Escolar Documentos
Profissional Documentos
Cultura Documentos
Lote Economico 5
Enviado por
Bruno CeseTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Lote Economico 5
Enviado por
Bruno CeseDireitos autorais:
Formatos disponíveis
1
Universidade Estadual Paulista
Programa de Ps-Graduao em
Engenharia de Produo
Paulo Csar Chagas Rodrigues
A GESTO DE ESTOQUES EM SISTEMAS PRODUTIVOS ENGINEERING-TO-
ORDER E MAKE-TO-STOCK: ESTUDO DE CASOS EM EMPRESAS DO
SETOR GRFICO
Dissertao de Mestrado
Bauru
Dezembro, 2008
2
Paulo Csar Chagas Rodrigues
A GESTO DE ESTOQUES EM SISTEMAS PRODUTIVOS ENGINEERING-TO-
ORDER E MAKE-TO-STOCK: ESTUDO DE CASOS EM EMPRESAS DO
SETOR GRFICO
Dissertao apresentada ao programa
de Ps-Graduao em Engenharia de
Produo da Universidade Estadual
Paulista como requisito parcial para
obteno do grau de Mestre em
Engenharia de Produo
Orientador: Prof. Dr. Otvio Jos de Oliveira
Bauru
Dezembro, 2008
3
Diviso Tcnica de Biblioteca e Documentao
UNESP Campus de Bauru
Rodr i gues, Paul o Csar Chagas.
A gesto de estoques em sistemas produtivos
Engineering-To-Order e Make-To-Stock : estudo de casos
em empresas do setor grfico / Paulo Csar Chagas
Rodrigues. Bauru, 2008.
97 f .
Or i ent ador : Ot vi o J os de Ol i vei r a
Di sser t ao ( Mest r ado) Uni ver si dade Est adual
Paul i st a. Facul dade de Engenhar i a de Baur u, Baur u,
2008
1. Gest o de est oques. 2. Pl anej ament o e cont r ol e
da pr oduo. 3. Make- To- St ock. 4. Engi neer - To- Or der .
I . Uni ver si dade Est adual Paul i st a. Facul dade de
Engenhar i a de Baur u. I I . T t ul o.
Fi cha cat al ogr f i ca el abor ada por Mar i st el a Br i chi Ci nt r a CRB 5046
4
5
Dedico este trabalho
a minha esposa Snia,
a minha me Ivanice,
a minha irm Giovana e
ao meu filho Kaic
pelo amor, compreenso e alegria.
6
AGRADECIMENTOS
Tenho a convico de que a nica forma de construirmos conhecimento e um
Brasil melhor atravs da coletividade, da humildade e companheirismo.
Nada construdo neste mundo sem a unio de esforos e senso de equipe.
Neste perodo de elaborao da dissertao tive o privilgio de trabalhar e
conviver com pessoas excepcionais, cujo empenho e dedicao iro balizar
minha vida daqui por diante.
Agradeo a minha famlia por todo o sacrifcio que sempre fizeram por mim.
A meu colega, professor e orientador, professor Dr. Otvio J os de Oliveira, que
possibilitou a oportunidade de uma aplicao prtica desta dissertao
acompanhando toda a realizao deste trabalho.
A todos os colegas, professores e funcionrios da Faculdade de Engenharia de
Bauru, que direta ou indiretamente contriburam para a concretizao desta
dissertao.
Aos meus colegas e amigos de Mestrado Akira, Alessandra, Alexandre Benedetti,
Alexandre Brustello, Andr Telli, ngela, Ariane, Camila Serra, Clia Graminha,
Carlos Eduardo, rica, Fernanda, Francisco, Gustavo, J eniffer, J oo Pedro,
J ovita, J os Serra, Ricardo, Silvia, Simone, Tatiene, Thais, Vagner Boer, Valdenei
e os que nos deram ou no o prazer de conviver juntos e que por ventura tenha
esquecido.
E a todos que porventura venha a esquecer de mencionar, mas que de alguma
forma direta ou indiretamente contriburam para a elaborao desta dissertao.
Agradecer tambm a CAPES por seu apoio financeiro, que serviu como um
incentivador a minha total dedicao ao programa de Mestrado e a minha
pesquisa.
A Deus por mais esta excelente experincia em minha vida.
7
Fazer da interrupo um caminho novo,
fazer da queda, um passo de dana,
do medo, uma escada,
do sonho, uma ponte,
da procura, um encontro.
Fernando Pessoa
8
RESUMO
As organizaes industriais vm adotando modelos produtivos que priorizam a
reduo de custos e aumento da qualidade de seus processos e produtos. Neste
contexto a otimizao e racionalizao da gesto de estoques uma grande
oportunidade para estas empresas conquistarem estes objetivos.
Para a realizao desta pesquisa optou-se pela metodologia de estudo de casos
mltiplos (dois casos), para atender o objetivo de analisar a gesto de estoques
em duas empresas do setor grfico localizadas na regio de Bauru, na qual uma
adota o sistema produtivo Engineering-To-Order (ETO) e a outra o sistema
produtivo Make-To-Stock (MTS). O qual foi alcanado por meio da triangulao
dos meios de coleta de dados, ou seja, entrevista semi-estruturada, anlise
documental e observao in-loco e estes tiveram como embasamento o
referencial terico.
Por meio da triangulao das informaes obtidas durante a coleta de dados,
pde-se elaborar a descrio da gesto de estoques e do sistema produtivo
adotado em cada uma das empresas apresentadas nos estudos de caso e a
anlise cruzada. Aps estes procedimentos foi elaborada a anlise da influncia
do sistema produtivo sobre a gesto de estoques, no qual foram analisados os
seguintes itens: produo, previso de demanda, sazonalidade, layout, gesto de
estoques, setup, logstica de suprimentos e logstica de distribuio.
Durante a anlise a anlise da influncia do sistema produtivo sobre a gesto de
estoques pde-se observar algumas diferenas em relao literatura
pesquisada, so elas: Logstica de suprimentos, distribuio, gesto de estoques,
sistemas produtivos Make-To-Stock e Engineering-To-Order.
Palavras-chave: Gesto de estoques; Planejamento e Controle da Produo;
Make-To-Stock; Engineering-To-Order; Previso de demanda.
9
ABSTRACT
Industrial organizations are adopting productive models that prioritize the reduction
of costs and increase the quality of their processes and products. In this context
the optimization and streamlining the inventory management is a great opportunity
for these companies conquer these goals.
To achieve this research methodology was chosen for the study of multiple cases
(two cases), to meet to evaluate the inventory management in two companies in
the sector chart located in the region of Bauru, in which one adopts the production
system Engineering-To-Order (ETO) and the production system Make-To-Stock
(MTS). Which was achieved by means of triangulation of data collection, i.e., semi-
structured interviews, document analysis and observation in loco and they were
light as the theoretical framework.
Through triangulation of information obtained during data collection, it was
possible to develop a description of the inventory management and the production
system used in each of the companies presented in case studies and cross-
examination. After these procedures were developed to analyze the influence of
the production system on the inventory management, which were analyzed in the
following: production, estimates of demand, seasonality, layout, inventory
management, setup, logistics supplies and logistics of distribution.
While reviewing the analysis of the influence of the production system on the
management of inventories could be observed some differences in relation to the
literature, they are: Logistics supply, distribution, inventory management,
production systems Make-To-Stock and Engineering-To-Order.
Keywords: inventory management, Planning and Control of Production, Make-To-
Stock; Engineering-To-Order; forecast demand.
10
LISTA DE ILUSTRAES
Figura 1: Esquema metodolgico de conduo da pesquisa ................................ 19
Figura 2: Grfico da curva do custo total ............................................................... 29
Figura 3: Exemplificao da curva ABC ................................................................ 31
Figura 4: Formas de resposta demanda dos sistemas de produo .................. 35
Figura 5: Quadro das descries dos mtodos qualitativos .................................. 38
Figura 6: Quadro das descries dos mtodos quantitativos ................................ 39
Figura 7: Viso geral das atividades do PCP ........................................................ 40
Figura 8: Quadro das vantagens e desvantagens dos arranjos fsicos ................. 43
Figura 9: Roteiro de fabricao de cadernos universitrios .................................. 49
Figura 10: Representatividade em % da quantidade de modelos ......................... 50
Figura 11: Processo de fabricao de cadernos na Unidade I .............................. 53
Figura 12: Processo de corte do papel em bobina na Unidade I ........................... 54
Figura 13: Processo impresso off-set na Unidade I ............................................. 54
Figura 14: rea de estocagem e fabricao de cadernos na Unidade I ................ 55
Figura 15: Processo de fabricao de cadernos na Unidade II ............................. 56
Figura 16: Processo de impresso das folhas pautadas na Unidade I .................. 57
Figura 17: Processo de corte, furao e separao das folhas pautadas ............. 57
Figura 18: rea de estocagem e fabricao de cadernos na Unidade II ............... 58
Figura 19: Fluxo do processo Make-To-Stock da empresa ................................... 59
Figura 20: Processo de fabricao de notas fiscais .............................................. 65
Figura 21: Impresso das notas fiscais na off-set ................................................. 65
Figura 22: Alceamento das notas fiscais ............................................................... 66
Figura 23: Fluxo do processo Engineering-To-Order da empresa ........................ 69
11
LISTA DE ABREVIAES E SIGLAS
ABIGRAF Associao Brasileira da Indstria Grfica
ABML Associao Brasileira de Movimentao e Logstica
ABNT Associao Brasileira de Normas Tcnicas
AEP Associao Empresarial de Portugal
ATO Assembly-To-Order
BNDES Banco Nacional de Desenvolvimento Econmico e Social
CEP Controle Esttico de Processo
CIESP Centro das Indstrias do Estado de So Paulo
CIM Computer Integrated Manufacturing
CPM Critical Path Method
CRP Capacity Requirements Planning
DBR Drum-Buffer-Rope
DRP Distribution Requirement Planning
EADI Estao Aduaneira do Interior
EOQ Economic Order Quality
EPQ Economic Production Quality
ERP Enterprise Resource Planning
ETO Engineering-To-Order
FIFO First In First Out
IBGE Instituto Brasileiro de Geografia e Estatstica
INEP Instituto Nacional de Estudos e Pesquisas Educacionais Ansio
Teixeira
J IT J ust-In-Time
J UCESP J unta Comercial do Estado de So Paulo
LEC Lote Econmico de Compra
LEP Lote Econmico de Produo
LIFO Last In First Out
MFV Mapeamento do Fluxo de Valor
MPS Master Production Schedule
MRP Material Requirement Planning
MRP II Manufacturing Resource Planning
MTO Make-To-Order
12
MTS Make-To-Stock
OPT Optimized Production Technology
PCP Planejamento e Controle da Produo
PDCA Plan, Do, Check, Action
PEPS Primeiro que Entra Primeiro que Sai
PERT Program Evaluation and Review Technique
PMP Plano Mestre de Produo
RCCP Rough Cut Capacity Planning
SAP Sistemas de Administrao da Produo
SCM Supply Chain Management
SFC Shop Floor Control
S&OP Sales & Operations Planning
TMP Tempos e Mtodos Produtivos
TOC Theory of Constraints
TPC Tambor-Pulmo-Corda
TQC Crculo de Qualidade Total
UEPS ltimo que Entra Primeiro que Sai
WLC Workload Control
WIP Work In Process
13
SUMRIO
1 INTRODUO ......................................................................................... 14
1.1 Objetivo ................................................................................................... 15
1.2 Justificativa ............................................................................................. 15
1.3 Metodologia cientfica ............................................................................ 17
1.4 Estrutura da dissertao ........................................................................ 20
2 ADMINISTRAO DE MATERIAIS ......................................................... 22
2.1 Lote econmico ...................................................................................... 25
2.2 Curva ABC ............................................................................................... 31
2.3 Sistemas de controles de estoques ...................................................... 32
2.3.1 Sistema duas gavetas .............................................................................. 32
2.3.2 Sistema de mximos e mnimos ............................................................... 32
2.3.3 Sistema de revises peridicas ................................................................ 33
2.4 Polticas de gesto de estoques ........................................................... 34
2.5 Previso de demanda ............................................................................. 37
2.6 Planejamento e Controle da Produo (PCP) ...................................... 39
2.7 Arranjo fsico (Layout) ........................................................................... 41
2.8 Logstica .................................................................................................. 43
3 ESTUDOS DE CASO ............................................................................... 46
3.1 Critrios de escolha dos casos ............................................................. 46
3.2 Empresa A ............................................................................................... 47
3.3 Empresa B ............................................................................................... 60
3.4 Anlise cruzada dos casos .................................................................... 70
3.5 Influncia da estratgia do sistema produtivo ..................................... 76
4 CONCLUSO........................................................................................... 84
REFERNCIAS BIBLIOGRFICAS ..................................................................... 88
APNDICE A ........................................................................................................ 94
14
1 INTRODUO
As corporaes veem-se obrigadas a se desenvolverem tecnolgica e
gerencialmente para aumentar seus ganhos e, consequentemente, ampliar o seu
mercado consumidor.
Os modelos de gesto de estoques se diferenciam pelo grau com que as variveis
representam a realidade, como, por exemplo, volume e tamanho da carga
armazenada, lote econmico de compra e produo e previso da demanda.
As empresas mais preocupadas com a gesto de estoques levam em conta
aspectos, como taxa de produo/recebimento de materiais, incertezas na demanda
e nos prazos, variaes de preo/custo em funo da quantidade
comprada/produzida, nmero de centros de distribuio, dentre outros fatores.
A gesto de estoques possui importncia estratgica para o sucesso das empresas
visto que d suporte aos sistemas produtivos Engineering-To-Order (ETO) e Make-
To-Stock (MTS), por meio do aumento ou reduo dos estoques como fator gerador
de ganhos produtivos e financeiros.
A indstria grfica pode ser considerada como uma das partes mais importantes
dentro do setor industrial em todo o mundo, seja por sua importncia como elemento
primordial na divulgao do conhecimento que se encontra documentado, pela sua
capacidade de mobilizao econmica ou pela sua diversificao no que tange aos
setores econmicos a que atende (ABIGRAF, 2007).
No intuito de reduzir os custos, aumentar os ganhos produtivos e adaptar as
caractersticas dos produtos e processos de produo s necessidades do mercado,
as organizaes so pressionadas a reverem os seus modelos produtivos, para que
proporcionem maior lucratividade e confiabilidade.
Alm disso, muitas matrias-primas possuem prazos de validade razoavelmente
curtos, por poderem ser perecveis e, assim, deteriorar-se, o que ir gerar perda
quanto ao seu valor comercial, podendo vir a representar desperdcio. A gesto de
15
estoques procura minimizar estas possveis perdas com a utilizao racional, sendo
uma ferramenta primordial quando do planejamento da produo.
Esta pesquisa est restrita a anlise da gesto de estoques em sistemas produtivos
Engineering-To-Order (ETO) e Make-To-Stock (MTS), na qual cada empresa do
setor grfico adota um modelo, cujas plantas industriais se encontram na cidade de
Bauru. Desta forma, procurou-se delimitar o escopo de anlise em relao ao objeto
a ser estudado (gesto de estoques), em relao ao segmento produtivo (setor
grfico) e, tambm, em relao ao foco geogrfico (cidade de Bauru/SP).
A questo que ser tratada nesta pesquisa a discusso de como e se os sistemas
produtivos Engineering-To-Order (ETO) e Make-To-Stock (MTS) influenciam a
gesto de estoques em duas empresas do setor grfico.
1.1 Objetivo
O objetivo deste trabalho analisar a gesto de estoques em duas empresas do
setor grfico localizadas na regio de Bauru, na qual uma adota o sistema produtivo
Engineering-To-Order (ETO) e a outra o sistema produtivo Make-To-Stock (MTS).
1.2 Justificativa
Segundo a ABIGRAF (2007), a indstria grfica um segmento muito significativo
em todo o mundo, seja por sua importncia como elemento primordial na divulgao
da pgina impressa, seja pela sua capacidade de mobilizao econmica e/ou pela
sua diversificao no que tange aos setores econmicos a que atende. Tendo uma
produo no valor de aproximadamente R$ 17 bilhes, com uma participao de
0,86% do PIB brasileiro, exportou aproximadamente US$ 279 milhes e importou
aproximadamente US$ 319 milhes, gerando um saldo comercial no ano de 2007
correspondente a um dficit na balana comercial do setor grfico de US$ 40
milhes. Como as exportaes significam aproximadamente 2% de toda a produo,
a ABIGRAF especula que dever encerrar o ano de 2008 com um crescimento entre
4% e 5% na produo.
Diante da importncia e abrangncia do setor grfico para o desenvolvimento da
economia brasileira, espera-se que este estudo possa contribuir com o
aprimoramento produtivo desse setor.
16
A gesto de estoques uma funo de importncia estratgica para o sucesso
econmico das empresas, pois administra o processo de transformao da matria-
prima, por meio dos vrios mecanismos de controle de fluxo que tm sido
desenvolvidos por diversas empresas; pela dificuldade de compreender o seu
comportamento, quando visto como um todo, e pelas formas empricas como a
gesto de estoques aplicada nas empresas, incidindo sobre duas vertentes de
deciso fundamentais: a de programao da produo e o controle do fluxo de
materiais.
