Você também pode gostar
- Manual - Do - Serralheiro Galvanização A FogoDocumento11 páginasManual - Do - Serralheiro Galvanização A FogoAlexandreinspetorAinda não há avaliações
- Catalogo CBADocumento24 páginasCatalogo CBAcherandinhoAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Iberplate600 PT Rev020810Documento1 páginaIberplate600 PT Rev020810Sérgio AmorimAinda não há avaliações
- Catalogo Imasa 2022Documento22 páginasCatalogo Imasa 2022Wanderlan AndradeAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Catalogo Brametal Galvanizacao DownloadDocumento6 páginasCatalogo Brametal Galvanizacao DownloadAlini VitalAinda não há avaliações
- TelhasDocumento4 páginasTelhasRenan LucasAinda não há avaliações
- Análise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerNo EverandAnálise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerAinda não há avaliações
- Catalogo-Tecnico - FacilitDocumento34 páginasCatalogo-Tecnico - FacilitRafael CardosoAinda não há avaliações
- CBA - Telhas de Aluminio PDFDocumento24 páginasCBA - Telhas de Aluminio PDFJúlia CostaAinda não há avaliações
- GABIÃO - r0 Pre Edital - JundiaiDocumento8 páginasGABIÃO - r0 Pre Edital - JundiaiBetina MartinsAinda não há avaliações
- Etapas Da Zincagem Vol 1 - Kriptonita MáquinasDocumento9 páginasEtapas Da Zincagem Vol 1 - Kriptonita MáquinasDiego LemesAinda não há avaliações
- Aplicações Gerais Do Processo de JateamentoDocumento27 páginasAplicações Gerais Do Processo de JateamentoLucas Winterfeld BeniniAinda não há avaliações
- Informação JateamentoDocumento31 páginasInformação JateamentoPedro Henrique Macedo KumairaAinda não há avaliações
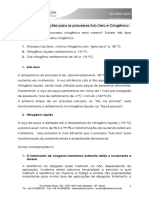
- Processos Sub Zero e CriogênicoDocumento3 páginasProcessos Sub Zero e CriogênicoPaulo JúniorAinda não há avaliações
- GABIÃO - EspecificaçõesTecnicas - LicitaçãoFornecimentoMaterialDocumento5 páginasGABIÃO - EspecificaçõesTecnicas - LicitaçãoFornecimentoMaterialBetina MartinsAinda não há avaliações
- Catalogo Tecnico FacilitDocumento34 páginasCatalogo Tecnico Facilitwilker_alves488Ainda não há avaliações
- TELHASDocumento16 páginasTELHASCleiton ThiezerAinda não há avaliações
- VK5E PTDocumento7 páginasVK5E PTkaka**Ainda não há avaliações
- VP20TS Datasheet PT 2021 02Documento8 páginasVP20TS Datasheet PT 2021 02Wilson SCKUDLAREKAinda não há avaliações
- Steelgrid HR PVC r1 PorDocumento2 páginasSteelgrid HR PVC r1 PorMarcos MaAinda não há avaliações
- Catalogo Tecnico Bandejamento EletricoDocumento34 páginasCatalogo Tecnico Bandejamento EletricoDieCarlos DomingosAinda não há avaliações
- Canalização Saint - GlobainDocumento56 páginasCanalização Saint - GlobainJean Carlo Pigosso CoelhoAinda não há avaliações
- Castodyn DS 8000Documento4 páginasCastodyn DS 8000Factel SAAinda não há avaliações
- Cartilha Amt Telhas ArcelorDocumento5 páginasCartilha Amt Telhas ArcelorRoberto SouzaAinda não há avaliações
- Usinagem QuimicaDocumento22 páginasUsinagem QuimicaJoaquim100% (1)
- Selante de Juntas Dow Corning 890-SL (DOW CORNING)Documento4 páginasSelante de Juntas Dow Corning 890-SL (DOW CORNING)Guto LuhyAinda não há avaliações
- Manual EngradamentoDocumento16 páginasManual EngradamentoDiana PenhaAinda não há avaliações
- DecapagemDocumento6 páginasDecapagemFrancisco CuambeAinda não há avaliações
- 10 Sika Monotop 910 S - 03.104Documento4 páginas10 Sika Monotop 910 S - 03.104Nuno PereiraAinda não há avaliações
- 890 SL SelanteDocumento3 páginas890 SL SelanterafaaspireAinda não há avaliações
