Você também pode gostar
- Comparação das propriedades de polímeros técnicosDocumento1 páginaComparação das propriedades de polímeros técnicosmoises_perpetuoAinda não há avaliações
- Polímeros RadiciDocumento51 páginasPolímeros RadiciSeverino NetoAinda não há avaliações
- DBDO - Especificação técnica do decabromodifenil oxidDocumento2 páginasDBDO - Especificação técnica do decabromodifenil oxidCelso VernarecciaAinda não há avaliações
- Resina poliéster AZ 4.7 para laminação náutica de alto desempenhoDocumento2 páginasResina poliéster AZ 4.7 para laminação náutica de alto desempenhoHumberto BogazAinda não há avaliações
- Tabela de Contração Do PVCDocumento1 páginaTabela de Contração Do PVCmarcosbr12Ainda não há avaliações
- Ivpu-Z Ibirá: Mangueira 100% PUDocumento6 páginasIvpu-Z Ibirá: Mangueira 100% PUTiago RoqueAinda não há avaliações
- Concreto refratário aluminoso sem cimento SUPERCASTIBAR 580 SCDocumento1 páginaConcreto refratário aluminoso sem cimento SUPERCASTIBAR 580 SCRicardo CalmonAinda não há avaliações
- Esp Tec - Decabromodifenil EtanoDocumento2 páginasEsp Tec - Decabromodifenil EtanoCelso VernarecciaAinda não há avaliações
- Óleos industriais EP para engrenagens - GALP TRANSGEARDocumento2 páginasÓleos industriais EP para engrenagens - GALP TRANSGEARtaurusland6996Ainda não há avaliações
- Ficha Tecnica Galp TransgearDocumento2 páginasFicha Tecnica Galp Transgearmanuel_plfAinda não há avaliações
- Ipiranga SP - 68 - 100 - 150 - 220 - 320 - 460 - 680Documento3 páginasIpiranga SP - 68 - 100 - 150 - 220 - 320 - 460 - 680Edmundo SoaresAinda não há avaliações
- Classificação de elastômeros por propriedadesDocumento1 páginaClassificação de elastômeros por propriedadesGabriel NunesAinda não há avaliações
- Tubos e acessórios em PP-R: vantagens e aplicaçõesDocumento17 páginasTubos e acessórios em PP-R: vantagens e aplicaçõesJosé LemosAinda não há avaliações
- poliuretano-pu-635Documento3 páginaspoliuretano-pu-635willislopes0709Ainda não há avaliações
- Lubrificante para engrenagens industriaisDocumento3 páginasLubrificante para engrenagens industriaisMarcosdeAzevedoAinda não há avaliações
- 2 - Ligantes Asfalticos PDFDocumento104 páginas2 - Ligantes Asfalticos PDFMayara SouzaAinda não há avaliações
- Geotêxtil não tecido: propriedades e aplicaçõesDocumento4 páginasGeotêxtil não tecido: propriedades e aplicaçõesRaphael NóbregaAinda não há avaliações
- Advantage FJ 1portugueseDocumento3 páginasAdvantage FJ 1portuguesePaulo SilvaAinda não há avaliações
- Fórmula tinta piso ArkemaDocumento1 páginaFórmula tinta piso ArkemaFree Porn100% (1)
- Datasheet Poliuretano PuDocumento4 páginasDatasheet Poliuretano PuIBRAinda não há avaliações
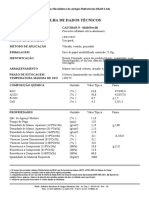
- CASTIBAR N - 0620 Folha de Dados TécnicosDocumento1 páginaCASTIBAR N - 0620 Folha de Dados TécnicoswesleiAinda não há avaliações
- Capítulo 6Documento65 páginasCapítulo 6Aderval MelloAinda não há avaliações
- FT - Vulkem 350 NF-SL - 345 - 346 LVDocumento7 páginasFT - Vulkem 350 NF-SL - 345 - 346 LVJuliana DiasAinda não há avaliações
- Ficha Tecnica Super Tauro Sintetico PT BR tcm82-206055Documento2 páginasFicha Tecnica Super Tauro Sintetico PT BR tcm82-206055assessorinterno2Ainda não há avaliações
- FAG 02 Filtro Descartável Manta Sitética r0122Documento3 páginasFAG 02 Filtro Descartável Manta Sitética r0122Kattysilene VagoAinda não há avaliações
- Manual07jun09 CorrenteDocumento19 páginasManual07jun09 CorrenteKlebersonRamosAinda não há avaliações
- Adesivo Epoxy AR345 Sistema de ColagemDocumento2 páginasAdesivo Epoxy AR345 Sistema de ColagemAlmir Silva NetoAinda não há avaliações
- Pavimentacao - 04Documento189 páginasPavimentacao - 04julianaAinda não há avaliações
- Óleo lubrificante sintético para caixas de engrenagens e mancais industriaisDocumento2 páginasÓleo lubrificante sintético para caixas de engrenagens e mancais industriaiscvfAinda não há avaliações
