Modelo RTS Série E Com As Unid. Internas Modelo RPC RCI Da Série C Família UtopiaRobson Thiago BonanomiAinda não há avaliações
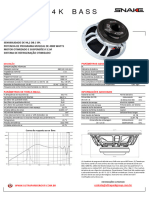
- Snake 15 Cobra 4K BassDocumento1 páginaSnake 15 Cobra 4K Bassrodrigomd12Ainda não há avaliações
- LM Casa de Bombas 27.09.22Documento1 páginaLM Casa de Bombas 27.09.22REMONATO ENGENHARIAAinda não há avaliações
- Datasheet Filtro MS6Documento2 páginasDatasheet Filtro MS6YAGO LUIS GERONYMO RAMOSAinda não há avaliações
- Espi ZWDocumento3 páginasEspi ZWWillian RibeiroAinda não há avaliações
- Continuação Dos Cálculos MecânicosDocumento4 páginasContinuação Dos Cálculos MecânicosFabricio Ilidio Dias0% (1)
- 101 PdfmanualDocumento2 páginas101 Pdfmanualelitesonund100% (1)
- Calc - Asme VasosDocumento13 páginasCalc - Asme VasosNilson100% (2)
- Jotun Jotachar JF750Documento6 páginasJotun Jotachar JF750marco henriquesAinda não há avaliações
- Ebara 80DLR615 Ficha TecnicaDocumento7 páginasEbara 80DLR615 Ficha TecnicaPedro dias mombachAinda não há avaliações
- Partituras Solene Vigília PascalDocumento25 páginasPartituras Solene Vigília PascalFlavio Maia CustodioAinda não há avaliações
- Projeto de IntervençãoDocumento14 páginasProjeto de IntervençãoLucimara SanchezAinda não há avaliações
- Custos de Urbanização MSC - MpfigueiredoDocumento109 páginasCustos de Urbanização MSC - Mpfigueiredomiguel.pelicano@gmail.comAinda não há avaliações
- Edital-Alunos-Imunizasus 1Documento8 páginasEdital-Alunos-Imunizasus 1Sheila ZibordiAinda não há avaliações
- Peças Genéricas Mirage 250 - Hyosung GV250 - Lista de PeçasDocumento16 páginasPeças Genéricas Mirage 250 - Hyosung GV250 - Lista de PeçasMOTO PEÇAS SÃO FRANCISCOAinda não há avaliações
- Direitos Humanos e Responsabilidade Do EstadoDocumento28 páginasDireitos Humanos e Responsabilidade Do EstadoMayara BezerraAinda não há avaliações
- Franquia Personal Manual de ImplantaçãoDocumento14 páginasFranquia Personal Manual de ImplantaçãoGeraldo Costa100% (1)
- Atividade - Avaliativa - Conversao - de - Medidas 2Documento3 páginasAtividade - Avaliativa - Conversao - de - Medidas 2Ana BeatrizAinda não há avaliações
- Nevasca 1 12Documento12 páginasNevasca 1 12Helio Dos Santos SouzaAinda não há avaliações
- Ao Longo Da História Econômica Do BrasilDocumento10 páginasAo Longo Da História Econômica Do Brasilfolettoana8100% (1)
- Massa de PizzaDocumento6 páginasMassa de PizzaDiAinda não há avaliações
- Resenha Do Livro O Vendedor de SonhosDocumento17 páginasResenha Do Livro O Vendedor de SonhosMichelgrandaoAinda não há avaliações
- O Conceito de Dispositivo - Michel FoucaultDocumento5 páginasO Conceito de Dispositivo - Michel FoucaultIpojucan PereiraAinda não há avaliações
- Relatório de Boas Práticas Pedagógicas - Françoainy - Maio Amarelo - Faça BonitoDocumento3 páginasRelatório de Boas Práticas Pedagógicas - Françoainy - Maio Amarelo - Faça BonitoFRANCOAINY CRISTINA GUIMARAES DE OLIVEIRAAinda não há avaliações
- Documento 23-11-2022 1429Documento3 páginasDocumento 23-11-2022 1429Mafalda OliveiraAinda não há avaliações
- Teste Texto Dramatico 6º AnoDocumento6 páginasTeste Texto Dramatico 6º Anor22522Ainda não há avaliações
- Decisão Conversão Pena PERILIMADocumento2 páginasDecisão Conversão Pena PERILIMARaniery SoaresAinda não há avaliações
- Caderno de Questões OAB - ÉticaDocumento23 páginasCaderno de Questões OAB - ÉticabiasantarosaAinda não há avaliações
- O Município de Ribeira Do PombalDocumento9 páginasO Município de Ribeira Do PombalDomngos QuifamessaAinda não há avaliações
- Atividade História. Revolução IndustrialDocumento2 páginasAtividade História. Revolução IndustrialAlvimar Maio0% (3)
- Fiscal de Obras e PosturasDocumento7 páginasFiscal de Obras e PosturasdanielatomicoAinda não há avaliações
- Aulas - GREGO PDFDocumento31 páginasAulas - GREGO PDFfbfa334Ainda não há avaliações
- Teste de História: Aluno (A) : Data: Professor (A) : Turma: Ciclo: DisciplinaDocumento3 páginasTeste de História: Aluno (A) : Data: Professor (A) : Turma: Ciclo: DisciplinaQuecia PassosAinda não há avaliações
- Avalie Seu Conhecimento Cap 13Documento2 páginasAvalie Seu Conhecimento Cap 13Amanda SarcedoAinda não há avaliações
- Resenha de ''A Fabricação Do Rei''Documento3 páginasResenha de ''A Fabricação Do Rei''Larissa Gac Peyroton100% (1)
- AquametragemDocumento2 páginasAquametragemPaula BarbosaAinda não há avaliações
- Cosntitucional I - Módulo IDocumento8 páginasCosntitucional I - Módulo Inoventa grausAinda não há avaliações
- Apostila TJ AM 2013 Tec Judiciaro e ASSDocumento396 páginasApostila TJ AM 2013 Tec Judiciaro e ASSJacqueline SanttosAinda não há avaliações
- Anuario Estatistico 2017Documento28 páginasAnuario Estatistico 2017Warley Egidio CostaAinda não há avaliações
- Catálogo Bãozinha Completo - FinalDocumento260 páginasCatálogo Bãozinha Completo - FinalClara ClaraAinda não há avaliações