A realizao desta pesquisa pretende gerar informaes sobre as prticas quanto
gesto de estoques que podero auxiliar o setor grfico.
Segundo Target (2006), a regio de Bauru, no ano de 2006, possua
aproximadamente 21 municpios e uma populao aproximada de 493.906
habitantes. O crescimento demogrfico de aproximadamente 12,09% ao ano,
tendo um consumo de livros e materiais escolares no valor de R$ 21.479.079,00
divididos nas classes A, B, C, D e E, possuindo aproximadamente 1.984 indstrias,
7.676 empresas de servio e 304 centros educacionais.
A gesto de estoques pode gerar benefcios sociedade local, pois, quando mal
planejada, pode mascarar problemas e at mesmo gerar relativo aumento dos
custos, acarretando dvidas, demisses e at mesmo a solvncia da empresa. Logo,
qualquer trabalho que venha cientificamente contribuir para melhoria da gesto de
estoques tambm estar contribuindo, em maior ou menor grau, para minimizao
dos problemas sociais da regio onde o estudo foi realizado, a partir da melhoria das
empresas.
Este trabalho ajudar a consolidar a linha de pesquisa gesto de sistemas e
operaes do programa de Mestrado em Engenharia de Produo da UNESP
campus Bauru, por meio da vinculao com a rea de concentrao supracitada,
ampliando as discusses sobre as configuraes dos sistemas produtivos adotados
pelas empresas.
17
1.3 Metodologia cientfica
Para a realizao deste trabalho foi utilizada a metodologia de pesquisa qualitativa
e, para justificar sua escolha, sero apresentadas, no texto que se segue, suas
definies e principais particularidades.
Segundo Santos, Rossi e J ardilino (2000), a pesquisa qualitativa se preocupa
fundamentalmente com a compreenso e interpretao do fenmeno, tendo como
principal objetivo compreender, explorar e especificar um fenmeno que pressupe a
influncia das crenas, percepes, sentimentos e valores nos dados coletados.
um mtodo que necessita de alto grau de criatividade e intuio para que faa uma
anlise comparativa de uma pequena amostra minuciosamente selecionada.
Neste tipo de pesquisa h uma contraposio ao modelo experimental como um
padro nico de pesquisa para todas as cincias. Existe uma relao dinmica entre
o mundo real e o sujeito, uma interdependncia entre o mundo objetivo que deseja
conhecer e a subjetividade do pesquisador.
Nas metodologias qualitativas, os sujeitos de estudo no so reduzidos a variveis
isoladas ou a hipteses, mas vistos como parte de um todo, em seu contexto natural,
habitual. Considera-se que, ao reduzir pessoas a agregados estatsticos, perde-se
de vista a natureza subjetiva do comportamento humano (SANTOS; ROSSI;
J ARDILINO, 2000).
Segundo Gil (2002), existem diversas modalidades de pesquisa qualitativa, das
quais se pode citar: (a) estudo de caso; (b) pesquisa descritiva; (c) pesquisa
exploratria; (d) pesquisa-ao; e (e) pesquisa participante.
Segundo Yin (2005), o mtodo de estudos de caso caracterizado pela simplicidade
de passos para realizao de pesquisas em ambientes organizacionais e
administrativos, salientando que este mtodo preserva as caractersticas holsticas e
significativas dos eventos/indivduos estudados.
Yin (2005) argumenta que o estudo de caso um estudo emprico que investiga um
fenmeno atual dentro do seu contexto real, no qual as fronteiras entre o fenmeno
e o contexto no so claramente definidas. Devem ser usadas vrias fontes de
evidncia como provas resultantes de casos mltiplos mais convincentes, e o
estudo, de uma forma global, visto como mais robusto. A determinao do nmero
18
de casos a serem estudados nesse tipo de pesquisa deve levar em considerao
apenas as contribuies que cada um deles pode dar aos objetivos da pesquisa.
Na realizao dessa pesquisa, optou-se pela utilizao de estudo de caso duplo.
Esta escolha mostrou-se mais adequada aos objetivos traados, tendo em vista a
necessidade de identificao dos principais processos de gesto de estoques em
processo praticados, de uma forma geral, pelas empresas do setor grfico, e a
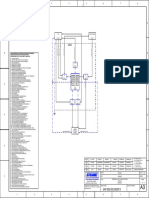
verificao de suas principais caractersticas. O esquema geral de realizao do
trabalho de pesquisa nesta dissertao est apresentado na Figura 1.
O instrumento de coleta de dados que foi utilizado o de entrevistas semi-
estruturadas, na forma de questionrio com questes abertas, as quais sero
respondidas pelos gerentes, supervisores e operadores de duas empresas do setor
grfico, visitas in-loco; e anlise documental.
Nessa dissertao, portanto, utilizada uma estrutura de desenvolvimento e
apresentao do tipo analtica linear, indicada por Yin (2005), ou seja, a sequncia
de sub-tpicos incluir o tema ou problema que est sendo estudado, uma reviso
da literatura importante j existente, os mtodos utilizados, as descobertas feitas a
partir dos dados coletados e analisados, e as concluses feitas a partir dessas
descobertas.
No se pode conceber um trabalho cientfico que no inclua a busca e coleta de
informaes, o levantamento bibliogrfico, a reviso da literatura existente que
sustentem e viabilizem o trabalho da pesquisa e a pesquisa exploratria. Esta coleta
de informaes pode ser feita de forma sistemtica, por meio de um trabalho
controlado metodologicamente, ou de forma assistemtica, que no pr-estabelece
alvos claros e especficos (SANTOS; ROSSI; J ARDILINO, 2000).
Gil (2002) sugere que a coleta de dados junto s empresas estudadas ocorra
segundo o concurso de diversas tcnicas, a saber: entrevista, questionrio, coleta
documental, observao, formulrio, testes, escalas, anlise de contedo, histria de
vida etc.
Com relao formulao do roteiro para entrevista, Goldenberg (2002) ressalta que
o pesquisador deve ter em mente que cada questo precisa estar relacionada aos
objetivos de seu estudo. As questes devem ser enunciadas de forma clara e
objetiva, sem induzir ou confundir, tentando abranger diferentes pontos de vista.
19
Definio do
Tema
Desenvolvimento
Terico
Definio das
Empresas
Realizao do
Estudo de Caso
A
Realizao do
Estudo de Caso
B
Resumo das
principais
caractersticas
Elaborao do
protocolo da
coleta de dados
Elaborao do
Relatrio do
Caso A
Elaborao do
Relatrio do
Caso B
Anlise cruzada
das informaes
Entrevista Semi-
Estruturada B
Anlise
Documental B
Observao In
Loco B
Entrevista Semi-
Estruturada A
Anlise
Documental A
Observao In
Loco A
Elaborao da
Concluso da
Dissertao
Anlise da Influncia
do sistema
produtivo
Figura 1: Esquema metodolgico de conduo da pesquisa
A observao permite ao pesquisador verificar, na prtica, fatos relatados, respostas
j fornecidas, comportamentos, reaes, contradies e atitudes, alm de possibilitar
20
a obteno de informaes novas, antes no levantadas (SANTOS; ROSSI;
J ARDILINO, 2000).
Segundo Yin (2005), a anlise de documentos caracteriza-se pela busca de dados
em documentos de arquivos pblicos ou particulares (relatrios, laudos,
correspondncias, anurios, projetos de lei, atas, registros etc.), os quais oferecem
informaes sobre as caractersticas de grupos e pocas, em diferentes aspectos,
possuindo os seguintes pontos fortes: estvel, discreta, exata e possui ampla
cobertura.
Porm, o autor tambm alerta para alguns pontos fracos: pode ter baixa capacidade
de recuperao e seletividade tendenciosa - se a coleta no estiver completa, pode
conter relato de vises tendenciosas, pois reflete as idias preconcebidas
(desconhecidas) do autor e pode ter acesso deliberadamente negado.
A utilizao da nomenclatura Figura para representar todas as ilustraes
existentes nesta dissertao tem como finalidade padronizar a sua apresentao na
lista de ilustraes, conforme descrito na Norma Tcnica 14724:2005.
1.4 Estrutura da dissertao
Nesta sesso est sendo apresentada a forma de como foi estruturada a
dissertao, conforme se segue:
Captulo 1 - Trata da introduo ao trabalho, no qual apresentado o cenrio de
realizao da pesquisa e a justificativa para sua realizao, seus
objetivos, as delimitaes da pesquisa e a metodologia empregada
visando criar um suporte e interligao entre os referenciais
tericos e os estudos de caso;
Captulo 2 - feita uma reviso terica sobre a administrao de materiais e
seus subsistemas e sobre os sistemas de administrao da
produo, devendo ser o elo principal e a base para o estudo de
caso;
Captulo 3 - Apresenta os dois estudos de caso que foram realizados nas
empresas do setor grfico da regio de Bauru. Elenca-se um
resumo das principais caractersticas, faz-se a anlise cruzada dos
21
casos e a anlise da influncia do sistema produtivo sobre a gesto
de estoques, que tem como embasamento o referencial terico
apresentado no captulo 2;
Captulo 4 - So apresentadas as concluses sobre a metodologia utilizada, as
limitaes dos resultados da pesquisa, a respeito do referencial
terico, dos estudos de caso, dos objetivos propostos e sugestes
de novas pesquisas.
22
2 ADMINISTRAO DE MATERIAIS
A gesto de estoques tem reflexos diretos e significativos na eficincia operacional
(desempenho) e nas finanas das empresas. Para apoiar o processo de gesto, as
ferramentas mais utilizadas na gesto de estoques so: giro de estoque, lote
econmico de produo e lote econmico de compra (LEC), conceitos definidos na
literatura e amplamente aplicados pelas prticas empresariais (ORTOLANI, 2002).
A utilizao dos indicadores varia em funo da indstria, da complexidade de
produtos, do comportamento do mercado e da gesto de estoques da empresa.
Segundo Slack, Chambers e J ohnston (2002), estoque definido como a
acumulao armazenada de recursos materiais em um sistema de transformao.
Algumas vezes, o estoque tambm usado para descrever qualquer recurso
armazenado.
Slack, Chambers e J ohnston (2002) descrevem que h quatro tipos de estoque:
estoque de proteo, cclico, de antecipao e de canal, os quais possuem uma
breve conceituao de outros autores a seguir:
a) estoque de proteo: para estar antes do gargalo e assegurar que sempre
haja trabalho (CHASE; J ACOBS; AQUILANO, 2006);
b) estoque cclico: a parcela do estoque total que varia diretamente com o
tamanho do lote (RITZMAN; KRAJ EWSKI, 2004);
c) estoque de antecipao: o estoque usado para absorver taxas irregulares
de demanda ou fornecimento, que a empresa frequentemente enfrenta
(RITZMAN; KRAJ EWSKI, 2004); e
d) estoque de canal: so bens que esto em trnsito entre pontos de um sistema
de distribuio ou entre postos de trabalho em uma fbrica (SLACK;
CHAMBERS; J OHNSTON, 2002).
Castro (2005, p. 22) destaca como principais modelos matemticos desenvolvidos
para a gesto de estoques:
23
a) lote econmico: se baseia na lgica de que a quantidade tima a ser produzida
aquela que possui simultaneamente o menor custo de pedido e de estoque;
b) modelos de scheduling: pode ser traduzido como programao e envolve a
utilizao de recursos limitados em um determinado perodo de tempo para
atendimento s ordens de clientes ou reposio de estoques;
c) formao dinmica de lotes: tem sua origem no lote econmico e premissas
parecidas, com a exceo de que a demanda no precisa ser constante; e
d) modelos probabilsticos: os modelos probabilsticos so muito mais sofisticados
e complexos e levam em conta algumas das deficincias dos modelos
anteriores. Os mais significativos so os seguintes:
1. modelo do jornaleiro: este modelo procura resolver situaes em que
haja a necessidade de determinar a quantidade certa para atender
determinada demanda em um perodo especfico (HOPP; SPEARMAN,
2000);
2. modelo de reposio contnua de estoque: neste modelo, o estoque
monitorado continuamente enquanto a demanda ocorre aleatoriamente
(CASTRO, 2005);
3. modelo de reviso peridica de estoque: neste modelo o estoque
monitorado em intervalos regulares de tempo. Hopp e Spearman
(2000) salientam que este modelo particularmente interessante para
empresas que no utilizam um sistema computacional para controle ou
para controle de vrios itens adquiridos do mesmo fornecedor; e
4. modelo de estoque base: a lgica manter o estoque sempre no
mesmo patamar. Para isto ocorrer, o estoque abastecido conforme o
consumo ocorre, de modo a restabelecer o patamar objetivo, ou seja, a
quantidade de reposio de estoque igual ao consumo (CASTRO,
2005).
Para Castro (2005), os modelos clssicos de gerenciamento de estoques devem
levar em considerao trs questes fundamentais: qual a frequncia de avaliao
de estoque? quando emitir um pedido? e quanto deve ser pedido?
24
Segundo Arnold e Chapman (2004), os estoques ajudam a tornar mais produtiva a
operao de produo de quatro maneiras:
a) permitem que operaes com taxas de produo diferentes sejam
desempenhadas separadamente e de modo mais econmico. Para que duas
ou mais operaes de uma sequncia com diferentes taxas de resultado sejam
desempenhadas com eficincia, necessrio organizar estoques entre eles;
b) permitem o nivelamento da produo e a organizao de estoques de
antecipao para vendas nos perodos de pico. Essa ao resulta em:
1. menores custos com horas-extras;
2. menores custos com contrataes e demisses;
3. menores custos com treinamento;
4. menores custos com sub-contrataes; e
5. menor capacidade exigida.
c) permitem que a produo mantenha operaes mais longas, o que resulta em:
1. menor custo de preparao por item; e
2. aumento na capacidade de produo resultante de mais tempo de
utilizao dos recursos da produo nas operaes, em vez de na
preparao.
d) permitem que a produo compre em quantidade maiores, o que resulta na
reduo de custos de pedidos por unidade e em descontos sobre a quantidade.
Para o autor, tudo isso tem um preo. O problema equilibrar o investimento em
estoques com os seguintes fatores:
a) atendimento aos clientes;
b) custos associados mudana de nveis de produo;
c) custos de emisso de pedidos; e
d) custos de transporte.
25
2.1 Lote econmico
Segundo Castro (2005), o conceito de lote econmico EOQ (Economic Order
Quantity) foi desenvolvido por Ford Harris em 1913 e se baseava na lgica que a
quantidade tima a ser produzida aquela que possui simultaneamente o menor
custo de pedido e de estoque. Custo de pedido corresponde ao processo de
preparao do produto (setup), transporte (frete) e emisso do pedido. Portanto,
quanto maior a quantidade produzida, menor o custo de preparao devido ao
ganho em escala. Inversamente, o custo de estoque se relaciona ao capital investido
em estoque e, portanto, quanto maior a quantidade de estoque, maior o custo.
Conforme Severo Filho (2006), os principais pressupostos da formulao clssica do
EOQ so:
a) a demanda determinstica, constante e contnua;
b) o lead time de ressuprimento determinstico e constante;
c) faltas de produtos e backorders (entregas com atraso) no so permitidas;
d) custos de pedido e de estoque so independentes do tamanho da ordem (no
existem, por exemplo, descontos por quantidade) e no variam no tempo;
e) pedido chega completo em um nico instante de tempo;
f) itens diversos so pedidos de forma independente, ou seja, no so
consideradas possibilidades de um pedido com vrios itens; e
g) no existem restries, como espao de armazenamento e capacidade de
transporte.
Hopp e Spearman (2000) descrevem os seguintes fatores como contribuies mais
importantes do modelo de Harris: reconhecimento de um trade-off entre tamanho de
lote de matria-prima e pedido, uma vez que, se o tamanho de lote aumenta, o
estoque aumenta e a frequncia de entregas e setup diminuem.
Segundo Dias (2005, p. 95), a deciso de estocar ou no um determinado item
bsica para o volume de estoque em qualquer momento. H dois fatores a
considerar quando se toma esta deciso:
a) econmico estocar o item?
26
b) interessante estocar um item indicado como antieconmico a fim de
satisfazer a um cliente e, portanto, melhorar as relaes com ele?
O primeiro fator pode ser analisado matematicamente. Em geral, no econmico
estocar um item se isso excede o custo de compr-lo ou produzi-lo de acordo com
as necessidades de mercado. Tambm pode ser demonstrado que no econmico
estocar itens quando a necessidade mdia dos clientes seja correspondente
metade da quantidade econmica do pedido.
A questo de saber se deve estocar um item, mesmo que seja antieconmico faz-
lo, a fim de prestar melhor servio ao cliente, representa uma deciso mais difcil
porque frequentemente impossvel atribuir um exato valor em dinheiro satisfao
do cliente.
Segundo Castro (2005), o modelo do lote econmico possui algumas limitaes:
exige que a demanda seja determinstica e constante, o custo de preparao seja
fixo e assume que no pode haver ganho de setup, de acordo com o
sequnciamento das ordens. Inicialmente proposto como uma soluo para
determinar lotes de fabricao, este modelo serviu como base para modelos de
reposio de estoques.