- Materiais asfálticos: noções gerais sobre asfalto e betumeDocumento294 páginasMateriais asfálticos: noções gerais sobre asfalto e betumemagno magroAinda não há avaliações
- Comparativo de elastômeros para aplicaçõesDocumento1 páginaComparativo de elastômeros para aplicaçõesDiovane SantosAinda não há avaliações
- Comparativo de elastômeros para aplicaçõesDocumento1 páginaComparativo de elastômeros para aplicaçõesandrebitaAinda não há avaliações
- Gel CoatDocumento20 páginasGel CoatWaldomiro MoreiraAinda não há avaliações
- Ipiranga SP Sintético - 191216Documento2 páginasIpiranga SP Sintético - 191216Thiago MolverstetAinda não há avaliações
- Poligen AX-402 dispersão acrílicaDocumento3 páginasPoligen AX-402 dispersão acrílicahenriquefxs2926Ainda não há avaliações
- VIBRATHANE B602 - PortugueseDocumento4 páginasVIBRATHANE B602 - Portugueseqc.tecnocauchoAinda não há avaliações
- Cola CianocrilatoDocumento4 páginasCola CianocrilatoCarolina MonteiroAinda não há avaliações
- Textura Rústica - ENCOR E 800Documento1 páginaTextura Rústica - ENCOR E 800Free PornAinda não há avaliações
- Lubrificante PAO hidráulicoDocumento2 páginasLubrificante PAO hidráulicoPort Con ConstrutoraAinda não há avaliações
- Características de elastômeros sintéticosDocumento7 páginasCaracterísticas de elastômeros sintéticosmercado pagoAinda não há avaliações
- Certificado Fita de VedaçãoDocumento1 páginaCertificado Fita de VedaçãopaulomattusAinda não há avaliações
- Concreto asfáltico usinado a quente especificaçãoDocumento6 páginasConcreto asfáltico usinado a quente especificaçãoKalleb GinezAinda não há avaliações
- Boletim Técnico Betafine PBG PTG Jun 2014Documento3 páginasBoletim Técnico Betafine PBG PTG Jun 2014Sapo Science ScienceAinda não há avaliações
- Sistemas de purificação do ar: filtros e equipamentosDocumento25 páginasSistemas de purificação do ar: filtros e equipamentosPaulo Henrique DestriAinda não há avaliações
- Seriac - AntiestáticoDocumento6 páginasSeriac - AntiestáticomartinapaimAinda não há avaliações
- Tabelas OptométricasDocumento2 páginasTabelas Optométricasdebate2020100% (2)
- Uso do PET micronizado na formulação de espumas de poliuretanoDocumento22 páginasUso do PET micronizado na formulação de espumas de poliuretanoRaul de Souza BrandãoAinda não há avaliações
- Ipiranga Iptur Iso 68Documento2 páginasIpiranga Iptur Iso 68Bruno TAinda não há avaliações
- Catalogo WS 350Documento6 páginasCatalogo WS 350AlbertoAinda não há avaliações
- Rubber-Handbook-2 en PTDocumento73 páginasRubber-Handbook-2 en PTCrypto MemesAinda não há avaliações
- B.T. Resina Derakane 411-350 OKDocumento5 páginasB.T. Resina Derakane 411-350 OKTiago Pitaluga Navega DiasAinda não há avaliações
- Cerâmica Dados TécnicosDocumento1 páginaCerâmica Dados TécnicosEgon Salgueiro MAinda não há avaliações
- Aditivo - Sulfato de Bario Baristar 9210 - Adexim-Comexim - Fe PDFDocumento1 páginaAditivo - Sulfato de Bario Baristar 9210 - Adexim-Comexim - Fe PDFGabriel Felipe RochaAinda não há avaliações
- Catalogo Dinpar 2018 PDFDocumento566 páginasCatalogo Dinpar 2018 PDFMarcio Alves CarneiroAinda não há avaliações
- Saa 001 2386 Peau CC STC0716 001 R0Documento2 páginasSaa 001 2386 Peau CC STC0716 001 R0Victor Luiz MerlinAinda não há avaliações
- Catalogo Correia-Mercurio Lona PDFDocumento6 páginasCatalogo Correia-Mercurio Lona PDFluiziriasAinda não há avaliações
- 2 - CombustãoDocumento53 páginas2 - CombustãoJosé Luiz dos SantosAinda não há avaliações
- Datasheet Ptfe PoliDocumento22 páginasDatasheet Ptfe PoliAline SilvaAinda não há avaliações
- Telemetria Com Envio De E-mail Para Medir Decibelímetro Com Base No Esp8266 Programado Em ArduinoNo EverandTelemetria Com Envio De E-mail Para Medir Decibelímetro Com Base No Esp8266 Programado Em ArduinoAinda não há avaliações
