Você também pode gostar
- Implementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoNo EverandImplementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Modelo Da Máquina De Indução E Geração DistribuídaNo EverandModelo Da Máquina De Indução E Geração DistribuídaAinda não há avaliações
- Estrutura Programacao CNCDocumento17 páginasEstrutura Programacao CNCRobertodeOLiveira100% (1)
- Instruções para Usinagem de Superfícies Funções GDocumento14 páginasInstruções para Usinagem de Superfícies Funções GPaulo RobertoAinda não há avaliações
- Caderno de Exercícios Do ProfessorDocumento13 páginasCaderno de Exercícios Do ProfessorAnonymous KuhiFcRKi100% (1)
- Apostila CNCDocumento60 páginasApostila CNCFelipe NascimentoAinda não há avaliações
- Manual Fanuc Series Oi TornoDocumento50 páginasManual Fanuc Series Oi Tornodeisonlrf94% (17)
- Fresadora ISODocumento22 páginasFresadora ISOAmérico Costa100% (1)
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- Programa - o Do Comando Mach 9Documento15 páginasPrograma - o Do Comando Mach 9Leandro Luís67% (3)
- Cnc-Programação Comando FanucDocumento38 páginasCnc-Programação Comando FanucRenan Ribeiro73% (15)
- Apostila de Treinamento SIEMENSDocumento36 páginasApostila de Treinamento SIEMENSLincoln Ribeiro100% (2)
- FANUCDocumento29 páginasFANUCJorgeKovacsAinda não há avaliações
- Apostila CNC SenaiDocumento60 páginasApostila CNC SenaiViniciusSousa2013Ainda não há avaliações
- TORNEAMENTODocumento9 páginasTORNEAMENTOjulia sassaAinda não há avaliações
- WinNC Fanuc 21M Apostila de Treinamento PDFDocumento18 páginasWinNC Fanuc 21M Apostila de Treinamento PDFProfessor Aires, Jeferson Fernando PereiraAinda não há avaliações
- Apostila Do Curso de Fresamento Fanuc 21MDocumento19 páginasApostila Do Curso de Fresamento Fanuc 21MM. Aguiar100% (1)
- Introdução Ao AutoCAD 2D ATFDocumento3 páginasIntrodução Ao AutoCAD 2D ATFMárcia Vargas67% (3)
- CNC 3Documento12 páginasCNC 3Ítalo CaetanoAinda não há avaliações
- Codigos CNCDocumento5 páginasCodigos CNCNicolly MartinsAinda não há avaliações
- Programa227o Discovery 560 PDFDocumento41 páginasPrograma227o Discovery 560 PDFEverton Costa100% (1)
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Programacao - 4 Eixos PDFDocumento12 páginasProgramacao - 4 Eixos PDFDarli RodriguesAinda não há avaliações
- Arte ConceitualDocumento21 páginasArte ConceitualRafaela BoettcherAinda não há avaliações
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- PROGRAMADOR (Apresentação Fanuc)Documento136 páginasPROGRAMADOR (Apresentação Fanuc)Cnc Page100% (2)
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- Manual de Programação e Operação Siemens 802D SL Serie SKT KitDocumento32 páginasManual de Programação e Operação Siemens 802D SL Serie SKT KitLuiz Vicente Neto100% (1)
- Teste Ufcd 8519Documento4 páginasTeste Ufcd 8519Susana SantosAinda não há avaliações
- Tecnologia de Controle Numérico Programação CNCDocumento74 páginasTecnologia de Controle Numérico Programação CNCEnoque ReisAinda não há avaliações
- CNC ExerciciosDocumento6 páginasCNC ExerciciosRogerio Medeiros da SilvaAinda não há avaliações
- WinNC Fanuc 21M Apostila de TreinamentoDocumento19 páginasWinNC Fanuc 21M Apostila de TreinamentoBruno JuniorAinda não há avaliações
- Atividade 11 - Mac - SubprogramasDocumento4 páginasAtividade 11 - Mac - SubprogramasKauã Vinycius da Silva Souza AraújoAinda não há avaliações
- Torno CNC Treinamento Docentes Torno CNCDocumento51 páginasTorno CNC Treinamento Docentes Torno CNCWellington JerônimoAinda não há avaliações
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- 05 Programacao Ciclo AutomaticoDocumento31 páginas05 Programacao Ciclo Automaticoluiz fernando PereiraAinda não há avaliações
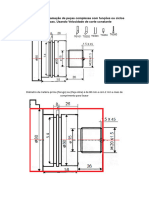
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- Aula4 - Programação CNCDocumento30 páginasAula4 - Programação CNCEmerson JuniorAinda não há avaliações
- Programacao CNCDocumento40 páginasProgramacao CNCpeixepeixepeixe1Ainda não há avaliações
- So 3333333333 ApdfDocumento2 páginasSo 3333333333 ApdfBRENO AUGUSTO MATIAS PIMENTAAinda não há avaliações
- Manual de Torno V 02-07-010Documento63 páginasManual de Torno V 02-07-010moarababyAinda não há avaliações
- Estudo para ProvaDocumento5 páginasEstudo para ProvaRafael MaronezAinda não há avaliações
- Apostila Torno CNCDocumento23 páginasApostila Torno CNCfabioarnobio100% (3)
