Você também pode gostar
- Catálogo de Produtos - ACG - Máquinas PDFDocumento10 páginasCatálogo de Produtos - ACG - Máquinas PDFVandeco MartoniAinda não há avaliações
- Ficha Tecnica AramidaDocumento2 páginasFicha Tecnica AramidaJosé Maria JúniorAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Acolpamento Flexíveis de Lâminas - SLDDocumento16 páginasAcolpamento Flexíveis de Lâminas - SLDAuilias DiasAinda não há avaliações
- Introdução A High Speed MachDocumento5 páginasIntrodução A High Speed MachLênin CampolinaAinda não há avaliações
- 3 - Tecnologia Na RetificacaoDocumento20 páginas3 - Tecnologia Na RetificacaoFernando DarsonoAinda não há avaliações
- DYWIDAG HollowbarsDocumento4 páginasDYWIDAG HollowbarsRafael Atayde GlaussAinda não há avaliações
- 62 MMCDocumento10 páginas62 MMCEliezer FigueiredoAinda não há avaliações
- MANUAL-2021-ULTRA Com Marcas de Corte CompressedDocumento16 páginasMANUAL-2021-ULTRA Com Marcas de Corte CompressedErisson WagnerAinda não há avaliações
- Su335 AutoprotegidoDocumento1 páginaSu335 AutoprotegidoFelipe Moreira de PáduaAinda não há avaliações
- Engrenagens AsaDocumento3 páginasEngrenagens Asaalex_souzabrAinda não há avaliações
- AcessóriosDocumento16 páginasAcessóriosNOIVODALAGOAAinda não há avaliações
- Exame Final2010.1-1Documento3 páginasExame Final2010.1-1Fabrycio Érico de MedeirosAinda não há avaliações
- Descritivo TC500SDocumento1 páginaDescritivo TC500SRenato OliveiraAinda não há avaliações
- Trelleborg-Catalogo PneusDocumento8 páginasTrelleborg-Catalogo PneusdiegomarosoAinda não há avaliações
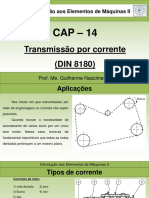
- Transmissao Por CorrentesDocumento24 páginasTransmissao Por CorrentesLuidy MartinsAinda não há avaliações
- Iem II Cap 14 Transmissao Por Corrente (Din8180)Documento21 páginasIem II Cap 14 Transmissao Por Corrente (Din8180)Joao VitorAinda não há avaliações
- Quend 700Documento2 páginasQuend 700Heber CostaAinda não há avaliações
- Sincro Niza Do RasDocumento48 páginasSincro Niza Do RasJairo SousaAinda não há avaliações
- INTERTEC Catálogo de RoldanasDocumento6 páginasINTERTEC Catálogo de RoldanasFelipe MeirelesAinda não há avaliações
- Data Sheet Raspador Secundário in Line ISXDocumento3 páginasData Sheet Raspador Secundário in Line ISXEduardo Da Silva PereiraAinda não há avaliações
- Dimensionamento de Linha de VidaDocumento17 páginasDimensionamento de Linha de VidaEricles Dias Moraes FilhoAinda não há avaliações
- 2cv2phadeq Guia T Cnico RY TGRYKDB1609 01Documento8 páginas2cv2phadeq Guia T Cnico RY TGRYKDB1609 01Felipe Mateus Leite DuarteAinda não há avaliações
- Ficha Tecnica - QUARD 400Documento2 páginasFicha Tecnica - QUARD 400mazuckAinda não há avaliações
- Parafuso Chata Escariante Phillips Com e Sem AletasDocumento1 páginaParafuso Chata Escariante Phillips Com e Sem Aletasrenan sabatiniAinda não há avaliações
- Acoplamentos FlexíveisDocumento50 páginasAcoplamentos FlexíveisEwerton Alves MarianoAinda não há avaliações
- Informações Técnicas-Pp PTDocumento16 páginasInformações Técnicas-Pp PTFabiano CarvalhoAinda não há avaliações
- Folder Robodrill Serie b5Documento4 páginasFolder Robodrill Serie b5ARTUR LEITEAinda não há avaliações
- Transmissão Por Correntes de RolosDocumento16 páginasTransmissão Por Correntes de RolospaulohkAinda não há avaliações
- Catracas de Agulhas Serie HF (Port HF Cat v10.12)Documento5 páginasCatracas de Agulhas Serie HF (Port HF Cat v10.12)Renato CosmeAinda não há avaliações
- Borpac Correias TransportadorasDocumento8 páginasBorpac Correias Transportadorashelpcad100% (1)
- 1-CONCRETO PROTENDIDO - Estimativa de Carga de Protensão - Cristiano e MarcusDocumento22 páginas1-CONCRETO PROTENDIDO - Estimativa de Carga de Protensão - Cristiano e MarcusRicardo Rigo MacedoAinda não há avaliações