- Grupo Do VanadioDocumento10 páginasGrupo Do VanadioYuraneAinda não há avaliações
- CompostagemDocumento5 páginasCompostagemMarcella PradoAinda não há avaliações
- Guia completo para nomenclatura, tipos e fabricação de machos e cossinetes para rosqueamentoDocumento16 páginasGuia completo para nomenclatura, tipos e fabricação de machos e cossinetes para rosqueamentodanielhscAinda não há avaliações
- Manual Fornos Embutir GásDocumento24 páginasManual Fornos Embutir GásLeoAinda não há avaliações
- Clinpino Fibra PDFDocumento5 páginasClinpino Fibra PDFMillena Nimer LittigAinda não há avaliações
- Comp MuroDocumento1 páginaComp MuroKarine SchultzAinda não há avaliações
- MecAplicada 4Documento22 páginasMecAplicada 4hmscunhaAinda não há avaliações
- Industrias Óleos, Gorduras e CerasDocumento23 páginasIndustrias Óleos, Gorduras e CerasGeórgea Lorena ZampoloAinda não há avaliações
- Manual para Arquitetos KommerlingDocumento40 páginasManual para Arquitetos KommerlingJemima MontenegroAinda não há avaliações
- 01 Blickle Ratgeber PTDocumento2 páginas01 Blickle Ratgeber PTPaulo EnesAinda não há avaliações
- Aula 07 - Solidificação de Ferros Fundidos e Ligas de AlumínioDocumento28 páginasAula 07 - Solidificação de Ferros Fundidos e Ligas de AlumínioBruno Eduardo CoelhoAinda não há avaliações
- Seg. Trab. TM - Aula 10 - Prevenção e Combate A IncêndiosDocumento54 páginasSeg. Trab. TM - Aula 10 - Prevenção e Combate A IncêndiosElton Neves da Silva100% (1)
- Sistema construtivo DrywallDocumento67 páginasSistema construtivo DrywallPedro NemerAinda não há avaliações
- Celulose e PapelDocumento32 páginasCelulose e PapelDouglas Liberace de MatosAinda não há avaliações
- Data Sheet Raspador Secundário L1SDocumento2 páginasData Sheet Raspador Secundário L1SEduardo Da Silva PereiraAinda não há avaliações
- Dulub Hipóide 140 Gl-4Documento7 páginasDulub Hipóide 140 Gl-4Priscilla Patrocinio Abreu CostaAinda não há avaliações
- CENTROPIL 10mg CompletoDocumento20 páginasCENTROPIL 10mg CompletoIzabela CaixetaAinda não há avaliações
- Reciclagem de Escoria de AciariaDocumento3 páginasReciclagem de Escoria de AciariaJaguar SantanaAinda não há avaliações
- Estabilidade ColoidalDocumento2 páginasEstabilidade ColoidalMatheus SchwarzAinda não há avaliações
- Síntese do corante vermelho de conoliteDocumento7 páginasSíntese do corante vermelho de conoliteAmanda MolAinda não há avaliações
- Manual Morador DrywallDocumento32 páginasManual Morador DrywallKlarc CamachoAinda não há avaliações
- Ensaio de Alterabilidade de RochasDocumento19 páginasEnsaio de Alterabilidade de RochasEldorado UamusseAinda não há avaliações
- Papéis isolantes termoestabilizados e suas propriedadesDocumento4 páginasPapéis isolantes termoestabilizados e suas propriedadesJorge DemiglianoAinda não há avaliações
- Processos de fundição do alumínioDocumento39 páginasProcessos de fundição do alumínioFernando DomeniconiAinda não há avaliações
- Aplicação de Fertilizantes Via Fertirrigação PDFDocumento19 páginasAplicação de Fertilizantes Via Fertirrigação PDFJorge Gonzalo Rentería RegaladoAinda não há avaliações
- 113-Codigo de Praticas N 01Documento72 páginas113-Codigo de Praticas N 01marcelorodriguespAinda não há avaliações
- 2transferência de Calor - Condução Com Geração de Energia Trabalho ProntoDocumento9 páginas2transferência de Calor - Condução Com Geração de Energia Trabalho ProntoSeverino RamosAinda não há avaliações
- Solubilidade e curvas de solubilidadeDocumento2 páginasSolubilidade e curvas de solubilidadethata_vilarinhoAinda não há avaliações
- N-2004 - Qualificação de PessoalDocumento14 páginasN-2004 - Qualificação de PessoalLuiz Alberto LamógliaAinda não há avaliações
- Reação Na SuperfícieDocumento3 páginasReação Na SuperfícieMatheus AlcântaraAinda não há avaliações