2.1.1 Lote econmico de compra
Deve-se buscar minimizar as necessidades de investimentos em estoques; pois
apesar de eles contriburem para gerao de lucro, o investimento em estoque pode
comprometer a rentabilidade geral da empresa e tambm produz custos decorrentes
de sua manuteno (ROGERS; RIBEIRO; ROGERS, 2004).
Segundo Contrucci (2004), lote econmico de compra (LEC) significa a deciso da
quantidade mnima a se pedir de um determinado item ou material para o
reabastecimento de um estoque. Esta abordagem de lote econmico tenta encontrar
o melhor equilbrio entre vantagens e desvantagens de manter o estoque.
O modelo de LEC determina o volume ideal de recursos aplicados em itens
estocados; em outras palavras, o LEC determina o volume de itens estocados que
minimiza o custo total. Segundo Rogers, Ribeiro e Rogers (2004), as hipteses deste
modelo podem ser resumidas em:
27
a) recebimento instantneo dos pedidos: os tempos para recebimento dos
pedidos so nulos, uma vez efetuado um pedido de compra ou emitida uma
ordem de fabricao, so instantneos (ROGERS; RIBEIRO; ROGERS, 2004,
p. 5);
b) no existe desconto: a existncia de desconto por volume pedido pode ser um
incentivo para pedir mais do produto ao fornecedor, e por certo afetar a
deciso do custo unitrio por pedido;
c) existem apenas dois tipos de custos: o modelo considera apenas os custos de
estocagem e o custo do pedido;
d) no racionamento de recursos: o modelo prev que no existem limitaes de
recursos para a aplicao em estoques;
e) os preos so constantes: os preos dos produtos e mercadorias so
constantes, assim como os custos unitrios de manuteno. Em ambientes
inflacionrios a flexibilidade desta hiptese deve ser alterada, por melhor
representar a realidade;
f) cada estoque analisado independentemente: o LEC considera a gesto de
estoques separadamente para cada produto ou mercadoria. A administrao
de um item no afeta a administrao de outros;
g) demanda constante: a empresa pode determinar a procura pelo produto e
sabe-se que constante por unidade de tempo. Neste sentido, o modelo no
considera o risco inerente previsibilidade de variveis que por natureza so
aleatrias; e
h) no existe risco: o risco neste modelo modelado separadamente na
determinao do estoque de segurana.
Para Rogers, Ribeiro e Rogers (2004), o LEC procura a melhor estratgia para
determinar a quantidade que deve ser mantida em estoque e de quanto em quanto
tempo dever ser feito o novo pedido. O LEC busca encontrar a quantidade tima de
cada pedido, de modo que os custos totais (custo do pedido +custo de estocagem)
sejam minimizados, conforme a equao 1.
28
IEC = _
2 C
p
C
c
(01)
Onde:
Q quantidade do perodo em unidades;
C
p
custo de unitrio do pedido; e
C
e
custo de manter estoque no perodo, por unidade.
No instante em que a curva do custo de armazenagem e do custo de pedir se
igualam, o custo total minimizado, representando, portanto, o LEC. Aps este
ponto, o custo total torna-se crescente em virtude do custo de armazenagem.
Pelo fato da importncia dos riscos de previso da demanda estarem relacionados
com a eventual falta de estoques e com a consequente perda de vendas, tem-se
como medida de manuteno preventiva determinar um volume de estoque de
segurana (ES), estoque mdio (EM), estoque mximo (E
Max
) e estoque mnimo
(E
Min
) para fazer face a imprevistos na demanda (ROGERS; RIBEIRO; ROGERS,
2004). A exposio ao risco aumenta medida que o reduz. As equaes 2, 3, 4 e 5
descrevem como determinar os volumes:
ES = C x K (02)
EH =
IC +ES
2
(03)
E
Mux
= ES +IC (04)
E
Mn
= ES +K (05)
Onde:
ES Estoque de segurana
EM Estoque mdio
E
Max
Estoque Mximo
E
Min
Estoque Mnimo
C Consumo mdio no perodo
29
K Coeficiente de grau de atendimento
Q Quantidade
LC Lote comprado
2.1.2 Lote econmico de produo
Severo Filho (2006) cita que em alguns ambientes, especialmente na manufatura, o
pedido no chega todo de uma vez como pressupe o EOQ, mas sim em fraes e,
partindo desta premissa, define-se qual dever ser o volume mnimo a ser
produzido, no qual os custos de produo no exceda o custo total.
Segundo Garcia et al. (2006), um caso particular quando o ressuprimento se d a
taxas constantes durante um perodo t
m
, at que todo o pedido Q tenha sido
recebido. Assumindo que a demanda ocorra durante todo o ciclo do pedido, o nvel
mximo de estoque no mais Q. Esse novo nvel mximo, H, depende das
taxas de demanda e ressuprimento.
Moura (2000) descreve que o lote econmico de produo (LEP) ou fabricao
utiliza os conceitos semelhantes ao lote econmico de compra; porm, ao invs de
utilizar o custo de pedido (compra), utiliza-se o custo de preparao, que referente
s mquinas envolvidas no processo de fabricao. A Figura 2 ilustra graficamente o
lote econmico de produo.
Figura 2: Grfico da curva do custo total
Fonte: Moura (2000).
2.1.3 Lote com descontos por quantidade
Segundo Dias (2005), existem situaes no processo de compra em que se podem
obter descontos no preo de compra de determinado produto, por exemplo: no
30
volume, Lead time de entrega etc. Pode ocorrer tambm que o fornecedor oferea
descontos no preo unitrio, de acordo com um aumento da quantidade adquirida.
Ento deve-se determinar o que mais econmico para a empresa: adquirir
quantidades maiores de produtos ou quantidade determinada pelo lote independente
de qualquer nvel de desconto.
O autor afirma que haver dois custos totais: o primeiro com preo unitrio sem
desconto e com uma quantidade econmica; o segundo com preo unitrio menor
que o anterior e com uma quantidade maior que a quantidade econmica.
Segundo Severo Filho (2006), descontos por quantidade so comuns em diversas
cadeias de suprimentos. Muitos fornecedores do descontos a seus clientes, caso
estes comprem em grandes lotes. A venda em grandes lotes frequentemente
proporciona economias em escala aos fornecedores (diluio de custos fixos), vindo
da o uso das polticas de desconto.
2.1.4 Lote econmico com restries
Segundo Severo Filho (2006), restries so comuns em muitas situaes, fazendo
com que seja invivel aplicar o resultado exato dos modelos de otimizao. Algumas
restries so fceis de serem tratadas. Por exemplo, se o fornecedor impe como
restrio uma quantidade mnima de compra e o lote timo menor que este limite
inferior, a soluo comprar a quantidade mnima permitida. De forma similar, se o
EOQ calculado maior que a capacidade do transporte, ento a quantidade pedida
deve ser do tamanho desta capacidade. Entretanto, algumas restries podem
complicar os procedimentos de otimizao, requerendo mtodos mais sofisticados.
Para Dias (2005), todos os modelos que foram vistos at aqui estavam baseados em
uma disponibilidade ilimitada de recursos financeiros, ou seja, para qualquer
quantidade Q, independentemente do valor total da compra, ela assim mesmo
deveria ser efetivada. Em uma situao em que exista limitao financeira, essa
restrio deve ser colocada de maneira que o lote econmico fique adequado a esta
situao.
31
2.2 Curva ABC
Para Dias (2005), a curva ABC um importante instrumento que permite identificar
aqueles itens que justificam ateno e tratamento adequados quanto sua
administrao. Obtm-se a curva ABC partindo-se da ordenao dos itens conforme
a sua importncia relativa.
Para Moretti (2005), possvel perceber que conhecer o estgio de vida em que um
produto se encontra fundamental para o profissional de logstica se antecipar s
necessidades de distribuio e planej-la bem previamente. Porm, como os
produtos de uma empresa nunca esto em um mesmo estgio de desenvolvimento,
o ciclo de vida do produto serve como base para a curva ABC ou 80-20, que ser
explicado a seguir.
Segundo Corra, Gianesi e Caon (2001), o conceito 80-20 til no planejamento de
distribuio quando os produtos so agrupados ou classificados por suas atividades
de vendas ou por seus valores totais de vendas anuais. O objetivo dessa
classificao definir sistemas de controle de estoques mais apropriados,
estabelecendo um sistema total mais eficiente em custos. Conforme a Figura 3,
nota-se que os itens classificados como mais importantes, chamados de A e que
so cerca de 20% apenas dos itens da linha de produtos de uma empresa,
representam cerca de 70% das vendas totais e, por isso, os benefcios do esforo
realizado para a diminuio do estoque mdio desses itens so muito maiores
quando comparados ao benefcio advindo do esforo de diminuir a mdia de
estoques dos itens que compem a regio C da curva, os quais recebem tratamento
logstico de menor importncia em relao aos outros nveis.
Figura 3: Exemplificao da curva ABC
Fonte: Corra, Gianesi e Caon (2001).
32
2.3 Sistemas de controles de estoques
Segundo Dias (2005), os sistemas de controles de estoques tm a funo de
dimensionar e controlar os volumes de estoques. uma preocupao constante e
crescente dos empresrios descobrirem frmulas para reduzir estoques sem
comprometer o processo produtivo e sem o aumento dos custos.
Segundo Matos (2006), tm-se diferentes sistemas de controle ou gerenciamento de
estoques, de acordo com as especificidades e necessidades que cada negcio
demanda, em virtude da diversidade de materiais e produtos que podem compor o
estoque.
2.3.1 Sistema duas gavetas
Segundo Dias (2005) e Torquato (2004), pode-se considerar este sistema como o
mais simples para controlar os estoques. recomendvel sua utilizao para as
peas classe C. Uma gaveta utilizada para estoque do consumo dirio at que se
esgote e a outra gaveta contm estoque para o perodo de reposio.
Para Arnold e Chapman (2004), uma quantidade de um item igual quantidade do
ponto de pedido reservada e no se utiliza at que o estoque principal esteja
exaurido. Quando esse segundo estoque precisa ser utilizado, o controle de
produo ou o departamento de compras notificado e um pedido de reposio
emitido.
Os autores descrevem que h variao do sistema duas gavetas, como o sistema de
etiqueta vermelha, em que uma etiqueta colocada no estoque em um ponto igual
ao ponto de pedido, um modo simples de manter controle de itens do grupo C. Como
esses itens so de pequeno valor, melhor despender a mnima quantidade de
tempo e dinheiro em seu controle. Entretanto, eles realmente precisam ser
controlados e a algum deve ser atribuda a tarefa de garantir que, quando o
estoque de reserva atingido, um pedido seja emitido. Quando h um esvaziamento
de estoque, os itens do grupo C tornam-se itens do grupo A.
2.3.2 Sistema de mximos e mnimos
Segundo Torquato (2004), tambm pode ser chamado de quantidades fixas no qual
so determinados o consumo previsto para o item desejado com a fixao do
33
perodo de consumo, devendo-se ser calculado o ponto de pedido, o estoque
mnimo, o estoque mximo e o lote econmico em funo do tempo de reposio. O
ponto de pedido fixo e o lote econmico de compra constante, as reposies
acontecem em perodos variados. A dificuldade decorre da determinao do
consumo e das variaes no tempo de reposio.
Para Dias (2005), a principal vantagem desse mtodo uma razovel automatizao
do processo de reposio, que estimula o uso do lote econmico em situaes em
que ele pode ser usado naturalmente e abrange os itens das classes A, B e C.
Conforme o autor por causa das dificuldades para determinao do consumo e
pelas variaes do tempo de reposio que se usa o sistema de mximos e
mnimos. O sistema consiste basicamente em:
a) determinao dos consumos previstos para o item desejado;
b) previso do perodo de consumo;
c) clculo do ponto de pedido em funo do tempo de reposio do item;
d) clculo dos estoques mnimos e mximos; e
e) clculo dos lotes de compra.
2.3.3 Sistema de revises peridicas
Segundo Kuehne J r. (2004), o sistema pelo qual o ressuprimento dos estoques
feito em intervalos de tempo constantes ou fixos. Os lotes de compras variam em
funo de nvel de estoque. A quantidade a ser comprada tal que, somada ao
estoque existente, seja suficiente para atender a demanda at o ressuprimento
seguinte.
Conforme o autor supracitado, o modelo de revises peridicas trabalha com o eixo
do tempo, estabelecendo prazos nos quais sero efetivadas anlises de demanda e
demais condies de estoque para decidir pela quantidade a ser adquirida quando
da sua reposio.
O tempo entre cada reviso, segundo Tubino (2000) e Slack, Chambers e J ohnston
(2002), pode ser determinado por meio do intervalo ideal de ressuprimento
baseando-se: na data em que realizado o inventrio e o intervalo econmico de
ressuprimento, objetivando a consolidao das cargas, baseando-se nas datas de
34
entregas dos vrios itens por um mesmo fornecedor como forma de garantir
descontos no preo ou no transporte dos itens.
Segundo Dias (2005), nesse sistema so programadas as datas em que devero ser
realizadas as reposies de material, sendo os intervalos de reposies iguais. A
anlise dever ser feita considerando o estoque fsico existente, o consumo no
perodo, o tempo de reposio e o saldo de pedido no fornecedor do item. A
dificuldade desse mtodo a determinao do perodo entre revises.
Os modelos de scheduling, formao dinmico de lotes e os probabilsticos no
foram apresentados mais detalhadamente neste trabalho, porque eles no sero
analisados durante os estudos de caso.
2.4 Polticas de gesto de estoques
Segundo Dar (2005), uma deciso inerente ao posicionamento da produo sua
poltica de estoque com relao aos seus itens acabados. Esta pode ser
basicamente de quatro tipos: produzir para estoque (Make-To-Stock - MTS), produzir
sob encomenda (Make-To-Order - MTO), montar sob encomenda (Assemble-To-
Order - ATO) ou projetar sob encomenda (Engineering-To-Order - ETO).
Para Corra, Gianesi e Caon (2001), a possibilidade de manuteno de estoques
em cada sistema produtivo (MTS, MTO, ATO e ETO) se apresenta de forma distinta,
tendo interao prpria com os clientes.
Segundo Godinho Filho (2004), a literatura sobre gesto da produo apresenta
basicamente quatro formas de um sistema de produo responder demanda:
MTO, ATO, MTO e ETO. A Figura 4 mostra estas quatro formas bsicas de resposta
demanda, apresentando duas formas para a estratgia MTO, conforme estes
adquiram ou no seus suprimentos sob encomenda. Pode-se notar na Figura 4 que
estas estratgias podem definir o tamanho e os tipos de lead time dos sistemas de
produo, podendo definir tambm o tempo de resposta de tais sistemas.
Segundo Pacheco e Cndido (2001), no MTS o produto tem sua fabricao iniciada
com base em uma previso de demanda. A chegada do pedido provoca o seu
atendimento praticamente imediato. adequado para produtos com demanda
previsvel, podendo ter custo de estoque alto.
35
Figura 4: Formas de resposta demanda dos sistemas de produo
Fonte: Godinho Filho (2004).
Dar e Lacerda (2005) descrevem que fabricar para estoque uma prtica comum,
sempre que se pode prever a demanda, podendo aproveitar momentos de
entressafra para serem produzidos, utilizando melhor os recursos e os carregando
de maneira mais equilibrada. Mas, esta poltica possui algumas desvantagens, que
seriam o alto custo de armazenagem e a dificuldade de prever o que ser vendido.
Segundo Machado Neto (2003), no MTO a produo dos produtos desejados
somente se inicia aps a confirmao do pedido por parte do cliente. No se
36
trabalha com estoques de produtos acabados. Esta tcnica adequada a produtos
com demanda baixa, cuja previso seja muito complexa e que possuem alto custo
de estocagem, ou seja, perecveis, sendo desaconselhvel a produtos cujo mercado
tenha o fator velocidade de atendimento como vital.
Dar e Lacerda (2005) discorrem que, para evitar os custos de armazenagem,
possvel que um item apenas seja produzido quando da entrada de um pedido ou
uma encomenda. Isto gerar uma ordem de produo que envia produo um
sinal para comear a manufatura do item vendido. Os efeitos so contrrios
poltica anterior. Aqui o prazo para entrega ao cliente dado pelo lead time entre a
compra de matria-prima e a fabricao.
No ATO, os principais componentes de um determinado produto so produzidos
para estoque com base em uma previso de demanda. Quando o pedido chega,
executada a montagem do produto, utilizando os componentes anteriormente
produzidos. Tem como vantagem a reduo do lead time de atendimento, j que
esse fica reduzido ao tempo de montagem final. adequado quando um pequeno
grupo de componentes serve para a produo de um grande nmero de produtos
finais, sendo que um produto se diferencia do outro em termos de incluso ou troca
de um ou poucos componentes (BERTRAND; ZUIJ DERWIJ K; HEGGE, 2000).
Segundo Pessoti e Souza (2005), no sistema ATO, as partes que comporo o
produto final so armazenadas at o recebimento dos pedidos dos clientes.