- Boletim Técnico QT III 7620 PDFDocumento4 páginasBoletim Técnico QT III 7620 PDFSergio Ricardo NobreAinda não há avaliações
- Ficha Técnica Optigear BMDocumento2 páginasFicha Técnica Optigear BMTiago VieiraAinda não há avaliações
- Kingspan - TZ-LR Mineral Wool Panel - Datasheet - Spain - PTDocumento4 páginasKingspan - TZ-LR Mineral Wool Panel - Datasheet - Spain - PTAngelo VieitoAinda não há avaliações
- Ficha Técnica - Mobilgear 600 XP SérieDocumento3 páginasFicha Técnica - Mobilgear 600 XP SérieobonsaiAinda não há avaliações
- Sika® Manta AlumínioDocumento7 páginasSika® Manta AlumínioHygor AzevedoAinda não há avaliações
- VPATLAS Datasheet PT 2021 01Documento8 páginasVPATLAS Datasheet PT 2021 01Wilson SCKUDLAREKAinda não há avaliações
- CromoduroDocumento4 páginasCromoduroGuilherme AbranchesAinda não há avaliações
- Artigo MATE3Documento14 páginasArtigo MATE3TAINÁ NAKAO PEREIRAAinda não há avaliações
- 206 Impermanta Telhado Glass Rev02 - 202103312019586wSQbCordTDocumento3 páginas206 Impermanta Telhado Glass Rev02 - 202103312019586wSQbCordTwlosinaAinda não há avaliações
- Pastilhas K Com ExemplosDocumento4 páginasPastilhas K Com ExemplosGabriel MoreiraAinda não há avaliações
- Soldagem A Arco Submerso (SAW)Documento10 páginasSoldagem A Arco Submerso (SAW)seller mecânicaAinda não há avaliações
- Soldagem A Arco SubmersoDocumento15 páginasSoldagem A Arco SubmersoCarol GusmãoAinda não há avaliações
- Condição de SoldagemDocumento15 páginasCondição de SoldagemElton Neves da SilvaAinda não há avaliações
- Catalogo Tecnico Telhas PDFDocumento24 páginasCatalogo Tecnico Telhas PDFjailtonpierreAinda não há avaliações
- Comparação Galvanização A Frio e QuenteDocumento2 páginasComparação Galvanização A Frio e QuenteBruno SCLAinda não há avaliações
- Trabalho Grupo - Decapagem Mecânica (Final)Documento16 páginasTrabalho Grupo - Decapagem Mecânica (Final)Paulo TeixeiraAinda não há avaliações
- Tratamentos TermoquímicosDocumento39 páginasTratamentos Termoquímicos09103240Ainda não há avaliações
- TC E 068 6-FTec-IsodurDocumento3 páginasTC E 068 6-FTec-IsodurFernando RamosAinda não há avaliações
- GABIÃO - EspecificaçõesTecnicas - LicitaçãoFornecimentoMaterial - G4RDocumento3 páginasGABIÃO - EspecificaçõesTecnicas - LicitaçãoFornecimentoMaterial - G4RBetina MartinsAinda não há avaliações
- Icoper MultiusoDocumento5 páginasIcoper MultiusoParceria João e EricAinda não há avaliações
- Catalogo Iph de Cabos para ElevadoresDocumento12 páginasCatalogo Iph de Cabos para ElevadoresLindolfo NetoAinda não há avaliações
- Sikaflex - 1a PlusDocumento4 páginasSikaflex - 1a PlusRuben Dario Ticona CanedoAinda não há avaliações
- Arquitetura AulasDocumento47 páginasArquitetura AulasCarlos SantosAinda não há avaliações
- Frases Inesquecíveis ArquiteturaDocumento8 páginasFrases Inesquecíveis ArquiteturaCarlos SantosAinda não há avaliações
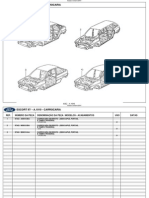
- Manual Escort ZetecDocumento538 páginasManual Escort Zetecapi-370231276% (55)
- Manual Serviço TV Philips Chassis l9 2a AaDocumento75 páginasManual Serviço TV Philips Chassis l9 2a AaCarlos SantosAinda não há avaliações
- Princípios Das Principais Provas Bioquímicas BacteriológicasDocumento6 páginasPrincípios Das Principais Provas Bioquímicas BacteriológicasEloi MenezesAinda não há avaliações
- Apostila EletroerosãoDocumento34 páginasApostila EletroerosãoLuís Fernando Ferreira Silva75% (4)
- Determinação Do Teor de Bicarbonato em AntiacidoDocumento5 páginasDeterminação Do Teor de Bicarbonato em AntiacidoTabata Fernanda0% (1)
