Você também pode gostar
- Processos Industriais: Unidade de Extração SupercríticaNo EverandProcessos Industriais: Unidade de Extração SupercríticaNota: 3.5 de 5 estrelas3.5/5 (3)
- Sistema de ArrefecimentoDocumento17 páginasSistema de ArrefecimentoLivia Maria Bento CostaAinda não há avaliações
- Reconstituicao de Prontuario Compressor Airon - Assinado DigitalDocumento27 páginasReconstituicao de Prontuario Compressor Airon - Assinado DigitalFelipe Furtado100% (6)
- Dimensionamento Vaso de Pressão ASME VIII 1Documento10 páginasDimensionamento Vaso de Pressão ASME VIII 1douglasAinda não há avaliações
- Calculo de Linhas e DutosDocumento9 páginasCalculo de Linhas e Dutosorea1Ainda não há avaliações
- MC - Padão ASME B31.3 Rev.EDocumento14 páginasMC - Padão ASME B31.3 Rev.EToniase Guimaraes Barros0% (1)
- Ebook - Módulo 6Documento29 páginasEbook - Módulo 6Gabriel Bilheiros100% (1)
- Calculo de Olhal e ManilhasDocumento14 páginasCalculo de Olhal e ManilhasNAOSOURAF100% (2)
- Controle PneusDocumento64 páginasControle Pneusmarlontosta75% (4)
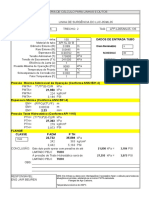
- Memoria de Calculo 475 Ac Ar ComprimidoDocumento12 páginasMemoria de Calculo 475 Ac Ar ComprimidoPaulo Gustavo100% (1)
- Mark Douglas - Trading in The ZoneDocumento194 páginasMark Douglas - Trading in The ZoneDanilo ContasAinda não há avaliações
- Instalações de Esgoto Sanitário-Módulo Ii ExercícioDocumento19 páginasInstalações de Esgoto Sanitário-Módulo Ii ExercícioRicardo Lima93% (15)
- Planilha de Laboratório Solos.Documento12 páginasPlanilha de Laboratório Solos.jackporto100% (3)
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- Calculo AsmeDocumento2 páginasCalculo AsmeSergio Henrique PintoAinda não há avaliações
- Calculo Caixa Separadora APIDocumento15 páginasCalculo Caixa Separadora APIkrugergui67% (3)
- Continuação Dos Cálculos MecânicosDocumento4 páginasContinuação Dos Cálculos MecânicosFabricio Ilidio Dias0% (1)
- Calculo Do Diametro Da Tubulação de AR Comprimido TOPDocumento15 páginasCalculo Do Diametro Da Tubulação de AR Comprimido TOPFelipe Rover0% (1)
- Procedimento - Certificado 1Documento5 páginasProcedimento - Certificado 1pasquale100% (1)
- MC - Padrão ASME B31.4 Rev.DDocumento14 páginasMC - Padrão ASME B31.4 Rev.DToniase Guimaraes Barros0% (1)
- Projeto de ClimatizaçãoDocumento34 páginasProjeto de ClimatizaçãoMarco Aurélio SilvaAinda não há avaliações
- MT Kos G2Documento55 páginasMT Kos G2agassisr100% (1)
- Rachador de LenhaDocumento12 páginasRachador de LenhaAdriano MeiraAinda não há avaliações
- Projeto de Uma Impressora 3DDocumento24 páginasProjeto de Uma Impressora 3DGuilherme GeneroAinda não há avaliações
- DAIKIN - Ar Condicionado MultiplitDocumento2 páginasDAIKIN - Ar Condicionado MultiplitZeBocaoAinda não há avaliações
- Roteiro de Hipnose de PalcoDocumento2 páginasRoteiro de Hipnose de Palcocrferrei50% (2)
- Calculo de Olhal e ManilhasDocumento14 páginasCalculo de Olhal e ManilhasptkfernandesAinda não há avaliações
- Memorial Descritivo TécnicoDocumento20 páginasMemorial Descritivo TécnicoTIAGOAinda não há avaliações
- Cálculo Bombas PolpaDocumento19 páginasCálculo Bombas PolpaEngenharia Mecanica100% (2)
- Calculo de Ar CondicionadoDocumento34 páginasCalculo de Ar Condicionadoanju2013Ainda não há avaliações
- Planilha de Calculos Diversos - ThiagoDocumento34 páginasPlanilha de Calculos Diversos - Thiagothiagorep17Ainda não há avaliações
- Introdução À Metalurgia Física PDFDocumento62 páginasIntrodução À Metalurgia Física PDFrodolfo_tome8275Ainda não há avaliações
- VAP 030 - Projeto de Alteração e Reparos em ReatorDocumento6 páginasVAP 030 - Projeto de Alteração e Reparos em ReatormauferesAinda não há avaliações
