Você também pode gostar
- Esquema Modulo IscDocumento1 páginaEsquema Modulo IscJoao Antonio Bargas100% (2)
- Josephine PatersonDocumento11 páginasJosephine Patersonirislane-rodriguesAinda não há avaliações
- Simbologia e legenda hidro-sanitárioDocumento1 páginaSimbologia e legenda hidro-sanitárioCapitão Jhonny-BentoAinda não há avaliações
- Exercícios de análise sintática com período simplesDocumento5 páginasExercícios de análise sintática com período simples7halescostaAinda não há avaliações
- Projeto de Ext. Rede Dist. Urbano Trif - em 13,8 KV - Cond. - Do - Bosque - Ii - Trafo - 75-Kva em Roo-MtDocumento1 páginaProjeto de Ext. Rede Dist. Urbano Trif - em 13,8 KV - Cond. - Do - Bosque - Ii - Trafo - 75-Kva em Roo-MtEmerson FerreiraAinda não há avaliações
- Ensaio de cisalhamento para medir resistência de sacosDocumento4 páginasEnsaio de cisalhamento para medir resistência de sacosRomero JuniorAinda não há avaliações
- Anexo I.2 Projeto Exaustão FOLHA 01Documento1 páginaAnexo I.2 Projeto Exaustão FOLHA 01William OliveiraAinda não há avaliações
- Referência técnica de silosDocumento1 páginaReferência técnica de silosDiogenes DiasAinda não há avaliações
- Ral R01Documento1 páginaRal R01Hikaru ShidouAinda não há avaliações
- ATDF TEL LO 1102 PLA 4SS R01 Layout1Documento1 páginaATDF TEL LO 1102 PLA 4SS R01 Layout1David PinheiroAinda não há avaliações
- ATDF TEL LO 1106 PLA 2SS R01 Layout1Documento1 páginaATDF TEL LO 1106 PLA 2SS R01 Layout1David PinheiroAinda não há avaliações
- Prefeitura Do Município de Mandaguari: Projeto de Implantação Do Programa "Meu Campinho"Documento1 páginaPrefeitura Do Município de Mandaguari: Projeto de Implantação Do Programa "Meu Campinho"LCL PROJETOSAinda não há avaliações
- Catálogo Serviço Manual Diagrama Elétrico Honda CB 1300 2008 InjetadaDocumento9 páginasCatálogo Serviço Manual Diagrama Elétrico Honda CB 1300 2008 InjetadaExclusivo1Ainda não há avaliações
- Hid Aba Pe 2.1Documento1 páginaHid Aba Pe 2.1Isaldino José Samuel JoãoAinda não há avaliações
- Projetos de Combate A IncendioDocumento2 páginasProjetos de Combate A IncendioMarcelo Augusto Braga ZorteaAinda não há avaliações
- Projeto Arquitetonico - BARRACAODocumento1 páginaProjeto Arquitetonico - BARRACAOgisele zanelaAinda não há avaliações
- Avaliação de atletas do Pitangueiras Futebol ClubeDocumento4 páginasAvaliação de atletas do Pitangueiras Futebol Clubelorenzo mendesAinda não há avaliações
- Aprovação Paulo - Saneamento 30-11-ModelDocumento1 páginaAprovação Paulo - Saneamento 30-11-ModelBulingaAinda não há avaliações
- OBRA 4353 - D - Layout Do Canteiro REV03Documento1 páginaOBRA 4353 - D - Layout Do Canteiro REV03JESSICA SAMIRAAinda não há avaliações
- Caixa D'água - Plantas e Detalhes PDFDocumento1 páginaCaixa D'água - Plantas e Detalhes PDFPaulo HenriqueAinda não há avaliações
- Hid Aba 1.1-Pe-R00Documento1 páginaHid Aba 1.1-Pe-R00Isaldino José Samuel JoãoAinda não há avaliações
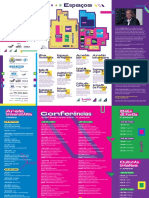
- ExpoFavela Goias 2023 Folder Digital A2 V03Documento2 páginasExpoFavela Goias 2023 Folder Digital A2 V03Marcela SuêAinda não há avaliações
- Detalhe ligação elétrica condensadoraDocumento1 páginaDetalhe ligação elétrica condensadorajoseAinda não há avaliações
- Pr13.0 - Recinto Anatídeos - r00Documento1 páginaPr13.0 - Recinto Anatídeos - r00wellington silvatheAinda não há avaliações
- Detalhe da cortina para reaterro com detalhes construtivosDocumento1 páginaDetalhe da cortina para reaterro com detalhes construtivosjonas.bsoAinda não há avaliações
- Telha inclinada 45° casaDocumento1 páginaTelha inclinada 45° casaHugo LopesAinda não há avaliações
- Variáveis TDiDocumento1 páginaVariáveis TDiPedro RuizAinda não há avaliações
- Pr13.1 - Recinto Anatídeos - r00Documento1 páginaPr13.1 - Recinto Anatídeos - r00wellington silvatheAinda não há avaliações