- Máquinas CNC A - Avaliação 2Documento3 páginasMáquinas CNC A - Avaliação 2Fábio PneuAinda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- Manufatura Assiatida Por Computador - Aula 01b - Linguagem de Programação CNCDocumento70 páginasManufatura Assiatida Por Computador - Aula 01b - Linguagem de Programação CNCgadandrade10062002Ainda não há avaliações
- Programação CNCDocumento4 páginasProgramação CNCdeivid_sjcAinda não há avaliações
- Exercícios Aluno FanucDocumento35 páginasExercícios Aluno FanucsaltielAinda não há avaliações
- Manual Pratico de Programação e Processo de UsinagemDocumento24 páginasManual Pratico de Programação e Processo de UsinagematilapaixaoAinda não há avaliações
- 02 Funcoes ProgramaveisDocumento13 páginas02 Funcoes Programaveisluiz fernando PereiraAinda não há avaliações
- CNC ExerciciosDocumento6 páginasCNC ExerciciosMário Sérgio da SilvaAinda não há avaliações
- Aula 2 - Torno CNCDocumento20 páginasAula 2 - Torno CNCVianei Martins de SousaAinda não há avaliações
- Projetos Em Clp Ladder Baseado No Twidosuite Parte IvNo EverandProjetos Em Clp Ladder Baseado No Twidosuite Parte IvAinda não há avaliações
- Implementando Um Soft-starter No Stm32f103c8 Programado No ArduinoNo EverandImplementando Um Soft-starter No Stm32f103c8 Programado No ArduinoAinda não há avaliações
- Desenvolvendo Um Gerador De Mv Programado No ArduinoNo EverandDesenvolvendo Um Gerador De Mv Programado No ArduinoAinda não há avaliações
- Resumo de AtividadeDocumento3 páginasResumo de AtividadeDr. OckAinda não há avaliações
- Eletrônica Digital Portas Lógicas AND ORDocumento15 páginasEletrônica Digital Portas Lógicas AND ORLuciana Recart CardosoAinda não há avaliações
- Informática Na Gestão EscolarDocumento14 páginasInformática Na Gestão EscolarEleny de Oliveira100% (1)
- PLANO DIÁRIO I FASE 4º Ano ABRILDocumento6 páginasPLANO DIÁRIO I FASE 4º Ano ABRILAline Cadu GutoAinda não há avaliações
- Fonte Regulada Com TransistorDocumento6 páginasFonte Regulada Com Transistorcleiton_ctba100% (1)
- Sopador Termico ArduinoDocumento2 páginasSopador Termico ArduinoGustavo SilvaAinda não há avaliações
- (ALP) AlgoritmoDocumento10 páginas(ALP) AlgoritmoCesar HenriqueAinda não há avaliações
- Ef0528-00 MCS-XVDocumento4 páginasEf0528-00 MCS-XVArnaldo AzevedoAinda não há avaliações
- ... Direct Power Control For Switched Reluctance. Generator in Wind EnergyDocumento126 páginas... Direct Power Control For Switched Reluctance. Generator in Wind Energyzorlu.elginAinda não há avaliações
- Atividade Pratica de Processamento de Imagens 2023 - EADDocumento38 páginasAtividade Pratica de Processamento de Imagens 2023 - EADAprovouAinda não há avaliações
- AV-Estrutura de DadosDocumento4 páginasAV-Estrutura de DadosWagner WittAinda não há avaliações
- Sistema de Ignição e TestesDocumento18 páginasSistema de Ignição e TestesNaigel DiasAinda não há avaliações
- Eletrônica DigitalDocumento3 páginasEletrônica DigitalAnisio Manhiça100% (1)
- Cgu Tec InformacaoDocumento27 páginasCgu Tec InformacaoÉdipo HenriqueAinda não há avaliações
- Ferramentas Digitais e Ensino PDFDocumento351 páginasFerramentas Digitais e Ensino PDFLeonardo Lopes100% (1)
- Datatable PT BRDocumento2 páginasDatatable PT BRAri CleciusAinda não há avaliações
- Manual Papeleta Motorista Criado em 15-02-2013 Atualizado em 12-11-2014Documento35 páginasManual Papeleta Motorista Criado em 15-02-2013 Atualizado em 12-11-2014Riviera PescadosAinda não há avaliações
- Cap04 ExDocumento3 páginasCap04 ExCarlos Eduardo Moraes PiresAinda não há avaliações
- Utilização Da Web2.0 Na Sala de AulaDocumento3 páginasUtilização Da Web2.0 Na Sala de AulaPablo NunesAinda não há avaliações
- Manual OFICIAL - PIM 3 Redes 2010 (Prof. Davis Alves)Documento23 páginasManual OFICIAL - PIM 3 Redes 2010 (Prof. Davis Alves)dsadavisAinda não há avaliações
- Zoom - P - H6Documento104 páginasZoom - P - H6Jean GabriellAinda não há avaliações
- Colaborar - Av1 - Modelagem de DadosDocumento3 páginasColaborar - Av1 - Modelagem de DadosKathia SilvaAinda não há avaliações
- DNB 1.5 kVA TW - DatasheetDocumento3 páginasDNB 1.5 kVA TW - DatasheetWilliam QuintelaAinda não há avaliações
- Orientações e Normas de Utilização Da Taxa de Bancada Pelos Estudantes Do Doutorado Bolsistas CNPQ - Final 1Documento3 páginasOrientações e Normas de Utilização Da Taxa de Bancada Pelos Estudantes Do Doutorado Bolsistas CNPQ - Final 1Carla MourãoAinda não há avaliações
- Revisão GeoprocessamentoDocumento6 páginasRevisão GeoprocessamentoDam DuckAinda não há avaliações
- BITX Versao 3Documento30 páginasBITX Versao 3fung42100% (1)