- 5 Apostila SENAIDocumento19 páginas5 Apostila SENAImetalcoppiAinda não há avaliações
- Uma Princesa de Marte Barsoom - Edgar Rice BurroughsDocumento1.025 páginasUma Princesa de Marte Barsoom - Edgar Rice BurroughsRODRIGO SIMAO DA SILVAAinda não há avaliações
- Memorial de Calculos para Moldes de Injecao de PlasticosxlsxDocumento19 páginasMemorial de Calculos para Moldes de Injecao de PlasticosxlsxmetalcoppiAinda não há avaliações
- Ihcat-Rppag001 Rev03 Dez2004Documento19 páginasIhcat-Rppag001 Rev03 Dez2004Denise HernandezAinda não há avaliações
- Fujitsu 30000Documento10 páginasFujitsu 30000marcomaziniAinda não há avaliações
- YORK Produtos MinisplitsDocumento8 páginasYORK Produtos Minisplitsingreyes7Ainda não há avaliações
- 0 460 424 245Documento4 páginas0 460 424 245Pangtong100% (1)
- Catequese O Homem Imagem de Deus 06-12-1978Documento5 páginasCatequese O Homem Imagem de Deus 06-12-1978Deposito da Fé da Igreja Católica Apostolica RomanaAinda não há avaliações
- Linha Nova LGDocumento2 páginasLinha Nova LGWagnerPocelliAinda não há avaliações
- Orca Telha v.1.0Documento34 páginasOrca Telha v.1.0viltonsAinda não há avaliações
- Aula AerodispersoidesDocumento36 páginasAula Aerodispersoidesapi-3704990100% (1)
- Trocadores Casco&Tubos (Exercicio Resolvido)Documento15 páginasTrocadores Casco&Tubos (Exercicio Resolvido)Ubirajara GomesAinda não há avaliações
- 101 - Traço de Asfalto Faixa Hma Com BorrachaDocumento16 páginas101 - Traço de Asfalto Faixa Hma Com Borrachaysa e krisAinda não há avaliações
- 01-Utilidades Industriais 35Documento176 páginas01-Utilidades Industriais 35Walter Garanhani MathiasAinda não há avaliações
- Danfoss Product Comparison 2022 11 04Documento12 páginasDanfoss Product Comparison 2022 11 04felipefpiAinda não há avaliações
- Catalogo de Produtos Mini Splits YORK 2010Documento8 páginasCatalogo de Produtos Mini Splits YORK 2010De Leon RefrigeraçãoAinda não há avaliações
- SCD Azul Eliseu Da SHINI 11 94953-6466Documento4 páginasSCD Azul Eliseu Da SHINI 11 94953-6466Thiago BuenoAinda não há avaliações
- Catalogo de Produtos Mini Splits YORK 2010Documento8 páginasCatalogo de Produtos Mini Splits YORK 2010LaerteBessaMatias1Ainda não há avaliações
- Dimensionamento de FiltroDocumento12 páginasDimensionamento de FiltroLucas Goncalves GenerosoAinda não há avaliações
- Trane Manual de Instalacao TRCEDocumento12 páginasTrane Manual de Instalacao TRCEZeBocaoAinda não há avaliações
- Aula 09 - Projeto Sistema Hidraulico - 2cilindros - IndependenteDocumento33 páginasAula 09 - Projeto Sistema Hidraulico - 2cilindros - Independenteuber babacaAinda não há avaliações
- Ficha Técnica - CS 4 AWG 30% LCADocumento1 páginaFicha Técnica - CS 4 AWG 30% LCAVandinaldo VieiraAinda não há avaliações
- Aerodispersóides - Método de TrabalhoDocumento36 páginasAerodispersóides - Método de TrabalhoMussoline1100% (1)
- DPR Rev08Documento8 páginasDPR Rev08Leonel Rutz da SilvaAinda não há avaliações
- Calculo Tubos Mantas PolipexDocumento35 páginasCalculo Tubos Mantas PolipexAlessandre OliveiraAinda não há avaliações
- Projeto de HidráulicaDocumento15 páginasProjeto de HidráulicaEric Mansur0% (1)
- Aula 10 - Projeto Sistema Hidraulico - 2cilindros - SimutaneoDocumento26 páginasAula 10 - Projeto Sistema Hidraulico - 2cilindros - Simutaneouber babacaAinda não há avaliações
- Manualtecnico - Cassete LG PDFDocumento4 páginasManualtecnico - Cassete LG PDFAllan Machado100% (1)
- Catalogo FiltroDocumento16 páginasCatalogo FiltroVictor Hugo PiccoliAinda não há avaliações