- Catálogo Técnico RST 2021Documento16 páginasCatálogo Técnico RST 2021João Paulo SierakowskiAinda não há avaliações
- Aperam - Ficha Técnica ENDUR 300 2022Documento5 páginasAperam - Ficha Técnica ENDUR 300 2022KELVIN TRUCKVANAinda não há avaliações
- Catalogo Hardcut 82 220VDocumento9 páginasCatalogo Hardcut 82 220VIvan FontesAinda não há avaliações
- SUPRENS CatalogoDocumento29 páginasSUPRENS CatalogoMARCO CHELIAinda não há avaliações
- DYWIDAG Sistema de Pre EsforcoDocumento4 páginasDYWIDAG Sistema de Pre EsforcoFernanda SalgadoAinda não há avaliações
- Catalogo AntaresDocumento16 páginasCatalogo Antaresflaviodellatorre100% (2)
- SB 870807r6 HPR260XDDocumento2 páginasSB 870807r6 HPR260XDCristiano DuarteAinda não há avaliações
- Ficha Tecnica - Rozadora RD 1700Documento2 páginasFicha Tecnica - Rozadora RD 1700nerioalfonso0% (1)
- Roat2 3400 1Documento2 páginasRoat2 3400 1AGRO PEÇAS BACABALAinda não há avaliações
- Ficha de Atividade - UsinagemDocumento2 páginasFicha de Atividade - UsinagemYago FelipeAinda não há avaliações
- Upload Produtosdownloads Catalogo ND 220 Se X 500 MMDocumento4 páginasUpload Produtosdownloads Catalogo ND 220 Se X 500 MMJota JackAinda não há avaliações
- 3-Forcas de Corte Na UsinagemDocumento51 páginas3-Forcas de Corte Na UsinagemHenriqueAinda não há avaliações
- Catalogo Eutectic - Plasma ManualDocumento24 páginasCatalogo Eutectic - Plasma ManualSergio MauricioAinda não há avaliações
- Guilhotina 885Documento2 páginasGuilhotina 885Adalberto JuniorAinda não há avaliações
- Parafuso Autobrocante Sextavado BULLTRAXX ® Com Vedação EPDMDocumento1 páginaParafuso Autobrocante Sextavado BULLTRAXX ® Com Vedação EPDMrenan sabatiniAinda não há avaliações
- MARTIN Raspador-Primário - QB1-HD2Documento3 páginasMARTIN Raspador-Primário - QB1-HD2Regivaldo Nacimento dos SantosAinda não há avaliações
- Ds Romi VTL Po AjDocumento8 páginasDs Romi VTL Po AjRenato SimõesAinda não há avaliações
- Raspadores CorreiaDocumento2 páginasRaspadores CorreiaAldemarAinda não há avaliações
- Baldan Folheto Rac Racd C8lq0YDocumento2 páginasBaldan Folheto Rac Racd C8lq0YMatheus RicardoAinda não há avaliações
- Furação Brocas - DormerDocumento12 páginasFuração Brocas - DormerDalton MarinoAinda não há avaliações
- Baldan Folheto Rac Racd 5xjeWEDocumento2 páginasBaldan Folheto Rac Racd 5xjeWEAndre LuisAinda não há avaliações
- Fuso de Rosca Trapezoidal 004Documento41 páginasFuso de Rosca Trapezoidal 004Márcio EstevamAinda não há avaliações
- Catálogo AGRO - Ascenso PDFDocumento12 páginasCatálogo AGRO - Ascenso PDFFabio Almeida AGRO, OTR, FLORESTALAinda não há avaliações
- Data Sheet 2009br Strenx® 700MC Plus 2017-04-20Documento2 páginasData Sheet 2009br Strenx® 700MC Plus 2017-04-20Edson FelixAinda não há avaliações
- Catalogo Produto SPDA 1Documento12 páginasCatalogo Produto SPDA 1Rogerio VieiraAinda não há avaliações
- 19 Projeto SPDADocumento3 páginas19 Projeto SPDAYago RochaAinda não há avaliações
- SINAPI Custo Ref Composicoes Sintetico RN 202109 NaoDesoneradoDocumento675 páginasSINAPI Custo Ref Composicoes Sintetico RN 202109 NaoDesoneradoYlanne LopesAinda não há avaliações
- Aula04 - Diagrama de Fases Ferro CarbonoDocumento27 páginasAula04 - Diagrama de Fases Ferro CarbonoAdilmar E. Natãny100% (1)
- Eletrodo Revestido - BohlerDocumento4 páginasEletrodo Revestido - BohlerWilker FrazaoAinda não há avaliações
- Remat ExercicioDocumento4 páginasRemat ExercicioAllen TajuAinda não há avaliações
- Aula 2-Beneficiamento Do AçoDocumento45 páginasAula 2-Beneficiamento Do AçowagsabAinda não há avaliações
- Catalogo Aco CarbonoDocumento23 páginasCatalogo Aco CarbonoAnagricola tratoresAinda não há avaliações
- Densidade Dos ElementosDocumento4 páginasDensidade Dos ElementosdiegoAinda não há avaliações