A estratgia ETO d nfase fase do projeto, que usualmente desenvolvida
somente aps o recebimento do pedido do cliente. Aps o projeto ser aprovado pelo
cliente que se inicia o processo de fabricao. Como consequncia, no existe
estoque antes da chegada do pedido, nem mesmo durante a fase de projeto. A
dificuldade dessa estratgia implantar controles quanto a prazo, qualidade e
design em um ambiente dinmico, de incerteza e complexidade (MACHADO NETO,
2003).
Segundo Pessoti e Souza (2005), o sistema ETO caracteriza-se por ser uma
extenso do sistema MTO, com o projeto sendo feito quase que totalmente baseado
nas especificaes dos clientes, s sendo iniciado aps haver sua autorizao.
37
2.5 Previso de demanda
Segundo Stevenson (2001), as previses so inputs bsicos para muitos tipos de
decises em organizaes empresariais. Sabe que as previses so normalmente
elaboradas pela rea de marketing em conjunto com a rea de operaes que
frequentemente chamada para ajudar em sua elaborao. Mas, o fato mais
significativo que a rea de operaes um grande usurio de previses.
As previses, segundo Arnold e Chapman (2004), possuem quatro princpios
fundamentais os quais tornam o seu entendimento de importncia singular para a
sua utilizao eficaz:
a) as previses geralmente esto erradas, ou seja, os erros so inevitveis e
devem ser esperados;
b) cada previso deve conter uma estimativa de erro, que frequentemente
expressa em uma porcentagem da previso ou como uma mdia entre os
valores mximo e mnimo;
c) as previses podem ser precisas para famlias ou grupos; e
d) as previses podem ser precisas para perodos de tempo mais prximos, isto
, o futuro prximo implica em menos incertezas que o futuro distante.
Seguindo uma linha de raciocnio semelhante, Corra, Gianesi e Caon (2001)
relacionam alguns requisitos que devem ser observados para efetuar previses
eficazes: (a) conhecer os mercados, suas necessidades e comportamentos, (b)
conhecer os produtos e seus usos, (c) saber analisar os dados histricos, (d)
conhecer a concorrncia e seu comportamento, (e) conhecer as aes da empresa
que afetam a demanda, (f) formar uma base de dados relevantes para a previso,
(g) documentar todas as hipteses feitas na elaborao da previso, (h) trabalhar
com fatos e no apenas com opinies e (i) articular diversos setores para a
elaborao da previso.
A previso da demanda a base para todas as decises estratgicas e de
planejamento em uma cadeia de suprimento, pois ajuda os gerentes a reduzir parte
das incertezas permitindo-lhes desenvolver planos mais realistas. Uma previso
uma declarao sobre o futuro (CHASE; J ACOBS; AQUILANO, 2006; CHOPRA;
MEINDL, 2003; STEVENSON, 2001; LOPES, 2002).
38
O planejamento eficaz da demanda do cliente um dos principais responsveis pelo
sucesso da cadeia de suprimentos, que se inicia com previses prximas da
realidade, sendo de vital importncia para utilizao das mquinas de maneira
adequada, para realizar a reposio dos materiais no momento e na quantidade
certa, e para que todas as demais atividades necessrias ao processo industrial
sejam adequadamente programadas (RITZMAN; KRAJ EWSKI, 2004; MARTINS;
LAUGENI, 2005)
Para Kotler e Armstrong (2003, p. 151), previso a arte de estimar a demanda
futura antecipando o que os compradores possivelmente faro em determinadas
condies futuras e segundo Martins e Laugeni (2005, p. 173), a determinao
de dados futuros baseado em modelos estatsticos, matemticos ou economtricos
ou ainda em modelos subjetivos apoiados em uma metodologia de trabalho clara e
previamente definida.
Ainda segundo os autores, toda organizao deve proceder de maneira cuidadosa e
responsvel em relao ao processo em questo. A afirmativa fundamenta-se no
fato de que uma previso precria pode acarretar excesso de estoque, redues
desnecessrias de preos ou perda de vendas devido falta de produtos.
Referindo-se s justificativas do processo de previso, Ching (2001) e Arnold e
Chapman (2004) salientam que nunca se tem certeza da quantidade a ser solicitada
pelos clientes e da quantidade a ser enviada para armazenagem. Para tanto so
utilizadas tcnicas qualitativas e quantitativas como forma de elaborar as previses.
Na Figura 5 feita uma breve descrio dos mtodos quantitativos mais utilizados
pelas empresas e uma breve descrio conforme os autores pesquisados.
Mtodo Caractersticas Autores
Consenso de
executivos
A vantagem desse mtodo reside no fato de as previses
serem elaboradas por indivduos que detm elevado nvel
de conhecimento do contexto empresarial e possuem uma
viso crtica em relao ao cenrio no qual a organizao
est inserida.
Lopes (2002)
Mtodo Delphi A previso obtida baseando-se em questionrios
direcionados aos executivos ou responsveis pelo processo
preditivo.
Lopes (2002);
Mentzer e Moon
(2006)
Composio
das Foras de
Vendas
Utiliza o conhecimento e experincia dos executivos de
vendas da empresa com o intuito de elaborar previses
sobre determinado produto ou servio.
Lopes (2002)
Pesquisa das
Intenes dos
Compradores
Tem como objetivo perguntar aos prprios compradores
quando eles pretendem comprar o produto e quanto esto
dispostos a pagar por ele.
Lopes (2002); Kotler
e Armstrong (2003)
Figura 5: Quadro das descries dos mtodos qualitativos
39
Na Figura 6, Silveira e Miguel (2002) fazem uma breve descrio dos modelos
quantitativos mais utilizados pelas empresas.
Mtodo quantitativo Breve descrio
Extrapolao
A partir de dados passados de vendas, da anlise das sazonalidades e
dos ciclos de vendas projeta-se a previso de vendas.
Suavizao Exponencial
Aplicao particular da mdia ponderada e da mdia mvel premissa de
que os dados disponveis para o clculo da previso tornam-se cada vez
menos relevantes conforme o aumento de sua idade. H a associao de
pesos mais altos aos dados mais recentes.
Mdia Simples
Previso feita a partir da mdia aritmtica das demandas passadas.
Considera o mesmo peso para todos os dados histricos.
Mdia Mvel
Muito til na suavizao de curvas que representam tendncias e
atenuao de distores (como sazonalidades). Mdia dos N dados mais
recentes. Atribui o mesmo peso para todos os dados no clculo da
previso, alm de necessitar de uma grande quantidade de dados para a
produo de bons resultados.
Box-J enkins (ARIMA)
Modelo que apresenta o menor erro. Considera-se srie histrica de
vendas, em ordem cronolgica, na qual realizam anlises de
autocorrelaes e autocorrelaes parciais, para se calcular uma
estimativa dos parmetros, minimizando o erro quadrtico. A grande
vantagem do modelo o diagnstico dos resduos de tal forma que os
parmetros estimados apresentem o erro quadrtico mnimo.
Correlao e Regresso
A anlise de regresso muito utilizada para o desenvolvimento da
funo de demanda (pode envolver fator simples ou mltiplos fatores). A
relao de correlao entre os diversos fatores pode ser linear,
logartmica, exponencial etc.
Modelos Economtricos
So consideradas tanto variveis endgenas quanto exgenas. So
modelos complexos que requerem a utilizao de especialistas em
estatstica.
Figura 6: Quadro das descries dos mtodos quantitativos
Fonte: Silveira e Miguel (2002).
Por fim, faz-se necessrio salientar que a definio da tcnica de previso mais
apropriada aos dados a etapa mais importante do modelo de previso descrito
anteriormente.
2.6 Planejamento e Controle da Produo (PCP)
Segundo Welzel (2002), o planejamento e controle da produo (PCP) determinam
os rumos da produo, acompanhando o processo, realinhando o que foi
programado e exercendo os respectivos controles. Dentro da funo produo
pode-se classificar as decises gerenciais em estratgicas (longo prazo), tticas
(mdio prazo) e planejamento operacional e de controle (curto prazo) (DAVIS;
AQUILANO; CHASE, 2001). Estas decises iro influenciar a forma de planejar,
programar e controlar a produo (RUSSOMANO, 2000; ERDMANN, 2000).
Um sistema de PCP eficiente aperfeioa o uso de recursos produtivos,
proporcionando fluidez produo, tendo ainda a funo de gerenciar necessidades
40
dos clientes, partindo do setor de vendas, gerando uma ou mais ordens de servios
de produo, minimizando atrasos, gerenciando eficazmente a utilizao dos
estoques e, consequentemente, atendendo melhor aos clientes e, desta forma,
gerenciando e controlando a produo. De forma geral, a Figura 7 mostra o inter-
relacionamento das atividades do PCP (SALOMON et al., 2002).
Figura 7: Viso geral das atividades do PCP
Fonte: Salomon (2002).
Os sistemas de administrao da produo (SAP) provem informaes que
suportam o gerenciamento eficaz do fluxo de materiais, utilizao de mo-de-obra e
equipamentos, a coordenao das atividades internas com as atividades dos
fornecedores e distribuidores e a comunicao com os clientes, no que se refere a
suas necessidades operacionais. O ponto chave nesta definio a necessidade
gerencial de usar as informaes para tomar decises inteligentes. Os (SAP) tm a
funo de dar suporte aos administradores para que possam executar sua funo de
forma adequada (VOLLMANN et al., 2004).
41
Segundo Slack, Chambers e J ohnston (2002), uma das funes do SAP proteger a
produo das incertezas ambientais em termos de oferta e demanda. Uma forma
de tentar minimizar os problemas ambientais mantendo estoque de recursos, seja
na entrada ou sada.
2.7 Arranjo fsico (Layout)
Segundo Trein e Amaral (2001), o arranjo fsico permite que os materiais, o pessoal
e as informaes fluam de uma forma eficiente e segura podendo auxiliar o
alinhamento da estratgia de produto com a administrao de materiais.
Segundo a AEP (2004), pensando na produtividade, verifica-se muitas vezes que
nas instalaes ocorrem fatos que promovem a perda de eficincia e de
produtividade, como sejam:
a) excesso de movimentao de pessoas e matrias-primas;
b) estoques em processo e produtos acabados, causando transtornos diversos e
aumentando os riscos de quebra e acidentes, alm de custos e de tempo de
produo; e
c) produtos tm um percurso produtivo muito complicado.
Arranjo fsico significa converter os elementos complexos e inter-relacionados para
organizao da manufatura em facilidades fsicas, ou seja, onde colocar todas as
instalaes, mquinas, utilidades, estaes de trabalho, reas de atendimento ao
cliente, reas de armazenamento de materiais, corredores, banheiros, refeitrios,
bebedouros, divisrias internas, escritrios e salas de computador, configurao de
departamentos e ainda os padres de fluxo de materiais e de pessoas que circulam,
envolvendo decises sobre a disposio dos centros de atividade econmica
(SLACK; CHAMBLERS; J OHNSTON, 2002; STEVENSON, 2001; GAITHER;
FRAIZER, 2001; RITZMAN; KRAJ EWAKI, 2004; GURGEL, 2003).
Segundo Peinado e Graeml (2007), as decises do arranjo fsico podem ser de nvel
estratgico, quando se estudam novas fbricas, grandes ampliaes ou mudanas
radicais no processo de produo, que, naturalmente, envolvem grandes
investimentos; ou podem ser de nvel ttico, quando as alteraes no so to
representativas, os riscos envolvidos e valores so mais baixos e raras so as
mudanas de arranjo fsico em nvel operacional.
42
A idia base da simplificao do trabalho corresponde eliminao de tudo aquilo
que no agrega valor ao produto, ou seja, tudo aquilo que no melhora ou no
transforma o produto e que aumenta os seus custos.
O transporte pode representar esse tipo de atividade que no acrescenta valor ao
produto e que, se for mal gerido no decorrer do processo, ir oner-lo em tempo,
energia, desgaste de mquinas etc.
Stevenson (2001) comenta que a necessidade de se fazer um planejamento do
arranjo fsico surge tanto durante o projeto de novas instalaes, como quando se
reformulam projetos de instalaes existentes. Os motivos mais comuns para a
reformulao de projetos de arranjo fsico so: a ineficincia das operaes;
acidentes ou risco integridade fsica e segurana; mudana no projeto e produtos
ou servios; introduo de novos produtos ou servios; mudanas no volume de
produo, ou no mix (composio); mudana nos mtodos ou no equipamento;
mudana em requisitos ambientais ou outros, de ordem legal; e problemas
relacionados com o moral do pessoal.
Para Slack, Chambers e J ohnston (2002), h algumas razes prticas cujas
decises de arranjo fsico so importantes na maioria dos tipos de produo e
podem levar a padres de fluxo excessivamente longos ou confusos, estoque de
materiais, filas de clientes formando-se ao longo da operao, inconvenincias para
os clientes, tempos de processamento desnecessariamente longos, operaes
inflexveis, fluxos imprevisveis e altos custos.
Slack, Chambers e J ohnston (2002) classificam quatro tipos bsicos de arranjo
fsico: layout posicional, layout por processo, layout por produto e layout celular:
a) layout posicional: utilizado quando os materiais transformados so muito
grandes, ou muito delicados;
b) layout por processo: neste tipo de arranjo fsico todos os recursos similares de
operao so mantidos juntos. Normalmente usado quando a variedade de
produtos relativamente grande. Conhecido tambm como layout funcional;
c) layout celular: os recursos necessrios para uma classe particular de produtos
so agrupados de forma a ficarem todos juntos em um espao pr-definido.
As mquinas so dedicadas a um grupo exclusivo de peas; e
43
d) layout por produto: neste os recursos de transformao esto configurados na
sequncia especfica para melhor convenincia da produo. Este tipo de
arranjo fsico tambm conhecido como layout em linha.
Na Figura 8, Slack, Chambers e J ohnston (2002) mostram algumas vantagens e
desvantagens associadas a cada tipo de arranjo fsico.
Vantagens Desvantagens
Posicional Flexibilidade de mix e produto muito
alto;
Produto ou cliente no movido ou
perturbado; e
Alta variedade de tarefas para a mo-
de-obra.
Custos unitrios muito altos;
Programao de espao ou atividades
pode ser complexa; e
Pode significar muita movimentao
de equipamentos e mo-de-obra.
Processo Alta flexibilidade de mix e produto;
Relativamente robusto em caso de
interrupo de etapas; e
Superviso de equipamento e
instalaes relativamente fcil.
Baixa utilizao de recursos;
Pode ter alto estoque em processo ou
filas de clientes; e
Fluxo complexo pode ser difcil de
controlar.
Celular Pode dar um bom compromisso entre
custo e flexibilidade para operaes
com variedade relativamente alta;
Atravessamento rpido; e
Trabalho em grupo pode resultar em
melhor motivao.
Pode ser caro re-configurar o arranjo
fsico atual;
Pode requerer capacidade adicional; e
Pode reduzir nveis de utilizao de
recursos.
Produto Baixos custos unitrios para altos
volumes;
D oportunidade para especializao
de equipamento; e
Movimentao de clientes e materiais
conveniente.
Pode ter baixa flexibilidade de mix;
No muito robusto contra interrupes;
e
Trabalho pode ser repetitivo.
Figura 8: Quadro das vantagens e desvantagens dos arranjos fsicos
Fonte: Slack, Chambers e J ohnston (2002).
2.8 Logstica
A logstica, segundo Bovet e Thiagarajan (2000), a administrao, estratgia e
controle que envolve o fluxo da matria-prima at o produto acabado, objetivando o
desenvolvimento constante do nvel de atendimento, com a finalidade de reduzir os
custos, diminuir o volume de estoque e satisfazer as necessidades dos clientes
internos.
Segundo Ballou (2003), tem sido sugerido que uma estratgia de logstica tenha trs
objetivos: (a) reduo de custos, estratgia dirigida para minimizar os custos
variveis associados movimentao e estocagem; (b) reduo de capital,
estratgia direcionada para minimizao do nvel de investimento no sistema
44
logstico; e (c) melhorias no servio, estratgias que normalmente reconhecem que
as receitas dependem do nvel do servio logstico fornecido.