- Monitorando Através Do Visual C# O Decibelímetro Com O Stm32f103c8 Programado No ArduinoNo EverandMonitorando Através Do Visual C# O Decibelímetro Com O Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Monitorando Através Do Visual Basic O Decibelímetro Com O Stm32f103c8 Programado No ArduinoNo EverandMonitorando Através Do Visual Basic O Decibelímetro Com O Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Apresentando No Display Tm1638 A Medição De Decibelímetro Programado No ArduinoNo EverandApresentando No Display Tm1638 A Medição De Decibelímetro Programado No ArduinoAinda não há avaliações
- Implementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesNo EverandImplementação da Manutenção Proativa em Sistemas Hidráulicos de AeronavesAinda não há avaliações
- Monitorando Um Decibelímetro Com O Pic E Visual BasicNo EverandMonitorando Um Decibelímetro Com O Pic E Visual BasicAinda não há avaliações
- Exercícios Matéria Orgânica Do SoloDocumento18 páginasExercícios Matéria Orgânica Do SoloTatiana AgroBastosAinda não há avaliações
- Regimento Interno Museu Da Casa Brasileira - Final - AtaDocumento53 páginasRegimento Interno Museu Da Casa Brasileira - Final - Atarominacapparelli-1Ainda não há avaliações
- Microsoft Word - Etica Empresarial - ApostilaDocumento125 páginasMicrosoft Word - Etica Empresarial - ApostilaPaulo HenriqueAinda não há avaliações
- V GowinDocumento4 páginasV GowinX100% (1)
- Portaria n444 - Fauna AmeaçadasDocumento6 páginasPortaria n444 - Fauna AmeaçadasBruno Shingo MitsuhashiAinda não há avaliações
- AV1 - Estética e História Da Arte 15 04 2021 - CAPA DE PROVA E FOLHA DE RESPOSTAS INDIVIDUAL Subjetiva-1 (Recuperação Automática)Documento5 páginasAV1 - Estética e História Da Arte 15 04 2021 - CAPA DE PROVA E FOLHA DE RESPOSTAS INDIVIDUAL Subjetiva-1 (Recuperação Automática)johabe machadoAinda não há avaliações
- Libras, Inclusão Social e Comunicabilidade PDFDocumento9 páginasLibras, Inclusão Social e Comunicabilidade PDFradamirAinda não há avaliações
- Da Atmosfera Primitiva A ActualDocumento28 páginasDa Atmosfera Primitiva A ActualDiana TabordaAinda não há avaliações
- Teoria de SwalesDocumento5 páginasTeoria de SwalesJoão SilasAinda não há avaliações
- CAUQUELIN, A. A Arte Contemporânea Ano 2005Documento147 páginasCAUQUELIN, A. A Arte Contemporânea Ano 2005JanaMuseologiaAinda não há avaliações
- Tabela de Sensores ProntoDocumento2 páginasTabela de Sensores ProntoAntonio90% (10)
- Spreader BrommaDocumento3 páginasSpreader BrommaLucas TrabucoAinda não há avaliações
- CASO GM - VigenteDocumento5 páginasCASO GM - VigenteRamiele Silva100% (1)
- TCC - Avaliação Das Correlaçoes de Fluxo Multifasico em Poços de Petroleo Do Pre-SalDocumento65 páginasTCC - Avaliação Das Correlaçoes de Fluxo Multifasico em Poços de Petroleo Do Pre-SalWanessa FrancieleAinda não há avaliações
- Planejamento WedilaDocumento4 páginasPlanejamento Wedilaclaudiego2Ainda não há avaliações
- Método de Gauss Não Serve Como Alternativa de Juros Simples - Luiz Donizete TelesDocumento21 páginasMétodo de Gauss Não Serve Como Alternativa de Juros Simples - Luiz Donizete TelesbrulimoliAinda não há avaliações
- Atividade ADMDocumento1 páginaAtividade ADMSamuel Victor Soares Maia33% (3)
- Resumos Exame Nacional História ADocumento47 páginasResumos Exame Nacional História ALara MendesAinda não há avaliações
- A Arte de Explorar o Mundo Descobrindo Novos Horizontes Através Das ViagensDocumento1 páginaA Arte de Explorar o Mundo Descobrindo Novos Horizontes Através Das ViagensMicro MetasAinda não há avaliações
- Gilberto FreyreDocumento7 páginasGilberto FreyreGustavo PizettaAinda não há avaliações
- 5000-Questões Receita Federal - Banca ESAF - Passei Direto 11-20Documento10 páginas5000-Questões Receita Federal - Banca ESAF - Passei Direto 11-20LucasAinda não há avaliações