- Bloco segurança veículosDocumento14 páginasBloco segurança veículosBruno silva pereiraAinda não há avaliações
- Gir Ele Pe 0002 4SS R04Documento1 páginaGir Ele Pe 0002 4SS R04wesley lacerdaAinda não há avaliações
- 03 Detalhamento - R00Documento1 página03 Detalhamento - R00Gabriella Costa GonçalvesAinda não há avaliações
- Dds NovembroDocumento3 páginasDds NovembroDaniele Manfré de AlmeidaAinda não há avaliações
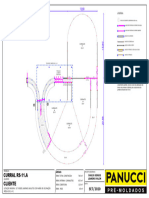
- Layout - Rs-11.aDocumento1 páginaLayout - Rs-11.aRoberto JuniorAinda não há avaliações
- Simbologia de tubulação e itens sanitáriosDocumento1 páginaSimbologia de tubulação e itens sanitáriosSERGIO KENNEDY VIEIRA DA SILVAAinda não há avaliações
- CoqDocumento1 páginaCoqSSérgio MMaia GiovanaAinda não há avaliações
- IMPLANTAÇÃO ModelDocumento1 páginaIMPLANTAÇÃO ModelRamona Faitanin SilvaAinda não há avaliações
- Prancha 04 - José GarlaDocumento1 páginaPrancha 04 - José GarlaISABELLA INACIOAinda não há avaliações
- CT22 066 Etib Sse Gua Inc 02 R00Documento1 páginaCT22 066 Etib Sse Gua Inc 02 R00Tauan LimaAinda não há avaliações
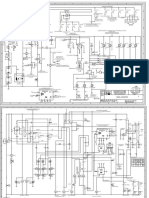
- Diagrama de circuitos elétricosDocumento2 páginasDiagrama de circuitos elétricosrafaelrgrAinda não há avaliações
- 5 Inc Igreja R02Documento1 página5 Inc Igreja R02Alexander RibeiroAinda não há avaliações
- Projeto de armadura de laje com detalhes construtivosDocumento1 páginaProjeto de armadura de laje com detalhes construtivosErick PedralliAinda não há avaliações
- PRONTUÁRIO ACUPUNTURADocumento1 páginaPRONTUÁRIO ACUPUNTURARodrigo DiasAinda não há avaliações
- EAPDocumento2 páginasEAPdatec2000Ainda não há avaliações
- MS Incendio 00 2Documento1 páginaMS Incendio 00 2Alexander RibeiroAinda não há avaliações
- Arq-07 - CortesDocumento1 páginaArq-07 - CortesHenrique Mendes da Rocha LopesAinda não há avaliações
- Layout 16-02-2023 - 6º ENG.Documento1 páginaLayout 16-02-2023 - 6º ENG.Ederson HelenoAinda não há avaliações
- Projeto Ventilação - Restaurante Rev.1.1Documento1 páginaProjeto Ventilação - Restaurante Rev.1.1Silvio Martins DomingosAinda não há avaliações
- ATDF TEL LO 1105 PLA 2SS R01 Layout1Documento1 páginaATDF TEL LO 1105 PLA 2SS R01 Layout1David PinheiroAinda não há avaliações
- Ubs Dique EstruturaDocumento1 páginaUbs Dique EstruturaNicole Lopes de DeusAinda não há avaliações
- Festa de Peà o de MATà - O 2023-Layout1-1Documento1 páginaFesta de Peà o de MATà - O 2023-Layout1-1guuto AugustoAinda não há avaliações
- VMP - Inc - Figueiras Imperatriz-R00-P1Documento1 páginaVMP - Inc - Figueiras Imperatriz-R00-P1Bruno LucenaAinda não há avaliações
- PlantaDocumento1 páginaPlantaLucas Alves de OliveiraAinda não há avaliações
- Proj Inc Edifício Armando 2 R00Documento1 páginaProj Inc Edifício Armando 2 R00rafael correaAinda não há avaliações
- A3d - HDR - Mrec-Bleu - R01-Folha 01Documento1 páginaA3d - HDR - Mrec-Bleu - R01-Folha 01Klebson Macedo da SilvaAinda não há avaliações
- Esgoto PDFDocumento1 páginaEsgoto PDFGerson De OliveiraAinda não há avaliações
- SPDA - CE MANSÕES ODISSEIA - MAIO21-Model2222Documento1 páginaSPDA - CE MANSÕES ODISSEIA - MAIO21-Model2222kezia.queirozAinda não há avaliações
- Prancha 01 - 06 ImplantaçãoDocumento1 páginaPrancha 01 - 06 ImplantaçãoGuilherme CantiniAinda não há avaliações
- 02-04 Cortes e FachadasDocumento1 página02-04 Cortes e FachadasAndré GomesAinda não há avaliações
- Detalhamento de BancadaDocumento1 páginaDetalhamento de BancadaTaynah DiasAinda não há avaliações
- Instalação sanitária projetadaDocumento1 páginaInstalação sanitária projetadaAlexander RibeiroAinda não há avaliações
- Caderno de projetos de telhados em estruturas de madeiraNo EverandCaderno de projetos de telhados em estruturas de madeiraAinda não há avaliações
- Lista de Exercícios - Entalpia, Reações Endo e ExoDocumento3 páginasLista de Exercícios - Entalpia, Reações Endo e ExoArnold ShuashegueAinda não há avaliações