- Química Analítica, Quantitativa - GravimetriaDocumento13 páginasQuímica Analítica, Quantitativa - GravimetriaRogério de SouzaAinda não há avaliações
- Homeopatia - Métodos ExtrativosDocumento46 páginasHomeopatia - Métodos ExtrativosMariana BarretoAinda não há avaliações
- Ae q11 Fich Form 2Documento2 páginasAe q11 Fich Form 2carlaAinda não há avaliações
- 15º O Que É OrmusDocumento5 páginas15º O Que É OrmusmarilenaAinda não há avaliações
- Lista 1 AvaliaçãoDocumento5 páginasLista 1 AvaliaçãoAnonymous u6wQm2YXAinda não há avaliações
- Acabe Comigo Livro 2 Christina Ross PDFDocumento114 páginasAcabe Comigo Livro 2 Christina Ross PDFIzah57% (7)
- QUÍMICA. Mudanças de Estado Físico e Densidade ESTADOS FÍSICOS. O Estado Sólido. O Estado Líquido MÓDULO FRENTE. Bernoulli Sistema de EnsinoDocumento12 páginasQUÍMICA. Mudanças de Estado Físico e Densidade ESTADOS FÍSICOS. O Estado Sólido. O Estado Líquido MÓDULO FRENTE. Bernoulli Sistema de EnsinoAdriana Silva100% (1)
- Lei Dos Gases - FísicaDocumento29 páginasLei Dos Gases - FísicaLarissa SousaAinda não há avaliações
- Biofisica Dos SistemasDocumento6 páginasBiofisica Dos SistemasCédrick CunhaAinda não há avaliações
- Estados D..Documento46 páginasEstados D..Feira Mania0% (1)
- Projecto GPONDocumento148 páginasProjecto GPONCelso Monteiro100% (1)
- NR 23 - Proteção Passiva Contra Fogo em EstruturasDocumento50 páginasNR 23 - Proteção Passiva Contra Fogo em EstruturasCPSST100% (1)
- Lista TermodinâmicaDocumento1 páginaLista TermodinâmicaErik Gall0% (1)
- Avaliação de Ciências 6 Ano Camadas Da TerraDocumento1 páginaAvaliação de Ciências 6 Ano Camadas Da Terrabfpp91% (11)
- Exercicios TermodinamicaDocumento28 páginasExercicios TermodinamicaEudes Santos80% (5)
- Sais AtividadeDocumento2 páginasSais AtividadeDOMINGASAinda não há avaliações
- Química Orgânica ISOMERIADocumento11 páginasQuímica Orgânica ISOMERIAGabrielle FrancoAinda não há avaliações
- WEB Ar at A06Documento20 páginasWEB Ar at A06Albino NunesAinda não há avaliações
- NBR 7680 2015Documento20 páginasNBR 7680 2015maf2612Ainda não há avaliações
- Recursos Subsolo II 14-15 - GinaDocumento40 páginasRecursos Subsolo II 14-15 - GinaGina Espenica100% (1)
- Relatório de Estagio Tec em Quimica - Franciele VenturiniDocumento48 páginasRelatório de Estagio Tec em Quimica - Franciele VenturiniFranciele Venturini BarbosaAinda não há avaliações
- Preparação Dos Corpos de Prova para Ensaio MetalográficoDocumento5 páginasPreparação Dos Corpos de Prova para Ensaio MetalográficoJohnMoroniAinda não há avaliações
- Conceito de TemperaturaDocumento5 páginasConceito de TemperaturaEmanuel PereiraAinda não há avaliações
- Serra Mármore - Norton Clipper TR 201 E (Manual)Documento42 páginasSerra Mármore - Norton Clipper TR 201 E (Manual)mazzalimaniaAinda não há avaliações
- Slides MadeiraDocumento27 páginasSlides MadeiraJonelso Fernandes100% (1)
- Química - Turma 101Documento2 páginasQuímica - Turma 101Tito FerreiraAinda não há avaliações
- Simulação RLCDocumento15 páginasSimulação RLCRoger UnixAinda não há avaliações
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Cérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNo EverandCérebro Singular: Como estimular crianças no espectro autista ou com atrasos no desenvolvimentoNota: 5 de 5 estrelas5/5 (1)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)
- Ser bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNo EverandSer bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNota: 5 de 5 estrelas5/5 (12)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)