Você também pode gostar
- Apostila de Eletricidade Modulo I PDFDocumento74 páginasApostila de Eletricidade Modulo I PDFmarcelo rojas100% (4)
- Tabela de Comparação - Coeficiente de AtritoDocumento2 páginasTabela de Comparação - Coeficiente de Atritotiagomecanica73% (15)
- Sw01 Dlrilt Cspgcc028bp 4630 OpDocumento67 páginasSw01 Dlrilt Cspgcc028bp 4630 OpLuís Fernando OliveiraAinda não há avaliações
- Retificação - Conceitos e EquipamentosDocumento7 páginasRetificação - Conceitos e Equipamentosrginunes9044Ainda não há avaliações
- Motores de Popa - PPT (Modo de Compatibilidade) (Reparado)Documento40 páginasMotores de Popa - PPT (Modo de Compatibilidade) (Reparado)Renato Ferreira100% (1)
- Treinamento Falhas Scroll Danfoss PDFDocumento49 páginasTreinamento Falhas Scroll Danfoss PDFrodrigo dias martins100% (1)
- Roscas ABNTDocumento5 páginasRoscas ABNTCaio LopesAinda não há avaliações
- Instruções Montagem e Manutenção Redutores SEWDocumento236 páginasInstruções Montagem e Manutenção Redutores SEWLuciara VellarAinda não há avaliações
- Apostila Mancais RolamentoDocumento155 páginasApostila Mancais RolamentoMartinsAinda não há avaliações
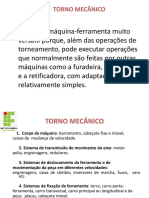
- Usinagem Tornearia3Documento79 páginasUsinagem Tornearia3Marcos X AlmeidaAinda não há avaliações
- Apostila Tornearia Carlos EduardoDocumento31 páginasApostila Tornearia Carlos EduardoilledratAinda não há avaliações
- CavavoDocumento15 páginasCavavodinnAinda não há avaliações
- Alinhamento de Máquinas Recurso - 4067Documento48 páginasAlinhamento de Máquinas Recurso - 4067Vinicius CunhaAinda não há avaliações
- MRN EI 108 - Calderaria e Soldagem Básica (Apostila)Documento49 páginasMRN EI 108 - Calderaria e Soldagem Básica (Apostila)Clayton SAinda não há avaliações
- RolamentoDocumento63 páginasRolamentofernando miguelAinda não há avaliações
- Apostila Desenho Tecnico Qualificação MMDocumento170 páginasApostila Desenho Tecnico Qualificação MMFabricia CristinaAinda não há avaliações
- Torno FresaDocumento106 páginasTorno FresaMauro BussAinda não há avaliações
- Elementos de M+íquinas 2009Documento132 páginasElementos de M+íquinas 2009matheus davidAinda não há avaliações
- ELEMENTOS DE MÁQUINAS - É É PDFDocumento155 páginasELEMENTOS DE MÁQUINAS - É É PDFpow1ckAinda não há avaliações
- CBCA - Ligações - Vol.2 4.edDocumento85 páginasCBCA - Ligações - Vol.2 4.edEngeplan - Engenharia & EducaçãoAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Calculos Massalote BassaniDocumento65 páginasCalculos Massalote BassaniHenrique BrunkowAinda não há avaliações
- Desenho Técnico II - SENAI PRDocumento145 páginasDesenho Técnico II - SENAI PRValquiria BrazAinda não há avaliações
- Apostila 02-Físico-Química Cursos Militares-Episteme Cursos Online Professor AlexandreDocumento169 páginasApostila 02-Físico-Química Cursos Militares-Episteme Cursos Online Professor AlexandreIssei HyoudouAinda não há avaliações
- Relógio Comparador PDFDocumento16 páginasRelógio Comparador PDFMárcia Elisabete Dos SantosAinda não há avaliações
- Tecn MateriaisDocumento142 páginasTecn MateriaisLuciano Ferreira da CostaAinda não há avaliações
- 2 - MetrologiaDocumento61 páginas2 - MetrologiaIvo AyresAinda não há avaliações
- Apostila de Desenho SenaiDocumento63 páginasApostila de Desenho SenaiLoup LeBeauAinda não há avaliações
- Ajustagem 01Documento366 páginasAjustagem 01Toni Silva100% (1)
- Ajustagem MecanicaDocumento106 páginasAjustagem MecanicaEverton Ferreira GuedesAinda não há avaliações
