Você também pode gostar
- Cartomancia 2Documento14 páginasCartomancia 2Luciene CorreiaAinda não há avaliações
- Fichamento - Compreensão e Produção de Textos em LM e LEDocumento9 páginasFichamento - Compreensão e Produção de Textos em LM e LELUCIANA3108Ainda não há avaliações
- Manual CLÍNICA MÉDICADocumento21 páginasManual CLÍNICA MÉDICAAline NantesAinda não há avaliações
- 2 Analise Da Posição Competitiva - Cacau ShowDocumento19 páginas2 Analise Da Posição Competitiva - Cacau ShowEmilio Reis100% (1)
- Instrucao de Uso - Teste Rapido COVID Ag - Rev. 07Documento2 páginasInstrucao de Uso - Teste Rapido COVID Ag - Rev. 07Gerson Freire100% (1)
- Ana Lúcia Girello - Telma Ingrid Borges de Bellis Kühn - Fundamentos Da Imuno-Hematologia Eritrocitária (2016, Senac São Paulo) - Libgen - LiDocumento172 páginasAna Lúcia Girello - Telma Ingrid Borges de Bellis Kühn - Fundamentos Da Imuno-Hematologia Eritrocitária (2016, Senac São Paulo) - Libgen - LiYuli KiaAinda não há avaliações
- Atividade REVISAODocumento13 páginasAtividade REVISAOTaissa Vitória100% (1)
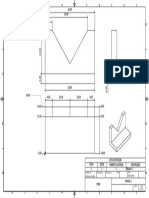
- Inventor M 1Documento1 páginaInventor M 1franciscoavsAinda não há avaliações
- LubrificaçãoDocumento26 páginasLubrificaçãofranciscoavsAinda não há avaliações
- LubrificaçãoDocumento26 páginasLubrificaçãofranciscoavsAinda não há avaliações
- Apostila C++Documento99 páginasApostila C++Tiago AlvesAinda não há avaliações
- Aula 4 - Maquinas FerramentasDocumento22 páginasAula 4 - Maquinas FerramentasfranciscoavsAinda não há avaliações
- PDFDocumento277 páginasPDFwashington783Ainda não há avaliações
- Calendário Liturgico e Lecionário DominicalDocumento7 páginasCalendário Liturgico e Lecionário DominicalOseias VieiraAinda não há avaliações
- Folder Assexualidades 19052023Documento2 páginasFolder Assexualidades 19052023diegopsicoterapeutaAinda não há avaliações
- Skinner Sobre o BehaviorismoDocumento2 páginasSkinner Sobre o BehaviorismoJúnior LimaAinda não há avaliações
- Manual para Inclusão de Dados para A EFD-ReinfDocumento45 páginasManual para Inclusão de Dados para A EFD-ReinfLuciano TheodoroAinda não há avaliações
- Oexp12 Ficha Global Reis Espetaculo MundoDocumento1 páginaOexp12 Ficha Global Reis Espetaculo MundoPatrícia Tomás0% (1)
- Propulsão Elétrica de Navios e EtcDocumento201 páginasPropulsão Elétrica de Navios e EtcChristopher GarciaAinda não há avaliações
- Aula 0 - Comportamento Organizacional, Motivação, Liderança, Desempenho PDFDocumento59 páginasAula 0 - Comportamento Organizacional, Motivação, Liderança, Desempenho PDFAndré NunesAinda não há avaliações
- Filhos Da Luz (Hammed)Documento12 páginasFilhos Da Luz (Hammed)api-3715923Ainda não há avaliações
- ET 31 300 00 - Transformador de PotênciaDocumento77 páginasET 31 300 00 - Transformador de PotênciaPaulo AbreuAinda não há avaliações
- Atps Relatorio Do Gerador ElétricoDocumento13 páginasAtps Relatorio Do Gerador ElétricoJaymeJuniorAinda não há avaliações
- Prova Ufsc - Matemaitca 2018Documento6 páginasProva Ufsc - Matemaitca 2018Icaro VenturaAinda não há avaliações
- Apostila Planilha de Custos e Formacao de PrecosDocumento67 páginasApostila Planilha de Custos e Formacao de PrecosAdriana FachimAinda não há avaliações
- Desobsessao 2Documento25 páginasDesobsessao 2Fernanda TempleAinda não há avaliações
- Hinario Ogum 21-04-20Documento10 páginasHinario Ogum 21-04-20Rodrigo GomesAinda não há avaliações
- Revista Datavenia PLDocumento47 páginasRevista Datavenia PLCarlos Eduardo PereiraAinda não há avaliações
- Informe Da Direcçao Da Escola 2016 FinalDocumento3 páginasInforme Da Direcçao Da Escola 2016 FinalHeltonAinda não há avaliações
- Recursos Expressivos 2o CicloDocumento2 páginasRecursos Expressivos 2o CicloPirâmide Dos Tecidos100% (1)
- Cine Recreio Proposta ParceriaDocumento18 páginasCine Recreio Proposta ParceriaMarcelo CorderoAinda não há avaliações
- Prova Juiz Federal SubstDocumento28 páginasProva Juiz Federal SubstGracinha CarvalhoAinda não há avaliações
- Prova Ufam Psc1-2018Documento12 páginasProva Ufam Psc1-2018Adriano LeiteAinda não há avaliações
- Anamnese PROVA ROMULODocumento3 páginasAnamnese PROVA ROMULORômulo BaganoAinda não há avaliações
- 3 Ementa Eletricidade BasicaDocumento4 páginas3 Ementa Eletricidade BasicaCampos AlexandreAinda não há avaliações