A Logstica, segundo Lima (2006) e Ballou (2003) pode ser dividida nos seguintes
macro-processos: logstica de suprimento, planta, distribuio, integrada e Supply
Chain Management (SCM), que podem ser definidas da seguinte forma:
a) Logstica de suprimentos: o ramo da logstica empresarial que trata dos
fluxos de matria-prima e de produtos para a organizao, sendo seu objetivo
satisfazer s necessidades de materiais da operao. A boa administrao da
logstica de suprimentos significa coordenar a movimentao de suprimentos
com as exigncias de operao (BALLOU, 2003);
b) Logstica de planta: envolve as atividades desde o recebimento das matrias-
primas, todo o suporte logstico fabricao e a entrega dos produtos
acabados para a expedio (CAMPI, 2008; FARIA; ROBLES; BIO, 2004);
c) Logstica de distribuio: inicia-se com o pedido do cliente, tratando da
movimentao, estocagem e processamento dos pedidos finais da firma,
atendendo dois tipos de mercados: os em processo e os usurios. Os em
processo (atacadistas e varejistas) no utilizam o produto, mas o oferecem
para revenda. J os usurios utilizam diretamente o produto final. (BALLOU,
2003; BOWERSOX; CLOSS, 2001);
d) Logstica integrada: engloba as atividades de suprimento, produo e
distribuio, cujo objetivo no reduzir estoques, mas melhorar os nveis de
controle em todo o fluxo de materiais na empresa, definindo os melhores nveis
de estoque, constituindo a fora motriz para importantes transformaes
organizacionais. Isto resulta em re-agrupamento, de modo que as tarefas-
chave transformam-se em gerenciamento dos fluxos de atividades
interfuncionais, propiciando uma visibilidade de ponta a ponta da cadeia de
fornecimento logstico, desde o pedido at a entrega (BALLOU, 2003;
CHRISTOPHER, 2007);
e) Supply Chain Management (SCM): pode ser considerado uma viso expandida,
atualizada e holstica da administrao de materiais, abrangendo a gesto de
toda a cadeia produtiva de uma forma estratgica e integrada, descrevendo a
administrao do fluxo de bens e informaes. O SCM pressupe,
45
fundamentalmente, que as empresas devem definir suas estratgias
competitivas e funcionais atravs de seus posicionamentos, tanto como
fornecedores quanto como clientes, dentro das cadeias produtivas nas quais se
inserem, criando valor na forma de produtos e servios para o consumidor final
(ALVES, 2008; CHING, 2001; GARCIA et al., 2006; SIMCHI-LEVI; KAMINSKY;
SIMCHI-LEVI, 2003); e
f) Custos logsticos: sugerem que os custos sejam segregados em: diretos e
indiretos, fixos, variveis e semi-variveis, irrecuperveis (sunk costs),
incrementais ou marginais. Que tero outra funo que o de planejar,
implementar e controlar todo o inventrio de entrada, em processo e sada,
desde o ponto de origem at o de destino. Cada um desses custos revela uma
importncia nica para a tomada de decises em logstica (FARIA; COSTA,
2005; BLOOMBERG; LEMAY; HANNA, 2002; ZAGO et al., 2005).
46
3 ESTUDOS DE CASO
O estudo de caso foi realizado em duas empresas do setor grfico, nas quais so
empregadas estratgias de gesto da demanda diferenciadas. Na empresa A
utilizada a estratgia Make-To-Stock e na empresa B foi estudada a estratgia
Engineering-To-Order, a qual empregada na unidade de negcio de formulrios de
dados variveis.
3.1 Critrios de escolha dos casos
Optou-se por estudar duas das maiores empresas do ramo de produtos grficos da
regio de Bauru, dado o alto grau de exigncia dos contratantes, clientes,
consumidores finais e o grande volume de produtos e caractersticas particulares
dos produtos, que so comercializados em vrios pases.
As empresas que foram objeto dos estudos de caso e esto sendo apresentadas
neste captulo da dissertao foram escolhidas, principalmente, com base nos
seguintes critrios: porte, por serem empresas que trabalham com grandes volumes;
localizao, por estarem na regio de Bauru e, com isso, prximo ao pesquisador e
universidade de realizao da pesquisa; representatividade no mercado, por
possurem uma abrangncia mercadolgica nacional e internacional e que atendem
desde pequenas empresas at empresas multinacionais; e especialidade, por
atuarem em nichos especficos de mercado.
No setor grfico a gesto de estoques tem de se adequar variedade de matria-
prima e a diversidade de produtos que podem ser desenvolvidos e produzidos,
sazonalidade da demanda e ao baixo nvel de flexibilidade quanto possibilidade de
se alterar o arranjo fsico, dentre outros fatores.
O setor grfico diversificado, pois atende a todos os setores da economia,
incluindo servios pblicos, financeiros, publicitrios, editoriais, prestadores de
servios e a indstria de manufatura como um todo.
47
Esses fatores nortearam a deciso do autor e do orientador desta dissertao por
analisar a influncia do sistema produtivo Engineering-To-Order e Make-To-Stock
sobre a gesto de estoques no setor grfico, tendo por base todo o referencial
terico construdo no decorrer do Mestrado.
3.2 Empresa A
A empresa estudada emprega cerca de mil profissionais na cidade de Bauru-SP,
distribudos entre a unidade fabril, que possui uma rea construda de 40 mil m,
onde esto instaladas as duas unidades produtivas, denominadas unidade I e II, e o
centro de distribuio que possui aproximadamente 11 mil m, para onde
transportada toda a produo.
Na unidade I so produzidas basicamente agendas, produtos para escritrio e casa
e, secundariamente, cadernos; isto ocorre pelo fato de ter instalado na unidade um
equipamento que automatiza a produo de cadernos. Na unidade II so produzidos
basicamente cadernos.
Desde 2004, a empresa foi adquirida por um grupo norte-americano, que produtor
de embalagens, materiais de escritrio e produtos qumicos especiais.
Com uma presena em mais de 30 pases, o grupo norte-americano atende lderes
em diversas reas no mundo, como, por exemplo: comida e bebida, mdia e
entretenimento, cuidado pessoal, casa e jardim, cosmticos, indstrias
farmacuticas, hospitais e clnicas, sendo um dos principais fabricantes de materiais
escolares e produtos de escritrio, planejamento e organizao.
As categorias de produtos com que o grupo norte-americano atua so: produtos de
escritrio, envelope, promoo, escolares e casa.
A empresa no Brasil adota um sistema de produo com caractersticas do modelo
clssico, podendo ser facilmente identificado por aspectos do tipo: utilizao de
layout linear, produo em grandes lotes, baixo ndice de flexibilidade produtiva
quanto variao de mercado, uma diversidade de produtos acabados
relativamente alta e operadores especializados.
Possui uma estrutura organizacional formalmente estabelecida, na qual a delegao
passada para o segundo escalo da empresa, os quais possuem a funo de
diretor industrial, gerente industrial unidade I e II, gerente de qualidade etc.
48
As entrevistas semi-estruturadas, realizadas com o diretor industrial, gerentes das
unidades industriais e com o gerente de PCP, permitiu observar os relatrios de
ordem de produo, estoques e o lead time de produo. As visitas in-loco foram
realizadas com a superviso de alguns funcionrios.
Atualmente a empresa trabalha com quatro categorias de produtos, sendo que cada
uma delas possui particularidades quanto gesto de estoques e esto assim
classificadas:
a) agendas: so produtos que possuem um prazo de validade, ou seja, so
datados, possui sazonalidade e, como seu pico produtivo de abril a
dezembro, a produo vai crescendo gradativamente;
b) escolar: por serem vendidos para volta s aulas, possuem uma
sazonalidade e seu pico produtivo de julho at dezembro;
c) escritrio: para o pblico de pequenas empresas, profissionais liberais ou
escritrios. No possuem uma sazonalidade, sendo produzidos quase o
ano todo; e
d) casa: produtos que tm uma caracterstica bem diferenciada, para uso
domstico. No possuem uma sazonalidade, sendo produzidos quase o
ano todo. um nicho de mercado muito explorado nos Estados Unidos e
que vem sendo desenvolvido no Brasil, onde a empresa est
desenvolvendo alguns produtos e fazendo benchmark para detectar o seu
nvel de aceitao no mercado brasileiro.
Como forma de exemplificar a fabricao dos cadernos universitrios, ser mostrada
uma sequncia de fotos, tendo incio com o processamento das bobinas de papel
que chegam fbrica, as quais pesam aproximadamente uma tonelada.
Essas bobinas so colocadas em mquinas pautadeiras, para que seja iniciado o
processo de fabricao dos cadernos. O processo todo automtico. O primeiro
passo a pautao das folhas, aquelas linhas azuis que geralmente norteiam uma
escrita linear; depois de pautado, o papel cortado em folhas, que vo formar o
miolo do caderno; as folhas so intercaladas e rodam por uma esteira, onde iro
receber as divisrias e separadores de matrias dentro do caderno. Na sequncia,
os miolos so cortados e perfurados e ficam aguardando para receber a capa, a
cartela de adesivos, a bolsa plstica e a contracapa. Neste momento ocorre o
49
processo de espiralizao do caderno, que vai para a embalagem e depois
encaixotado para seguir seu destino, conforme a Figura 9.
a) Impresso e corte
b) Intercalao das folhas
pautadas
c) Corte e perfurao das
folhas pautadas
d) Abastecimento de capa,
contra-capa, divisrias e
cartela de adesivos
e) Montagem do caderno
f) Empacotamento dos
cadernos
g) Finalizao do
empacotamento
h) Embalagem em caixas de
papelo
Figura 9: Roteiro de fabricao de cadernos universitrios
Fonte: Tilibra (2007)
A empresa tem capacidade de fabricar, por ms, aproximadamente 700 mil
cadernos. Para atender a temporada de volta s aulas do incio do ano letivo no
Brasil, que vai de janeiro a maro, a fabricao inicia-se em setembro. Ao trmino do
perodo de voltas s aulas, toda a produo focada em atender a demanda dos
pases do Hemisfrio Norte.
Os modelos de produtos que comporo as linhas de produtos para o ano de 2008
sero de aproximadamente 1.000, divididos conforme a Tabela 1, a qual apresenta
tambm sua representatividade quanto aos nmeros de itens. Na Figura 10
apresentada, de forma grfica, a distribuio dos modelos de produtos e sua
representatividade. Os modelos que compem as linhas de produtos no so
gerenciados de uma nica maneira, primeiro porque a empresa desenvolveu uma
50
abordagem de planejamento por linha de produtos e, segundo, respeitando a
sazonalidade e a criticidade de cada categoria de produto.
Na categoria escolar, dos 450 modelos que so produzidos, so exportados
aproximadamente 250, para atender tanto os clientes externos, quanto as empresas
da holding, ou seja, denominadas de vendas intercompany.
Tabela 01: Relao quantidade de modelos por produto
Linha de produtos Quantidade de modelos Representatividade %
Escolar 450 46,20
Escritrio 240 24,64
Agendas 104 10,68
Casa 180 18,48
Figura 10: Representatividade em % da quantidade de modelos
A delimitao do estudo na empresa A ser na linha de produtos escolar. Por ser
uma linha na qual h sazonalidade e o sistema produtivo adotado o Make-To-
Stock, estar sendo analisado o processo de fabricao do modelo de produto
caderno espiralado.
A estratgia de produo empregada a de fazer para estoque (Make-to-Stock),
visto que o produto caderno espiralado sofre com a sazonalidade do perodo de
volta s aulas do incio do ano letivo e a capacidade produtiva no poder atender de
imediato todos os pedidos que sero gerados neste perodo.
Baseando-se na sazonalidade, na capacidade produtiva e no sistema de informao,
a diretoria, juntamente com o apoio dos gerentes das reas de marketing, comercial,
produo, finanas e suprimentos formulam as previses de demanda.
Para a formulao do lote econmico de produo e compra, a diretoria e a gerncia
de produo e suprimentos trabalham com os modelos descritos por alguns autores
51
na sesso 2.1 deste trabalho e que esto inserindo-as no sistema de informao
como forma de agilizar a tomada de deciso e evitar possveis falhas na sua
utilizao.
So adotadas duas maneiras de planejar a produo: a primeira por meio do
planejamento de materiais em processo, estoques, roteiros de produo, tempos de
produo. A segunda por meio da relativa dedicao das linhas determinada
categoria de produto.
A rea de produo possui uma equipe de Tempos e Mtodos Produtivos (TMP) que
participa do desenvolvimento dos produtos. O objetivo desta equipe de avaliar
tecnicamente o produto e, junto com o pessoal de marketing, desenvolv-lo,
elaborando um estudo de viabilidade, ou seja, se possvel produzir este produto
dentro do roteiro, qual ser o seu custo, quais sero as perdas e que materiais sero
utilizados.
A equipe de TMP tem elaborado novos procedimentos com o intuito de reduzir as
perdas, evitando com isso que um produto saia da rea de marketing com um nvel
de perda muito alto, que podem ser de tempo, setup, roteiro e matrias-prima.
Todas as possveis composies de produto so documentadas com a finalidade de
poder avaliar os custos, para formular um padro de medio. Esta documentao
composta pelo design do produto, lista de materiais, eficincia de mquina, tempo
de setup e tempo para produo de um determinado lote mnimo de produto.
utilizado o mtodo de classificao ABC com o objetivo de definir ciclos de
produo, associado ao volume de estoque, fundamentando-se na classificao do
tamanho do estoque de matria-prima, estoque intermedirio, impacto em custo e
como se deve produzir e aperfeioar os processos.
Este mtodo de classificao mostrou-se adequado para as categorias de produtos
que no possuem sazonalidade, quando todos os itens classificados como A
possuem ciclos de reposio mensal e que podem impactar na produo; os itens
classificados como B possuem ciclos de reposio bimestral e podem impactar
moderadamente na produo; e os itens classificados como C possuem ciclos de
reposio trimestral e baixo impacto sobre a produo.
J em relao aos produtos que so afetados pela sazonalidade e por estarem
intimamente ligados ao perodo de volta as aulas do incio do perodo letivo, o
52
mtodo de classificao ABC teve que ser reformulado, para trabalhar com uma
classificao por volume de produo, ou seja, os produtos classificados como A
possuem volume de 100.000 un., os quais sero produzidos em lotes mnimos de
25.000 un.; os produtos classificados como B possuem um volume de 50.000 un.,
os quais podero ser produzidos em lotes mnimos de 25.000 un.; os produtos
classificados como C possuem um volume mdio de 5.000 un., os quais so
produzidos em um nico lote.
A equipe de PCP utiliza o conceito 80-20 descrito na sesso 2.2 deste trabalho,
como forma de definir os lotes mnimos a serem produzidos a cada ms, no qual os
classificados como A devero ter os menores lotes possveis, mas que estaro
sendo processados durante todo o ms, j para os produtos classificados como B e
C os lotes devero ser maiores, mas no devero ser processados durante todo o
ms.
O produto caderno espiralado, por ter um giro de matria-prima alto, costuma ter
relativamente poucas semanas de matria-prima em estoque e em processo,
utilizando o conceito PEPS para a matria-prima papel, papelo ondulado, verniz e
tinta e UEPS para as outras matrias-primas (arame, plstico, acessrios), tanto na
gesto de estoques quanto na contbil. Por ser um volume de material muito grande
e por no haver uma rea proporcional para armazenagem, a cobertura de estoque
varia entre trs e seis semanas.
J em relao ao produto acabado, se trabalha com a produo para estoque, os
quais so armazenados no centro de distribuio, devendo ser adotado conceito
PEPS, os produtos acabados so acondicionados em caixas, palets para depois
serem postos nas estantes, que devero estar etiquetados como forma de
identificao.
A equipe de PCP tem como funo principal analisar a quantidade de matria-prima
existente em estoque, qual a capacidade produtiva, o que deve ser produzido e em
qual tempo, disparando as compras de matria-prima. H uma equipe dedicada
previso de vendas, que observa o mercado e faz previso de vendas para o
prximo ms e, a partir desta informao, determina quanto dever ser produzido.
A partir do plano geral de venda, o PCP faz o plano de produo, anlise de
capacidade, anlise de recursos crticos, anlise de materiais crticos e anlise do
53
melhor roteiro, montando um planejamento com prazos menores, ou seja, um
planejamento mensal, como forma de se mensurar o volume produzido que ir
balizar o volume de matria-prima adquirida, o tempo de mquina parada por falta
de produto, setup, manuteno, ou seja, se o tempo despendido para a produo de
caderno espiralado no foi alto. Esta verificao feita semanalmente.
O planejamento mensal desmembrado em quatro semanas, para que seja
passado para a fbrica o planejamento semanal, quando j foi estudado o material a
ser utilizado, definidos os roteiros de fabricao e as possveis folgas.
No planejamento mensal tambm est previsto os tempos de setup, por
equipamento e do conjunto, como forma de se ter um melhor aproveitamento dos
tempos de parada.
O processo de fabricao de cadernos executado em dois locais distintos dentro
da fbrica, devido haver equipamentos de tecnologias diferentes. O processo
descrito na Figura 11 est localizado na unidade I.
Figura 11: Processo de fabricao de cadernos na Unidade I
54
O processo de fabricao de cadernos tem incio com o corte do papel que chega
em bobinas que ir abastecer a guilhotina. Este estoque de papel dever abastecer
em um primeiro momento os equipamentos de impresso off-set, conforme a Figura
12.
Figura 12: Processo de corte do papel em bobina na Unidade I
Os equipamentos de impresso off-set so os responsveis por imprimir os modelos
de capas que sero utilizados. A impresso das capas tem incio assim que so
definidos os modelos e as impressoras so abastecidas com os papis cortados no
processo anterior. Os operadores possuem a funo de monitorar todo o processo
de impresso. A mesma equipe que abastece tem a funo de retirar os lotes de
folhas impressas e abastecer o processo seguinte, conforme a Figura 13,
absorvendo parte do estoque gerado pelo processo anterior e gerando uma grande
quantidade de estoque de folhas impressas que, por sua vez, iro abastecer os
processos de corte e montagem das capas, abastecendo, na sequncia, o
equipamento de montagem do caderno.