- Atividade Especificaçao de RedutorDocumento2 páginasAtividade Especificaçao de RedutorAdalberto BertacchiniAinda não há avaliações
- Balanceamento em Um Plano de Rotor RígidoDocumento73 páginasBalanceamento em Um Plano de Rotor Rígidojorge rabelloAinda não há avaliações
- PC Ajustador MecânicoDocumento17 páginasPC Ajustador MecânicoKleriston SantosAinda não há avaliações
- Apostila Proj Ferram TM297Documento254 páginasApostila Proj Ferram TM297Ana Carolina PaulaAinda não há avaliações
- Aula 10 - Elementos de Apoio e ElevaçãoDocumento51 páginasAula 10 - Elementos de Apoio e ElevaçãoJunior CostaAinda não há avaliações
- Princípios de Tecnologia de Corte de MetaisDocumento86 páginasPrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- Falhas em Rolamentos NTNDocumento4 páginasFalhas em Rolamentos NTNCleiton Luiz CordeiroAinda não há avaliações
- Projetos de Ferramentas PDFDocumento189 páginasProjetos de Ferramentas PDFBernardo Basilio Llerena GameroAinda não há avaliações
- SENAISC Aparelho DivisorDocumento138 páginasSENAISC Aparelho DivisorWesley FerreiraAinda não há avaliações
- Caderno Operações Torneamento 12-9-17Documento82 páginasCaderno Operações Torneamento 12-9-17Ricardo SilvaAinda não há avaliações
- Desenhos Caminhão Betoneira 2022Documento41 páginasDesenhos Caminhão Betoneira 2022Rafael LimaAinda não há avaliações
- 05 Livro Manejo Da Salinidade Parte5Documento106 páginas05 Livro Manejo Da Salinidade Parte5Roberto Vieira PordeusAinda não há avaliações
- Usinagem Convencional Torno MecânicoDocumento53 páginasUsinagem Convencional Torno MecânicoSolangeFerrari25100% (2)
- Resolução CONFEA 1025 09 PDFDocumento14 páginasResolução CONFEA 1025 09 PDFRodrigo MartinsAinda não há avaliações
- 50 PE Fresador Ferramenteiro PDFDocumento166 páginas50 PE Fresador Ferramenteiro PDFBernardo Basilio Llerena GameroAinda não há avaliações
- Manual Simulador EngrenagensDocumento11 páginasManual Simulador EngrenagensPaulo Ricardo AlvesAinda não há avaliações
- Apostila Nova MetrologiaDocumento98 páginasApostila Nova MetrologiaArthur Cardoso Xavier de CastroAinda não há avaliações
- Apostila de Componentes de Máquinas - MediotecDocumento69 páginasApostila de Componentes de Máquinas - MediotecGeraldo del ReyAinda não há avaliações
- Elementos de Máquinas - PinosDocumento10 páginasElementos de Máquinas - PinosThiago OliveiraAinda não há avaliações
- Lista - Eletrodo RevestidoDocumento7 páginasLista - Eletrodo RevestidoKassya Schunk67% (3)
- Apostila de Solda Curso UFCG PDFDocumento158 páginasApostila de Solda Curso UFCG PDFctrsilver5809Ainda não há avaliações
- Operações Mecânicas I - Ajustagem 2Documento21 páginasOperações Mecânicas I - Ajustagem 2Mauricio F CamargoAinda não há avaliações
- S.A 02 - Metrologia - Aferição de Componentes Do MotorDocumento4 páginasS.A 02 - Metrologia - Aferição de Componentes Do MotorOldenir SantosAinda não há avaliações
- FresadoraDocumento14 páginasFresadoraFernando SimõesAinda não há avaliações
- Montagem Caixa Tandem PDFDocumento37 páginasMontagem Caixa Tandem PDFDaniel zanelattoAinda não há avaliações
- O Deus de ferro e a excomunhão da América Latina: mineração transnacional, lutas e resistências sociais na AmazôniaNo EverandO Deus de ferro e a excomunhão da América Latina: mineração transnacional, lutas e resistências sociais na AmazôniaAinda não há avaliações
- Apostila de BrocasDocumento18 páginasApostila de BrocasPriscilla CarvalhoAinda não há avaliações