- Materiais de Aço e Ferro PDFDocumento3 páginasMateriais de Aço e Ferro PDFFred Duarte CaldeiraAinda não há avaliações
- Tubo Schedule - BrastetubosDocumento4 páginasTubo Schedule - BrastetubosRafaelMartinsAinda não há avaliações
- Catalogo Mangueiras Rdf-01-Osasco !!!Documento23 páginasCatalogo Mangueiras Rdf-01-Osasco !!!Everaldo SilvaAinda não há avaliações
- Card Pio 4 0 de Ferramentas para Usinagem Da Hailtools 1663033243Documento2 páginasCard Pio 4 0 de Ferramentas para Usinagem Da Hailtools 1663033243Mauricio F CamargoAinda não há avaliações
- Catalogo2018 PDFDocumento96 páginasCatalogo2018 PDFRicardo CalmonAinda não há avaliações
- Catalogo 202 Limas Rotativas 1505849791Documento84 páginasCatalogo 202 Limas Rotativas 1505849791Patricia CostaAinda não há avaliações
- Catalogo Acos GerdauDocumento106 páginasCatalogo Acos GerdauKaioRibeiroAinda não há avaliações
- Acos Ferros Fundidos Vicente Chiaverini PDFDocumento551 páginasAcos Ferros Fundidos Vicente Chiaverini PDFEliseu SilvaAinda não há avaliações
- 3 Tabela Ventilnorte Condutas e Acessorios 2019Documento32 páginas3 Tabela Ventilnorte Condutas e Acessorios 2019Sérgio AmorimAinda não há avaliações
- Apresentação - Ligas MetálicasDocumento80 páginasApresentação - Ligas MetálicasMarisa Milhano100% (1)
- Ximeia A Lykeioy TupologioDocumento7 páginasXimeia A Lykeioy Tupologiotaexeiola_blogspot100% (1)
- Catalogo Chapa ConidureDocumento7 páginasCatalogo Chapa Conidurealbsalves8645Ainda não há avaliações
- Catálago Jrmazza OficialDocumento9 páginasCatálago Jrmazza OficialEduardo de BrittoAinda não há avaliações
- De 3010.19 5254 325 Cyk 002Documento1 páginaDe 3010.19 5254 325 Cyk 002Jose BastosAinda não há avaliações
- Tabeladeioes PDFDocumento1 páginaTabeladeioes PDFManuel Figueiredo100% (1)
- Dsel-024-Kst KB Cromo 9 VNDocumento1 páginaDsel-024-Kst KB Cromo 9 VNDaniloAinda não há avaliações
- Mandala QuímicaDocumento2 páginasMandala QuímicaScribdTranslations100% (1)
- Análise Estruturalde Torremetálica Autoportantepara Telecomunicaçõese Dimensionamento de Reforço - Estudo de Caso.Documento5 páginasAnálise Estruturalde Torremetálica Autoportantepara Telecomunicaçõese Dimensionamento de Reforço - Estudo de Caso.Tiago Agostinho CoelhoAinda não há avaliações
- Bodas de Casamento 01 À 100 AnosDocumento3 páginasBodas de Casamento 01 À 100 AnosLPBARROSAinda não há avaliações
- Catalogo Elecon PDFDocumento40 páginasCatalogo Elecon PDFboruchosasAinda não há avaliações
- ICT 317 - 3 - Fusão A Matte PDFDocumento9 páginasICT 317 - 3 - Fusão A Matte PDFGabriel CezarAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- MANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNo EverandMANUAL INTERNACIONAL DE TRICOLOGIA AVANÇADA: Um guia completo sobre cabelo, couro cabeludo e doenças capilaresNota: 4.5 de 5 estrelas4.5/5 (6)
- O Poder Energético E Curativo Das Pedras E Dos CristaisNo EverandO Poder Energético E Curativo Das Pedras E Dos CristaisAinda não há avaliações
- Uma voz sem palavras: Como o corpo libera o trauma e restaura o bem-estarNo EverandUma voz sem palavras: Como o corpo libera o trauma e restaura o bem-estarNota: 4.5 de 5 estrelas4.5/5 (9)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Hackeando Darwin: Engenharia genética e o futuro da humanidadeNo EverandHackeando Darwin: Engenharia genética e o futuro da humanidadeAinda não há avaliações
- Como Elaborar Projeto de Pesquisa, Artigo Técnico-Científico e MonografiaNo EverandComo Elaborar Projeto de Pesquisa, Artigo Técnico-Científico e MonografiaAinda não há avaliações
- Matemática na educação infantil: Reflexões e proposições a partir teoria histórico-culturalNo EverandMatemática na educação infantil: Reflexões e proposições a partir teoria histórico-culturalAinda não há avaliações