Figura 13: Processo impresso off-set na Unidade I
55
A rea de estocagem das capas est bem prxima dos equipamentos e elas so
produzidas e estocadas a partir da definio dos modelos para o perodo de volta s
aulas do ano seguinte.
Como a produo de capas tem incio assim que so definidos os modelos, tem-se a
falsa impresso de que o equipamento de montagem do caderno da unidade I o
gargalo do processo, visto que a rea de estocagem rapidamente ocupada. Mas,
como este equipamento pode operar 24 horas, ele consegue processar quase todo o
estoque em pouco tempo.
Os acessrios (porta papel, folha de adesivos, Post it etc.) que comporo o caderno
so estocados no almoxarifado e a sua retirada se d por meio de ordem de
produo, com as quantidades exatas que sero utilizadas. A movimentao destes
acessrios feita com empilhadeiras eltricas, quando so movimentados entre as
unidades fabris e, em paleteiras manuais, quando a movimentao ocorre dentro da
prpria unidade.
O equipamento de montagem do caderno executa quase todos os processos sem
que haja a interferncia humana, sendo necessrio apenas o abastecimento das
capas e acessrios. Este equipamento abastecido com uma bobina de papel, onde
ser executada a pautao, furao e o corte do papel. Aps este processo so
adicionados os acessrios que comporo o caderno, conforme a Figura 14.
Figura 14: rea de estocagem e fabricao de cadernos na Unidade I
Os operadores so os responsveis por acompanhar os estoques de acessrios e
capas que esto alimentando o equipamento e monitorar o processo para que no
haja imprevistos.
56
O processo de fabricao de cadernos descrito na Figura 15 executado na
unidade II, visto que so equipamentos com capacidade produtiva e flexibilidade
distinta. Todo o processo de abastecimento feito manualmente, sendo o processo
de espiralizao automtico, ocorrendo logo depois o controle de qualidade e o
acondicionamento dos cadernos em pacotes plsticos e depois em caixas. Cada
pacote plstico pode conter at cinco cadernos e cada caixa at seis pacotes.
Figura 15: Processo de fabricao de cadernos na Unidade II
O processo de corte do papel que chega em bobinas executado conforme a Figura
12 e tem a funo de abastecer os equipamentos de off-set, conforme a Figura 13, e
os equipamentos flexogrficos que iro pautar as folhas que j se encontram
cortadas, conforme Figura 16. Este processo considerado rpido e ir processar a
parte restante do estoque produzido pelo processo de corte, liberando grande
quantidade de estoque de folhas pautadas.
57
Figura 16: Processo de impresso das folhas pautadas na Unidade I
O estoque de folhas pautadas processado pela rotina de corte, furao e
separao, sendo feito de forma manual pelos operadores, conforme a Figura 17.
Esse um dos processos mais lentos e, por sua vez, ir abastecer o processo de
montagem do caderno na unidade II.
Figura 17: Processo de corte, furao e separao das folhas pautadas
O equipamento de montagem do caderno espiralado da unidade II tem que ser
abastecido com as folhas pautadas e cortadas, capas e acessrios e deve ser
monitorado durante todo o processo de montagem do caderno. Este equipamento foi
adaptado pela prpria empresa para montar cadernos de at 400 folhas, isto porque
o mercado passou a exigir cadernos com um nmero maior de folhas, conforme a
Figura 18.
A produtividade mensurada tendo por base o programa de tempos e mtodos
produtivos (faz parte do controle da produtividade), avaliando a qualidade que foi
previamente estabelecida e o tempo perdido por diversos fatores, considerado o
tempo no-produtivo. O conjunto destes indicadores de produtividade comparado
58
com os dos anos anteriores e com a mdia do setor grfico, para se estabelecer o
nvel de produtividade.
Figura 18: rea de estocagem e fabricao de cadernos na Unidade II
Existem as perdas de projeto do produto, cujo custo diludo no produto final; as
perdas por questes tcnicas, devido ao setup de mquina ou operao; perdas de
adequao do material, para o qual definido um percentual, quando do
desenvolvimento do produto, sob responsabilidade da engenharia; as perdas no
processo de fabricao, que ocorrem quando o papel enrosca ou rasga; e as perdas
inevitveis, que so aquelas que ocorrem e j so previsveis. Um exemplo a
bobina de papel, na qual h uma perda de 60 kg de papel, visto que,
aproximadamente 2 centmetros do papel que reveste a bobina, para proteo e
com isso evitar que toda a bobina seja contaminada por algum produto indesejado.
A logstica de planta na rea fabril complexa, isto devido ao layout, s reas de
circulao, disposio dos equipamentos, o trfego de pessoas e equipamentos e
pelo processo estar distribudo em duas unidades distintas. Isso gera perdas com o
tempo de transporte, riscos de acidentes com a matria-prima e com as pessoas,
gastos com a manuteno dos equipamentos que executam o transporte etc.
Pde-se observar que os estoques em processo em algumas fases encontram-se
distantes dos equipamentos que iro processar isto porque as reas de estocagem
encontram cheias ou no h uma definio e delimitao da rea de estocagem.
A estratgia de produo make-to-Stock para o produto caderno espiralado tem a
finalidade de ocultar possveis falhas de planejamento, permitindo com isso que no
59
ocorra o desabastecimento do produto no mercado durante o perodo de demanda,
que seriam os meses de janeiro a maro, definido pela empresa como o perodo de
volta s aulas.
Comparando a estratgia de produo MTS adotada pela empresa e o que o autor
Godinho Filho (2004) descreve na sesso 2.4, pde ser observada uma diferena
quanto ao ponto de formao dos estoques, pois para a empresa interessante ter
a formao de estoques de matria-prima antes do processo de transformao e de
produto acabado aps a distribuio. Como forma de assegurar o atendimento das
requisies que a produo venha a fazer e que se faam necessrias, na figura 19
apresentado o fluxo.
Figura 19: Fluxo do processo Make-To-Stock da empresa
Procura-se classificar todo o estoque com o mtodo ABC, sendo utilizada a tcnica
de trs-pra-frente, ou seja, feita a classificao do produto final e depois ele
decomposto nos seus subprodutos, os quais sero classificados conforme o seu
nvel de criticidade dentro do processo.
Caso ocorra a falta de determinado subproduto, pode ocorrer atraso na entrega at
a parada da linha de produo. Assim, so utilizados os mtodos de clculo do
estoque mnimo, mximo, de segurana e mdio, conforme explicitado na sesso
2.1.1, sendo utilizado o mtodo do primeiro que entra o primeiro que sai (PEPS). O
estoque de matrias-primas dimensionado para um prazo que varia entre trs e
seis semanas, isto porque eles ocupam grandes reas e possuem um custo de
estocagem muito alto.
60
Partindo do fato de que h sazonalidade, os nveis de estoques em processo dentro
da fbrica alcanam volumes estipulados pela equipe de PCP entre os meses de
julho e dezembro, visto que a fbrica no tem como absorver toda a demanda que
ocorre no perodo de volta s aulas do incio do ano.
Os estoques em processo dentro das unidades podem ser observados em toda a
linha de produo de cadernos. Como existem gargalos conhecidos, procura-se
antecipar a produo, gerando em um primeiro momento estoques imediatamente
atrs do recurso gargalo.
Assim que os estoques em processo alcanam o volume programado pela equipe de
PCP, os equipamentos que montam os cadernos entram em funcionamento. Estes
equipamentos possuem a capacidade produtiva mdia de 500.000 cadernos
espiralados.
Os estoques em processo geralmente so prximos dos recursos transformadores,
exceto no caso dos equipamentos de impresso flexogrfica (fazem a pautao das
folhas) e off-set (fazem a impresso das capas) as quais recebem o lote de matria-
prima a transformar, as processam e, assim que terminam, a enviam para o
processo seguinte.
Em cada um dos processos existe uma ordem de servio em que se consegue
identificar e acompanhar a matria-prima em processo. Estas ordens contm sua
origem e seu destino, dados do turno e dados da mquina na qual sofreu
transformao e/ou ser transformado. Estas informaes acompanham a matria-
prima durante todo o processo de transformao.
3.3 Empresa B
A empresa iniciou suas atividades no ano de 1985, na cidade de Campinas, pois a
logstica regional favorecia a operao tanto em termos de suprimentos, quanto em
termos comerciais.
Aps quatro anos, a aquisio de novos equipamentos importados impulsionou a
operao e tornou a empresa uma importante competidora setorial, transferindo a
operao para a cidade de Bauru, cujo potencial de desenvolvimento da regio
proporcionou excelentes perspectivas para a evoluo dos negcios a longo prazo.
61
A empresa possui estrutura organizacional formalmente estabelecida, na qual existe
a delegao das atividades administrativas.
O sistema produtivo caracterizado pela utilizao de layout linear, produo em
lotes, baixo nvel de flexibilidade e produtividade variando conforme a necessidade
do mercado que medida pela varivel volume de pedidos dos ltimos seis meses.
Os principais produtos da empresa so: formulrios em geral, planos e contnuos,
rtulos e etiquetas adesivas, bobinas para automao comercial e dados variveis
para a personalizao de produtos.
Em funo do variado mix de produtos e servios e dos concorrentes especializados,
a gesto de estoques ocorre de forma integrada. Da a conscincia do valor dos
profissionais e equipes para cumprir com o papel de competitividade em tudo que se
faz.
Agilidade e flexibilidade so os objetivos a que a empresa se prope alcanar para
oferecer aos seus clientes sempre o melhor atendimento.
As entrevistas semi-estruturadas foram realizadas com o gerente de produo,
gerente do almoxarifado e com o gerente de PCP em visitas in-loco.
A delimitao do estudo na empresa B ser a linha de produtos formulrio de dados
variveis, na qual estar sendo analisado o processo de fabricao que ocorre na
unidade localizada no distrito industrial.
Para a formulao do lote econmico de produo, as gerncias de produo e de
suprimentos trabalham com as equaes 1, 2, 3, 4 e 5 as quais so descritas na
sesso 2.1. Estas equaes encontram-se inseridas no sistema integrado
desenvolvido na linguagem de programao Dataflex como forma de apoiar a
tomada de deciso.
O planejamento da produo do formulrio de dados variveis (notas fiscais, bilhetes
de passagens etc.) realizado tendo por base, os pedidos e complementado pelas
informaes sobre a quantidade de materiais em processo, estoques, roteiros de
produo, tempos de produo e por meio da relativa dedicao das linhas a
determinada categoria de produto, conforme o volume a ser produzido e nvel de
qualidade e criticidade na entrega. Como exemplo citamos: a linha de impresso dos
62
formulrios de dados variveis possui quatro equipamentos off-set, que so
classificados em micro, pequeno, mdio e grande volume de impresso.
Aps a impresso, segue para o equipamento de alceamento, ou seja, o
equipamento que compor a nota fiscal com todas as suas vias, alm de numerar as
notas fiscais, conforme a liberao da receita federal.
A empresa adotou, desde sua fundao em 1985, a soluo de sistema integrado
para a sua gesto de negcios, sendo o objetivo principal desse sistema uniformizar
o fluxo de informaes entre os diversos departamentos, ou seja, a rea
administrativa, financeira, recursos humanos, comercial, marketing, PCP,
almoxarifado e a produo. Possui tambm uma aplicao de apontamento dos
processos produtivos no cho de fbrica, eliminando, dentro do possvel, a utilizao
de papel para acompanhamento do processo e permitindo que a equipe de PCP
possa acompanhar, em tempo real, a produtividade, alm de alimentar o sistema
integrado. Permitindo que outros departamentos dentro da empresa possam obter
dados mais fidedignos sobre volume de estoque, faturamento, previso de
faturamento, expedio etc.
Todo o controle das ordens de fornecimento (pedidos aprovados e que devero ser
produzidos) feito pelo sistema integrado, que alimentado com as informaes
sobre o processo produtivo, acompanhando, assim, os pedidos de matria-prima
para o estoque, os tempos de processo, setup, desperdcios, paradas, produtividade
e se o produto ser entregue dentro do prazo estipulado.
Todas as possveis composies de produto so documentadas com a finalidade de
se fazer a avaliao de custos, as quais podero ser utilizadas como forma de
medio de desempenho. Essa documentao composta de um design do
produto, lista de materiais, eficincia da mquina, tempo de setup e tempo para
produo e do lote mnimo de produo.
Por ter uma cobertura de estoques que varia entre trs e quatro semanas, costuma-
se ter poucas semanas de matria-prima em estoque e em processo; assim,
utilizado o conceito PEPS, tanto na gesto de estoques quanto na gesto contbil.
Por ser um volume alto de matria-prima, que pode girar em torno de 100 toneladas,
possui rea de armazenagem de aproximadamente trs metros de largura por nove
63
metros de comprimento e cinco metros de altura, a qual pode armazenar
aproximadamente 120 m.
A estratgia de produo empregada na unidade de formulrio de dados variveis,
segundo a gerncia, a de fazer contra pedido (Make-to-Order), visto que o produto
formulrio de dados variveis (notas fiscais, bilhetes de passagens etc) possui nvel
de personalizao especfica, no podendo ser estocado. Partindo deste fato e das
informaes que so geradas pelo sistema integrado, a diretoria juntamente com o
apoio dos gerentes das reas marketing, comercial, produo, finanas e
suprimentos, formulam as previses de demanda e o lote econmico de produo e
compra.
J do ponto de vista de produto acabado, trabalha-se com a produo contra pedido,
ou seja, a produo de determinada nota fiscal s iniciada quando for dada
entrada do pedido pelo vendedor no sistema. Isto porque o produto a ser produzido
personalizado conforme as caractersticas que o cliente necessita e com as
informaes que so passadas pela Secretaria da Fazenda, que a sequncia
numrica das notas fiscais.
Pode-se observar que a estratgia de produo adotada pela empresa o projeto
sob encomenda (Engineering-To-Order), pois antes de haver a liberao da ordem
de fabricao do produto para a produo deve ser desenvolvido o projeto, o qual
engloba desde o desenvolvimento do design do formulrio, a mensurao do custo
de produo, aprovao do rgo fiscalizador, que no caso a Secretaria da
Fazenda, para ento serem gravadas as chapas que faro o processo de impresso
dos formulrios.
A divergncia entre os tipos de sistemas produtivos Engineering-To-Order e Make-
to-Order adotado pela empresa que a gerncia de produo no leva em conta o
processo de desenvolvimento do projeto e sim a fase de entrada da ordem de
produo, sua fabricao e entrega do produto final.
A equipe de PCP tem como funo principal analisar a quantidade de matria-prima
existente em estoque, a capacidade produtiva disponvel, o que deve ser produzido
e em qual tempo, para depois realizar as compras de matria-prima. H uma equipe
dedicada previso de vendas, que tem como funo principal observar o mercado
e suas variaes. Algumas das variveis observadas so: volume de vendas para o
64
mercado interno e externo, polticas econmicas nacionais e internacionais, poder de
compra do consumidor final, dentre outras, e, a partir dessas informaes,
determinar qual o volume de matria-prima dever ser estocado.
A previso de demanda elaborada pela direo com base nas informaes
passadas pelo departamento de marketing, vendas, PCP, almoxarifado e produo.
Esta previso feita quadrimestralmente, podendo sofrer alteraes no transcorrer
do perodo, pois ela todo o tempo monitorada pela equipe de PCP. Sua elaborao
baseada em algumas variveis, como: demanda atual e passada, capacidade
produtiva atual etc.
Parte do seu estoque de matria-prima fica no prprio fornecedor e esta matria-
prima disponibilizada conforme a necessidade. Caso ocorra algum erro de
previso, para mais ou menos, o setor de compras providencia os ajustes nas
compras do ms seguinte, para que no ocorra paralisao da produo.
A partir do plano geral de venda, o PCP faz o plano de produo, a anlise de
capacidade, de recursos e materiais crticos, do melhor roteiro e, aps isto, monta
um planejamento com prazos menores (semanal), ou seja, um planejamento mensal
desmembrado em quatro semanas, como forma de acompanhar o volume
produzido e na compra de matria-prima, mensurando o seu custo total, na
disponibilidade de equipamento. Esta verificao feita diariamente.
O planejamento mensal desmembrado em quatro semanas, para que seja
informado fbrica o planejamento dirio, quando j foi estudado o material a ser
utilizado, definidos os roteiros de fabricao e as possveis folgas, para que caso
entre algum pedido urgente possa ser processado sem que comprometa o que j
est sendo produzido.
O processo de fabricao dos formulrios de dados variveis que ser impresso nos
equipamentos off-set e de alceamento conforme o volume do pedido apresentado
na Figura 20.
65
Figura 20: Processo de fabricao de notas fiscais
O equipamento off-set executa os processos de impresso colorida, serrilhamento
horizontal e vertical e furao dos formulrios sem que haja a interferncia humana,
sendo necessrio apenas o abastecimento das bobinas de papel e o
armazenamento dos formulrios impressos prximo ao equipamento, conforme a
Figura 21, para que sejam transportados para a rea onde se encontra a alceadora.