- GUIA DE APRENDIZAGEM SOBRE TEATRO DE ANIMAÇÃODocumento3 páginasGUIA DE APRENDIZAGEM SOBRE TEATRO DE ANIMAÇÃOMARCELO OLIVEIRAAinda não há avaliações
- Poluição sonora e saúdeDocumento9 páginasPoluição sonora e saúdeCarlos MaiaAinda não há avaliações
- VTB 20202 Biog 1Documento10 páginasVTB 20202 Biog 1LuizAinda não há avaliações
- Introdução ao valor do trabalho tardio de BionDocumento120 páginasIntrodução ao valor do trabalho tardio de BionGustavo de PaulaAinda não há avaliações
- Lubrificação automática x manualDocumento18 páginasLubrificação automática x manualLincoln MartinsAinda não há avaliações
- Estratégias de Mobilização Na Minimização de Lesões Por Pressão em Pacientes No Âmbito HospitalarDocumento16 páginasEstratégias de Mobilização Na Minimização de Lesões Por Pressão em Pacientes No Âmbito HospitalarlidiaAinda não há avaliações
- WEG Guia de Instalacao CVW500 10004239691 r00 PTDocumento2 páginasWEG Guia de Instalacao CVW500 10004239691 r00 PTRodrigo Campelo meloAinda não há avaliações
- Prata Breve HistóriaDocumento3 páginasPrata Breve HistóriaeveltoncAinda não há avaliações
- Filósofos gregos e modernos para Enem e vestibularesDocumento14 páginasFilósofos gregos e modernos para Enem e vestibularesBeatriz Ferreira AlvesAinda não há avaliações
- A Teoria Da RelatividadeDocumento3 páginasA Teoria Da Relatividadewillian selhorstAinda não há avaliações
- Manual de Comunicação CANopen Slave SCA05 ServiceDrive 19 3012 6360Documento78 páginasManual de Comunicação CANopen Slave SCA05 ServiceDrive 19 3012 6360PatrikFernandesAinda não há avaliações
- Sos AnsiedadeDocumento3 páginasSos AnsiedadeAline CostaAinda não há avaliações
- Livro - MIZUKAMI - Cap 1 TradicionalDocumento7 páginasLivro - MIZUKAMI - Cap 1 TradicionalLucMorAinda não há avaliações
- Aula - Cap6 - v221101 - Controle MF - Parte 1 - Controle PDocumento81 páginasAula - Cap6 - v221101 - Controle MF - Parte 1 - Controle Prenatoalex.17Ainda não há avaliações
- Fichamento 02 - 20 - 12Documento2 páginasFichamento 02 - 20 - 12ANA BEATRIZ DELGADO SANTOS BEZERRAAinda não há avaliações
- Eb70-Mc-10241 As Comunicações Na Força TerrestreDocumento63 páginasEb70-Mc-10241 As Comunicações Na Força TerrestreASM AAS ASSASAinda não há avaliações
- Tubos Aletados-Rev4Documento8 páginasTubos Aletados-Rev4Nerildo DalmolinAinda não há avaliações
- Aula 1.15 ISA 540 Estimativas ContabilisticasDocumento25 páginasAula 1.15 ISA 540 Estimativas ContabilisticasNywele Natural Hair ProductsAinda não há avaliações
- Manual Gerenciamento Residuos PGRSSDocumento189 páginasManual Gerenciamento Residuos PGRSSwww.cadilhac.com.br100% (2)
- Armazenamento de combustível na fazenda de forma seguraDocumento9 páginasArmazenamento de combustível na fazenda de forma seguraW3SL3Y SOUSAAinda não há avaliações
- O Conceito de Poesia Simbolista e Dialética na Crítica de Friedrich SchlegelDocumento7 páginasO Conceito de Poesia Simbolista e Dialética na Crítica de Friedrich Schlegelcamila sabinoAinda não há avaliações
- Metodologia Da Pesquisa Científica: Professora: Cleide Henrique AvelinoDocumento32 páginasMetodologia Da Pesquisa Científica: Professora: Cleide Henrique AvelinoJoão Paulo BrambilaAinda não há avaliações
- Aquence CG 828Documento7 páginasAquence CG 828marcusrxavierAinda não há avaliações
- Pedagogia EaD - Guia do CursoDocumento16 páginasPedagogia EaD - Guia do Cursogreice leandroAinda não há avaliações
- Implantação 5G BrasilDocumento2 páginasImplantação 5G BrasilLeonardo De borbaAinda não há avaliações
- A Minase A Midas 2017Documento37 páginasA Minase A Midas 2017Pedro MirandaAinda não há avaliações
- Modelo de Planilha de Ensaio de Indice de Suporte CalifórniaDocumento1 páginaModelo de Planilha de Ensaio de Indice de Suporte CalifórniaWagner TeixeiraAinda não há avaliações