- Machos Tarrachas e ExtratoresDocumento39 páginasMachos Tarrachas e ExtratoresRamon PaixaoAinda não há avaliações
- 3 - Usinagem de Canais ExternosDocumento14 páginas3 - Usinagem de Canais ExternosJunior GuedesAinda não há avaliações
- Furação Brocas - DormerDocumento12 páginasFuração Brocas - DormerDalton MarinoAinda não há avaliações
- FresamentoDocumento14 páginasFresamentoromao10Ainda não há avaliações
- Lista 2Documento18 páginasLista 2rafaelapavoni1Ainda não há avaliações
- Manual de TelhasDocumento2 páginasManual de TelhasdanielhscAinda não há avaliações
- Exercícios de Eletropneumática - DarioDocumento7 páginasExercícios de Eletropneumática - DarioPedro Pacheco BachetiAinda não há avaliações
- Lista de Exercícios 1Documento2 páginasLista de Exercícios 1Olympio NetoAinda não há avaliações
- Ficha Formativa 4 - 9ano (Classificação Materiais)Documento4 páginasFicha Formativa 4 - 9ano (Classificação Materiais)Adelaide SantosAinda não há avaliações
- CoulometriaDocumento8 páginasCoulometriaGrace FernandesAinda não há avaliações
- MicrocultivoDocumento14 páginasMicrocultivoFernando GomesAinda não há avaliações
- f1 SM 10w40 - Fispq IpirangaDocumento9 páginasf1 SM 10w40 - Fispq IpirangaDeryck Queiroz100% (1)
- QuestionárioDocumento1 páginaQuestionárioangelocarlosAinda não há avaliações
- Acetileno PDFDocumento9 páginasAcetileno PDFFerreira SouzaAinda não há avaliações
- Organized (94) CompressedDocumento8 páginasOrganized (94) CompressedTales BassoliAinda não há avaliações
- Aula 11 - Magnetismo e Materiais Magneticos 01Documento18 páginasAula 11 - Magnetismo e Materiais Magneticos 01rayanefreAinda não há avaliações
- Preparo Haletos de AlquilaDocumento16 páginasPreparo Haletos de AlquilaEd GomesAinda não há avaliações
- Apostila de Termodinâmica 8 e 9Documento18 páginasApostila de Termodinâmica 8 e 9Leonardo Dornelles SantosAinda não há avaliações
- 05-08 Tabela Salão e ConsumidorDocumento3 páginas05-08 Tabela Salão e ConsumidorThalita ToméAinda não há avaliações
- FMEA SistemaDocumento6 páginasFMEA Sistemamarcelokyamamoto100% (1)
- Exper 7 DifusãoDocumento3 páginasExper 7 DifusãoMarina Vieira de OliveiraAinda não há avaliações
- BiomateriaisDocumento22 páginasBiomateriaisRaquel Filgueira de Souza FerreiraAinda não há avaliações
- Aula 1Documento3 páginasAula 1gambetzAinda não há avaliações
- Exercicios Modulo 24 Aula 1Documento3 páginasExercicios Modulo 24 Aula 1Thales MogariAinda não há avaliações
- Behaviorismo Radical - A Filosofia e A CiênciaDocumento203 páginasBehaviorismo Radical - A Filosofia e A CiênciaEryck Azevedo100% (2)
- Dnit081 2006 Es-Remocoes ConcretoDocumento6 páginasDnit081 2006 Es-Remocoes ConcretoMarcelo CostaAinda não há avaliações
- Lista de Exercicios - Correlação e Regressão LinearDocumento3 páginasLista de Exercicios - Correlação e Regressão LinearCarine RebelloAinda não há avaliações
- Capítulo 1 Conceitos Introdutórios e DefiniçõesDocumento24 páginasCapítulo 1 Conceitos Introdutórios e DefiniçõesBruno DantasAinda não há avaliações
- NBR 13816Documento9 páginasNBR 13816Henrique GozzerAinda não há avaliações
- LubrificaçãoDocumento152 páginasLubrificaçãoJean Kelvin MenezesAinda não há avaliações
- Cap 1 - Nomenclatura ResumoDocumento42 páginasCap 1 - Nomenclatura Resumosofis2013Ainda não há avaliações
- BC8001 Design Manual Portugues PDFDocumento21 páginasBC8001 Design Manual Portugues PDFFabio Alves67% (3)