Figura 21: Impresso das notas fiscais na off-set
Os equipamentos de alceamento so os responsveis por montar as notas fiscais e
imprimir a numerao sequencial, conforme Figura 22, absorvendo todo o estoque
de formulrios que foi gerado pelas impressoras off-set que, dependendo do volume
e tipo de formulrio, poder acumular estoque montante, entre quatro e seis horas
de processo. Os estoques jusante so dos produtos acabados, pois no processo
de alceamento j ocorre o empacotamento dos formulrios, que sero
posteriormente enviados para o cliente.
66
Figura 22: Alceamento das notas fiscais
A produtividade mensurada a partir de informaes geradas pelo sistema ERP. O
operador responsvel em lanar o horrio que iniciou e terminou um processo
produtivo, se houve parada e por qu, quem o operador, dentre outras variveis. O
conjunto de valores destes indicadores comparado com os dos perodos anteriores
e, quando possvel, com o da concorrncia, para se estabelecer o nvel de
produtividade desejado.
Existem as perdas previstas, as quais so definidas na fase de projeto do produto.
Estas perdas so medidas tendo por base algumas variveis, que so: dimenses
do formulrio, a quantidade de impresses que ter na folha, as margens que
dever ter durante o processo no equipamento off-set e depois descartadas, cujos
custos so diludos no valor do produto final. H tambm as perdas por questes
tcnicas, devido ao setup de mquina ou operao; perdas de adequao do
material, o qual definido um percentual, quando do desenvolvimento do produto,
que de responsabilidade da engenharia de produto; as perdas no processo de
fabricao, que ocorrem quando, por exemplo, o papel enrosca e rasga; e as perdas
inevitveis.
O layout da fbrica um misto de produo funcional (os equipamentos off-set
encontram-se todos reunidos em uma nica rea e os equipamentos de alceamento
em outra rea) e em linha, pois o processo alceamento s iniciar aps o trmino do
processo de off-set, havendo entre elas uma rea de estocagem de produtos em
transformao.
A logstica de planta mostrou ser simples e organizada, visto que a rea de
circulao, a disposio dos equipamentos e o trfego de pessoas e equipamentos
no oferecem riscos de acidentes, alm de minimizar as perdas de tempo e
67
produtividade, j que entre os equipamentos de off-set e alceamento ficam os
estoques em processo, permitindo assim um processamento mais eficiente dos
estoques em processo.
O produto formulrio de dados variveis no possui sazonalidade e o cliente tem o
seu pedido atendido em um prazo mximo de uma semana. Isto ir variar conforme
o tipo de formulrio, a classificao do cliente e o volume pedido. Partindo destas
premissas e do lead time de entrega do fornecedor, o estoque de matria-prima
poder ser de aproximadamente cinco dias, j englobando o estoque de segurana.
Para tanto, o mtodo de classificao dos estoques em processo e no almoxarifado
segue o padro do custo mdio, para uniformizar a troca de informaes com o
departamento de contabilidade.
O controle fsico do estoque em processo e do almoxarifado ocorre porque uma
matria-prima que foi para a produo pode no ser utilizada em sua totalidade e,
com isso, ela deve retornar para o almoxarifado. Caso ocorra um novo pedido,
acompanhado para saber se possvel absorver esta matria-prima ou no.
Na produo, os estoques em processo ocorrem em trs locais distintos e esto,
geralmente, prximos dos recursos transformadores. So eles:
a) antes de iniciar o processo de impresso: neste momento o equipamento
abastecido com a bobina de papel, tintas e qualquer outro acessrio que se
faa necessrio;
b) aps a impresso: onde armazenado o formulrio impresso e serrilhado.
Neste momento o volume deste estoque poder variar conforme o tipo de
impresso e quantidade de vias. Por exemplo, um formulrio de quatro vias,
cujo cliente pediu uma quantidade de cinco mil unidades, dever haver a
impresso de vinte mil cpias, ou seja, 5.000 un. X 4 vias =20.000 cpias,
com quatro cores distintas. S aps a impresso total de todas as vias que
este produto deslocado da rea de impresso para rea de alceamento,
para ser posto na fila de espera que pode ser entre quatro e seis horas; e
c) aps o alceamento: neste momento os formulrios j esto montados e esto
embalados e prontos para serem identificados com os dados do cliente e
expedio.
68
Os estoques em processo so calculados em Kilogramas. A frmula de clculo
baseada no nmero de vias, quantidade, gramatura do papel utilizado e suas
dimenses; conforme a equao 06.
Kg = C - I - 0r - N: - (06)
Onde:
Kg Kilogramas;
C Comprimento;
L Largura;
Gr Gramatura;
Nv Nmero de vias;
Q Quantidade.
Este clculo tem como objetivo uniformizar o discurso entre a produo, vendas,
marketing e a contabilidade, permitindo com isso uma visualizao simplificada do
volume produzido e at para mensurar percentualmente a capacidade de ociosidade
atingida durante os ltimos meses, conforme a equao 07.
C0 = CP -IP (07)
Onde:
CO Capacidade Ociosa;
CP Capacidade Produtiva; e
VP Volume Produzido.
Estas informaes so utilizadas pela equipe de PCP como forma de acompanhar a
produo e pela equipe de vendas como forma de mensurar a quantidade que
dever ser produzida de um determinado produto.
A gesto de estoques em suas diversas fases dentro da empresa, ou seja, desde o
suprimento at a distribuio, procura acompanhar o modelo produtivo Engineering-
To-Order, o qual tem o intuito de no permitir a falta de matria-prima, visto que isso
poder gerar atraso na entrega do produto ao cliente, gerando possveis perdas
financeiras e produtivas que podero no ser recuperadas.
69
Comparando a estratgia de produo ETO com a estratgia adotada pela empresa,
pde ser observada uma diferena quanto ao ponto de formao dos estoques, pois
para a empresa interessante ter a formao de estoques de matria-prima antes
do processo projeto, assim a empresa poder atender rapidamente o pedido e nos
casos que ocorrer um projeto que dever utilizar produtos muito especficos, a
formao dos estoques de matria-prima ser antes da fabricao e os estoques em
processo antes do processo de montagem. Como forma de assegurar o atendimento
das requisies que a produo venha a fazer e que se faam necessrias, na figura
23 apresentado o fluxo do processo Engineering-To-Order.
Figura 23: Fluxo do processo Engineering-To-Order da empresa
Dependendo do cliente, estas perdas podero extrapolar o financeiro e o produtivo,
afetando a credibilidade da empresa perante o seu mercado consumidor.
O layout e a logstica de planta da empresa se mostraram adequados ao
monitoramento e acompanhamento dos estoques em processo, no qual se pode
observar a existncia de rotinas para mensurar os volumes de estoques, como forma
de reduzir os desperdcios na produo.
A forma de mensurao do custo do papel a ser utilizado para a produo do
formulrio de dados variveis mostrou-se conveniente, na qual o custeio feito por
meio da unidade de medida Kilogramas.
A empresa adota a estratgia de produo Engineering-To-Order por haver a
conjuno das variveis: capacidade produtiva, poltica de suprimentos, falta de
sazonalidade, poltica de distribuio e layout.
70
3.4 Anlise cruzada dos casos
Nesta etapa da dissertao ser feito um cruzamento das principais caractersticas
dos diversos processos que compem a gesto de estoques das empresas
estudadas, conforme aconselha a teoria sobre a metodologia apresentada na
primeira sesso. Para elaborao desta comparao sero utilizados como
referncia os elementos que compem o roteiro utilizado para a realizao da
entrevista junto s empresas estudadas (Apndice A).
As duas empresas estudadas podem ser consideradas de grande porte e, em
consequncia disso, possuem estrutura organizacional bem definida, com
preocupao em relao definio de responsabilidades entre as atividades
produtivas, que so executadas sob o comando dos gerentes industriais tendo uma
clara definio das funes tcnicas e administrativas.
A empresa A tem como estratgia de produo fazer para estoque (Make-To-
Stock), pois o produto caderno possui sazonalidade, capacidade produtiva limitada
e tem maior pico de demanda no perodo de volta s aulas, que vai de janeiro a
maro. Sua produo tem incio no ms de junho, tendo seu pice de produtividade
nos meses de outubro a dezembro, quando a produo passa a trabalhar vinte e
quatro horas por dia.
J a Empresa B tem como estratgia de produo desenvolver contra pedido
(Engineering-To-Order) para o produto formulrio de dados variveis, pois este
produto personalizado conforme a necessidade do cliente e no afetado pela
sazonalidade, mas sim com a necessidade de personalizao que exigida pela
empresa cliente que est disposta a esperar um perodo de tempo razovel, ou seja,
de at cinco dias para estar pronto e sendo expedido. Neste prazo de tempo inclui-
se o processo de avaliao e aceite pela secretaria da fazenda.
O layout da empresa A por processo ou funcional, visto que os recursos similares
encontram-se prximos. Este layout utilizado porque o mesmo equipamento pode
servir para a fabricao de vrios tipos de produtos.
O layout e a simulao dos possveis roteiros produtivos so estruturados tendo
como referncia a estratgia produtiva Make-To-Stock. Logo, dever haver o
dimensionamento de reas de armazenagem entre os diversos processos de
transformao da matria-prima e confeco do produto acabado.
71
A Empresa B possui um layout misto, pois adota tanto o funcional quanto o linear.
Os equipamentos transformadores encontram-se prximos uns dos outros, tendo
uma rea de estocagem antes e depois de cada processo, ou seja, h um estoque
antes da impresso off-set, outro estoque entre o processo de impresso e
alceamento e aps o alceamento, quando o produto enviado para a expedio.
Dentro deste formato linear, os equipamentos off-set encontram-se posicionados de
forma a trabalharem simultaneamente, visando permitir processar mais de um
pedido, ou um pedido em mais de uma impressora, conforme a sua criticidade ou
volume. Os equipamentos de alceamento encontram-se tambm prximos e
trabalhando em paralelo, para atender todo o volume produtivo, definido pela equipe
de PCP.
O layout estruturado tendo como referncia a estratgia produtiva Engineering-To-
Order. Isto ocorre porque os recursos transformadores esto dispostos no modelo
por processo ou funcional, havendo entre eles uma rea de armazenagem, a qual
tem a funo de pulmo entre os processos, visto que eles esto dispostos de forma
linear.
A empresa A trabalha a gesto de estoques utilizando a metodologia do primeiro
que entra o primeiro que sai, visto que o giro de matria-prima em processo
muito alto e a mensurao destes estoques se d a partir da classificao ABC. Esta
mensurao feita de trs-pra-frente, ou seja, classifica-se o produto final e, a partir
dele, feita a decomposio e a classificao dos subprodutos, conforme a sua
criticidade no processo.
Tambm se trabalha com a mensurao do lote econmico de produo, pois h
duas linhas de produo de cadernos espiralados, sendo que a linha da unidade I
possui baixa flexibilidade e um alto volume de produo, pois quase todo o seu
processo automatizado. Os nicos processos que no so automatizados a
alimentao da contracapa, acessrios e capa.
J a linha de produo da unidade II possui baixo volume de produo e uma alta
flexibilidade, quanto composio do produto. Isto ocorre porque nesta linha a
produo quase toda manual, permitindo que haja uma interferncia humana
maior, sendo os nicos processos automatizados a espiralizao e o
empacotamento.
72
utilizado um sistema de identificao dos lotes, durante todo o processo de
transformao da matria-prima, para que se possa fazer um acompanhamento e
saber em que estgio se encontra determinada ordem de produo.
O volume de estoques em processo pode ser considerado alto, visto que o produto
final sofre influncia do mercado cuja demanda sazonal, de aproximadamente trs
meses, tendo como base de demanda a estratgia de produo MTS.
A empresa B trabalha a gesto de estoques focando tambm na metodologia do
primeiro que entra o primeiro que sai, porque o giro do estoque em processo
muito alto; a mensurao destes estoques se d pela classificao de custo mdio.
Esta mensurao ocorre como forma de unificar o discurso entre a produo,
almoxarifado, compras e a contabilidade, visto que estes departamentos so peas-
chave quando da formao do lote econmico de compra, sendo definido a partir do
volume de vendas realizadas, da capacidade produtiva e do volume de matria-
prima em estoque.
Os estoques em processo ocorrem em trs momentos durante a produo de
formulrio personalizado. Estes estoques em processo existem por conta da alta
capacidade produtiva dos equipamentos off-set; sendo assim, pode ser observado
um volume de matrias-primas a serem processadas antes do incio da impresso e
logo aps e por conta dos equipamentos de alceamento possurem uma capacidade
produtiva inferior. Estes estoques chegam a permanecer entre quatro e seis horas
para poderem ser alceados.
A gesto de estoques segue as diretrizes que esto embasadas na estratgia de
produo ETO, para que no ocorra a gerao de estoques desnecessrios e
aumento dos custos de estocagem e depreciao.
Na empresa A, a avaliao dos estoques se d pela classificao ABC, para a
definio das matrias-primas mais importantes na composio do produto final, pois
caso se esgote podero deixar a produo desabastecida, gerando com isso
prejuzos e elevao dos custos produtivos.
Pde-se observar que a empresa vem desenvolvendo um modelo quantitativo com o
intuito de mensurar a capacidade ociosa das unidades de negcio e dos
equipamentos individualmente, por exemplo: o clculo do lote econmico de
produo como forma de validar a capacidade ociosa. Este modelo tem a finalidade
73
de gerar um parmetro de medio que comparado com os ltimos n meses dir
como um determinado produto foi processado e permitindo gerar previses
grosseiras de como vem sendo o desempenho geral.
A empresa trabalha com entregas programadas de matria-prima, visto que
aproximadamente 80% dos estoques do ms esto armazenados no prprio
fornecedor que, junto com o pessoal de compras, PCP e almoxarifado, elaboram o
intervalo de tempo entre as entregas.
O alinhamento da avaliao dos estoques com a estratgia de produo Make-To-
Stock tem a finalidade de regular os volumes de estoques em processo, matria-
prima e de produto acabado.
Na empresa B, a avaliao dos estoques se d com a estratgia Engineering-To-
Order como forma de permitir a mensurao dos volumes de matrias-prima
armazenadas e dos estoques em processo, balizando com os pedidos aprovados e
que foram executados, esto em execuo ou sero executados.
O alinhamento da avaliao dos estoques com a estratgia Engineering-To-Order
permite tambm definir o volume de estoque que ser armazenado na empresa e no
fornecedor, alm de apoiar na definio dos intervalos de entrega.
Nas empresas A e B, o suprimento de matria-prima pelo fornecedor ocorre de
forma contnua e dentro de perodos pr-definidos. As entregas so feitas por meio
de caminhes e possuem uma rea de carga e descarga dentro das unidades fabris.
Os estoques existentes dentro das empresas so dimensionados para durarem em
mdia de trs a seis semanas de produo, pois as mesmas procuram estipular em
contrato com os fornecedores a forma e os prazos de entrega os quais podem sofrer
ajustes durante o perodo de vigncia do contrato.
Para as duas empresas, os principais fornecedores so definidos tendo por base a
qualidade do produto, tempo de entrega, capacidade de estocagem, confiabilidade
no atendimento dos pedidos, dentre outros.
Para a empresa A, o processo de suprimento de matria-prima do fornecedor para
a empresa e do estoque para a produo esto alinhados com a estratgia de
produo Make-To-Stock, j que os volumes no podero ser muito altos, pois
podero gerar transtornos quanto armazenagem das matrias-primas que esto
sendo processadas.
74
J para a empresa B, o processo de suprimento de matria-prima do fornecedor
para a empresa e do estoque para a produo esto alinhados com a estratgia de
produo Engineering-To-Order. Isto ocorre porque a matria-prima s sair da rea
de armazenagem, quando houver uma ordem de fabricao, pois o produto final
possui caractersticas nicas quanto a sua qualidade, forma de produo e design.
A empresa A possui diversos equipamentos nos quais o setup ocorre de forma
isolada e em vrios momentos durante a fabricao do produto caderno espiralado.
Os principais setups ocorrem nos equipamentos de corte da folha, que vem em
bobinas para as dimenses pr-determinadas, nos equipamentos off-set, nas
flexogrficas, no equipamento de montagem dos cadernos espiralado conforme o
nmero de folhas que deva ter e os acessrios que o comporo.
A estratgia de produo Make-To-Stock no influencia os tempos de setup dos
equipamentos, pois sempre haver reas de estocagem entre os processos de
transformao que devero estar mantendo volumes de estoques que gerar um
lead time para o setup.
Na empresa B o setup do equipamento off-set possui um tempo mdio de vinte
minutos, por envolver a troca das chapas de impresso, abastecimento de tintas,
ajuste das laminas e dos rolos de impresso e definio da velocidade e qualidade
da impresso.
No equipamento de alceamento o setup ocorre conforme o nmero de vias dos
formulrios, dimenses e ajustes dos rolos pressores, no permitindo testes de
posicionamento.
Estes processos so os dois processos mais importantes e impactantes nos
resultados operacionais da produo e da empresa, j que se trabalha com tempos
pr-determinados e qualquer imprevisto pode significar perda de rendimento
produtivo.
A estratgia Engineering-To-Order influencia nos tempos de setup, porque no
podero ocorrer atrasos, pois as entregas possuem um lead time de entrega muito
pequeno. Logo, as paradas para setup devero ser programadas para ocorrer entre
um pedido e outro, nunca durante a execuo de um pedido.
75
Na empresa A, a previso de demanda elaborada pelo departamento de
marketing, tendo como base as informaes geradas pela produo, vendas, PCP e
almoxarifado. Esta previso tem a durao de um ano, podendo sofrer alteraes no
transcorrer do perodo, pois uma previso dinmica e que acompanha a tendncia
de mercado, sendo acompanhada por todos os departamentos envolvidos.
A sua elaborao feita a partir da seleo de algumas variveis, como: demanda
do ano anterior, demanda futura, capacidade produtiva, ambiente poltico etc. Estas
variveis iro ajudar a compor a estratgia de estocagem de matria-prima
produo, determinando quando a produo dever ter incio e qual dever ser o
volume produzido.
Na empresa B, a diretoria elabora a previso de demanda tendo como base as
informaes geradas pela produo, marketing, vendas, PCP e almoxarifado, as
quais so discutidas em reunio com os departamentos. Esta previso elaborada
para o quadrimestre, podendo sofrer alteraes no transcorrer do tempo, visto que a
equipe de PCP tem a responsabilidade de acompanhar a sua evoluo.
A previso de demanda ir ser um fator influenciador da estratgia de produo
ETO; j que, a partir da previso de demanda, sero definidas as variveis que
comporo a estratgia de produo.
A sua elaborao feita a partir das seguintes variveis: demanda do perodo
anterior, atual e futuro, capacidade produtiva, ambiente poltico etc. Estes aspectos
iro nortear a estratgia de gesto de estoques, uma vez que toda a produo
segue o modelo ETO, que influencia todos os processos.
A distribuio do produto acabado na empresa A feita por caminhes prprios, os
quais percorrem um roteiro pr-determinado entre a fbrica e o centro de
distribuio.
Neste centro de distribuio os produtos so acondicionados de forma a diminuir os
riscos de avarias. Quando a venda concretizada, dependendo da distncia, volume
e prazo de entrega, o produto poder seguir em caminhes prprios, de operadores
logsticos ou areos, podendo ser acondicionados em caixas, que sero agrupadas
em palets e/ou container.
A estratgia produtiva Make-To-Stock no influencia a distribuio, porque o volume
de pedidos s comea a crescer nos meses de outubro e novembro alcanando o
76
seu pico no ms de dezembro e voltando a baixar no transcorrer do ano seguinte
permitindo que sejam atendidos quase que imediatamente.
Na empresa B, a distribuio do produto acabado ocorre quase que
simultaneamente a sua finalizao e, dependendo da localizao do cliente e do
nvel de prioridade, ele ser transportado em caminhes da empresa, operadores
logsticos ou pelos correios. Isto ocorre por conta da empresa adotar a estratgia
Engineering-To-Order.
Na Tabela 2 apresentada uma comparao de algumas caractersticas analisadas
nas duas empresas.
Tabela 2: Resumo das principais caractersticas das empresas estudadas
Caractersticas Empresa A Empresa B
Fundao 1928 1985
Nmero de
colaboradores
1.uuu Suu
Nicho de
mercado
Produtos escolares, agendas,
escritrio e casa.
Formulrios de dados variveis
(notas fiscais, guias, recibos de
pagamento personalizado ou pronto
e listagens).
Estratgia de
produo
Make-To-Stock (MTS). Engineering-To-Order (ETO).
Previso de
demanda
Consenso de executivos e
extrapolao anual.
Consenso de executivos e
extrapolao quadrimestral.
Layout Por processo ou funcional. Misto de linear e funcional.
Setup No influncia o sistema produtivo. Influencia o sistema produtivo.
Suprimentos Ocorre antes de iniciar a produo. Pode ocorrer em paralelo ao projeto.
Distribuio
H um centro de distribuio para
atender a estratgia de produo.
Ocorre no momento que o produto
liberado para expedio, tendo at 2
horas de lead time.
3.5 Influncia da estratgia do sistema produtivo
Neste tpico apresentada uma anlise da influncia do sistema produtivo ETO e
MTS sobre algumas caractersticas da administrao de materiais a partir dos
estudos de caso apresentados.
a) Produo
O alinhamento da produo deve objetivar o atendimento das necessidades dos
clientes reduo dos custos de produo, por meio da utilizao racional dos
equipamentos e pessoas, ou seja, produzir somente o necessrio no momento certo,
evitando a ocorrncia desnecessria de estoques entre os processos, conforme
explicita Salomon et al. (2002) no tpico 2.6.
77
A produo deve se relacionar com o sistema produtivo em trs nveis, os quais so
definidos por Davis, Aquilano e Chase (2001) na sesso 2.6 como sendo o
estratgico (longo prazo), ttico (mdio prazo) e operacional (curto prazo), devendo
ocorrer uma interdependncia operacional entre as reas de suprimentos,
distribuio, almoxarifado e produo.
No caso do sistema produtivo Make-To-Stock, este relacionamento tem a finalidade
de atender as necessidades futuras do mercado consumidor por meio da gerao de
estoques e atendimento imediato do pedido, pois se sabe que h algum tipo de
restrio produtiva que poder gerar um possvel lead time e, consequentemente, a
perda da venda.
No caso do sistema produtivo Engineering-To-Order o relacionamento existe como
forma de monitorar as possveis falhas que por ventura podero gerar perda de
produtividade; este tipo de sistema prev que o cliente sensvel ao lead time de
distribuio e que no admite falhas.
Nos dois casos pode-se relacionar algumas variveis que podero contribuir para a
reduo de falhas. So elas: formulao dos lotes de produo, volumes de
estoques, da capacidade ociosa e do lead time de entrega etc.
b) Previso de demanda
A previso de demanda um fator influenciador e influenciado pela estratgia do
sistema produtivo, uma vez que ela norteia sua formulao, determinando quando a
produo dever ter incio e qual deve ser o volume a produzir.
A previso de demanda pode ser elaborada por meio da definio de algumas
variveis quantitativas e qualitativas de forma a tentar gerar um equilbrio na tomada
de deciso. Algumas variveis utilizadas so: ciclo de vida do produto, margem de
contribuio, variedade de produtos, erro de previso, lead time para solicitao e
entrega de produto, alm de trabalhar com a mdia mvel, como forma de minimizar
as curvas de tendncias (sazonalidade).
A estratgia do sistema produtivo Make-To-Stock e a previso de demanda possuem
uma interdependncia, pois elas devero interagir entre si, na qual Corra, Gianesi e
Caon (2001) definem no tpico 2.5 algumas requisies que ajudaro no
mapeamento das necessidades futuras do mercado consumidor.
78
J no caso da estratgia do sistema produtivo Engineering-To-Order e a previso de
demanda, esta relao de interdependncia no se faz to presente, pois a
estratgia ETO voltada para o momento de entrada do pedido e ter um lead time
de entrega j definido e muito provavelmente no ocorrer mais e a previso de
demanda estar preocupada com as incertezas futuras do mercado quanto ao que
est sendo produzido, conforme descreve Chase, J acobs e Aquilano (2006), Chopra
e Meindl (2003), Stevenson (2001) e Lopes (2002).
c) Sazonalidade
Analisar a sazonalidade do mercado, significa estudar o comportamento do mercado
consumidor quanto demanda de um determinado produto e sua influncia na
estratgia do sistema produtivo que a empresa poder vir a adotar e em alguns
aspectos da demanda que podem servir como varivel de definio e manuteno
da estratgia.
A estratgia Make-To-Stock apresenta-se ideal para um nicho de mercado que
possui picos de consumo em determinados perodos do ano e os consumidores so
crticos e no possuem fidelizao quanto ao produto, mas quanto disponibilidade
e preo, por serem consumidores que precisam ter o produto no momento de
necessidade, sendo de vital importncia estar sempre monitorando e atualizando as
previses de demanda uma vez que ela ser uma das ferramentas mais
importantes.
J a estratgia Engineering-To-Order no se adqua a um mercado sazonal pois no
ETO cmodo possuir certo nvel de previsibilidade e os clientes possurem uma
fidelizao quanto ao produto e fornecedor. Isto porque no pode ocorrer sobra de
produto acabado, seja por excesso de produo ou reduo da quantidade pedida
na ordem de fornecimento e nem a falta de produto, pois isto pode implicar em
aumento do custo de fabricao.
d) Layout
O layout pode contribuir para a estratgia de produo e de estoque, porque ele far
todo o arranjo dos recursos transformadores, definindo reas de armazenagem para
os recursos a transformar ou em transformao. Tambm ser til para a medio
dos tempos de transporte, distncias, roteiro, tipo de equipamento que ir percorrer
79
a rea fabril, como tambm destacar os gargalos da produo com suas reas de
armazenagens.
O layout sofre influncia da estratgia do sistema produtivo caso a organizao
adote a estratgia Make-To-Stock, no qual ser necessrio definir as reas de
armazenagem dos recursos em transformao, como forma de atender as
necessidades dos equipamentos mais rpidos ou gargalos.
Slack, Chambers e J ohnston (2002) descrevem que os layouts mais adequados para
o sistema produtivo MTS o por processo ou funcional e celular, mas o que se pde
notar que o layout por processo ou funcional atendeu melhor as necessidades,
pelo fato da variedade de produtos fabricados pelos mesmos equipamentos poder
ser considerada grande.
J o layout da organizao que adota a estratgia do sistema produtivo Engineering-
To-Order pode ser de reas de armazenagem menores, se comparado com a
estratgia Make-To-Stock, pois o volume de estoque poder ser relativamente
pequeno e tendo mais ciclos produtivos, que segundo Slack, Chambers e J ohnston
(2002) dissertam que os layouts por produto e posicional se adaptam a estratgia
Engineering-To-Order. No entanto, observou-se que o modelo adotado o por
produto, o qual facilita e agiliza o fluxo entre os processos.
e) Gesto de estoques
Se a organizao adota a estratgia Make-To-Stock, ela dever possuir certo
volume de matria-prima e de produtos acabados: nos perodos de baixa demanda
dever ser crescente, que dever ser inversamente proporcional nos perodos de
alta demanda.
J uma organizao que adota a estratgia Engineering-To-Order possui uma
gesto de estoques voltada para o equilbrio, na qual os volumes de estoques
sempre devero estar nos limites definidos para o estoque de segurana, ou seja, o
necessrio para iniciar o atendimento dos pedidos e obedecendo ao lead time de
entrega.
Na seo 2, Ortolani (2002) comenta que a gesto de estoques tem reflexos diretos
e significativos no desempenho e nas finanas e segundo Arnold e Chapman (2004)
ajuda a tornar mais produtiva a operao produo, mas se deve fazer o contra-
ponto com a estratgia de sistema produtivo para que se possa definir os volumes
80
ideais de estoque tendo como base as equaes de lote econmico (01), estoque de
segurana (02), mdio (03), mximo (04) e mnimo (05).
A gesto de estoques em processo deve procurar maximizar o ganho de
produtividade, j que o excesso pode gerar perdas por extravio durante o processo
de transformao, ocultar falhas na produo, induzir as equipes envolvidas no
projeto a previses erradas, mas tambm permite ter um lead time grande no que
tange o atendimento das ordens de produo.
A gesto de estoques em processo deve estar em conformidade com a produo
como forma de atender os pr-requisitos da estratgia Make-To-Stock e, assim, se
preocupar com os volumes de estoques existentes dentro da produo, ou seja,
acompanhar para que o processo s seja iniciado quando o volume de estoque dos
produtos que o comporo esteja dentro do que foi estabelecido pela equipe de PCP,
como forma de equilibrar os custos de produo.
J a gesto de estoques em processo em uma organizao que adota a estratgia
Engineering-To-Order deve ser monitorada todo o tempo para que no se gere
excessos na fase de projeto, na qual deve ocorrer definio do volume de matria-
prima e de como gerao dos estoques em processo ser utilizado.
Assim, s ser passado de uma fase para outra quando o processo como um todo
acabar ou se for atingida as quantidades mnimas para se iniciar a prxima fase,
objetivando a reduo dos custos de produo como ganho de produtividade e
procurando observar se no h mais nenhum pedido a ser processado que possa
utilizar as mesmas matrias-primas.
A gesto de estoques em processo um fator crtico para as indstrias porque se
no houver um acompanhamento sistemtico dos volumes de matrias-primas que
esto sofrendo transformao na produo, podero gerar alguns transtornos do
tipo: alto custo homem/hora trabalhado, alto custo de estocagem dentro da fbrica,
congestionamento nas vias de transporte causado pela movimentao excessiva de
produtos etc.
A logstica de planta no contexto da estratgia do sistema produtivo deve estar em
sintonia com todas as reas da qual ela dependa e que dela dependem, pois dever
estar monitorando todos os processos de entrada e sada para saber se o processo
de transformao est tendo nveis de produtividade adequados a estratgia
81
utilizada, se os recursos que a produo necessita esto sendo disponibilizados nos
prazo pr-estabelecidos e se a expedio est sendo informada sobre os lotes de
produtos acabados disponveis para entrega.
A logstica de planta deve estar comprometida com a estratgia Make-To-Stock ou
Engineering-To-Order, j que ela ser responsvel por acompanhar todos os
processos produtivos dentro da organizao, procurando organizar e sincronizar,
como forma de tornar todo o processo eficaz, ou seja, execut-los da melhor forma
com o menor custo possvel.
Na seo 2.8 Faria, Robles e Bio (2004) comentam que a logstica de planta envolve
todas as atividades logsticas interna a empresa, mas deve-se observar que deve
haver um alinhamento com o sistema produtivo e a interao com os departamentos
de marketing visando acompanhar as expectativas de vendas e com a qualidade
para estar sempre monitorando os processos de qualidade como forma de gerar
ganho de produtividade.
f) Setup
O setup dos equipamentos deve ocorrer de forma sincronizada e obedecendo ao
roteiro de produo como forma de reduzir o lead time entre os processos. O setup
uma ao que no influncia na estratgia do sistema produtivo Make-To-Stock, j
que o volume de estoque em processo geralmente suficiente para ocultar o setup.
J na estratgia do sistema produtivo Engineering-To-Order, o setup pode ser uma
ao que tem alto nvel de influncia no processo, visto que no podero ocorrer
atrasos, pois as entregas possuem um lead time muito pequeno. Desta forma, as
paradas para setup devero ocorrer entre as ordens de fabricao e tendo tempos
mdios relativamente pequenos.
O processo de setup dos equipamentos deve ser visto como um processo crtico e
que deve ser executado de forma sincronizada, ou seja, obedecendo a programao
estabelecida antes de iniciar o processo produtivo de determinado equipamento e
que no gere a parada dos equipamentos montante por falta de matria-prima,
devendo ser executado por pessoas treinadas. Aqui, qualquer tipo de falha que dure
mais que o tempo programado em qualquer uma das estratgias poder gerar
queda nos nveis de desempenho com a possvel parada de todo o processo de
fabricao.
82
g) Logstica de suprimentos
A logstica de suprimentos possui uma funo importante para a organizao, pois
ser por meio dela que sero elaboradas as polticas de compra, abastecimento,
seleo de fornecedores, estocagem, tempo de entrega etc.
Na estratgia do sistema produtivo Make-To-Stock a logstica de suprimentos deve
se manter alinhada para que no ocorra a armazenagem de grandes volumes de
matrias-primas nos perodos de baixa produo, gerando com isso um aumento
dos custos de estocagem e para que no haja baixo volume de estoque quando a
produo estiver no pice.
J na estratgia do sistema produtivo Engineering-To-Order, a logstica de
suprimentos tem de se preocupar em no deixar faltar o produto, definindo uma
poltica de re-abastecimento, ou seja, definindo prazos, volumes e local de entrega.
Isto porque a falha em uma destas variveis pode significar a parada da produo
por falta de produto e, consequentemente, a possvel perda do pedido e de parte da
produo.
Na sesso 2.8 Ballou (2003) comenta que a logstica de suprimentos deve estar
administrando o fluxo de matria-prima para a empresa, como forma de satisfazer as
necessidades da operao, mas pde-se observar que existem outras funes
intrnsecas a logstica de suprimentos que seriam: administrar confiabilidade do
fornecedor, sua localizao, a gerao de custos logsticos, qualidade da matria-
prima etc.
h) Logstica de distribuio
A logstica de distribuio deve estar sempre revendo as suas metas e objetivos
como forma de avaliar se est sincronizada com a estratgia do sistema produtivo,
uma vez que ela o final de toda a cadeia produtiva e, caso no seja bem
executada, no haver muito tempo ou formas de corrigir as falhas geradas.
A estratgia do sistema produtivo Make-To-Stock pode influenciar a distribuio
porque o volume de estocagem nos meses que antecedem o pico de vendas entra
em uma curva ascendente. Logo, o centro de distribuio tem de possuir uma rea
construda relativamente grande ou contratar servios de estocagem de terceiros
para poder absolver todo volume de produtos produzidos.
83
Ser responsvel pela definio do meio de transporte a ser utilizado, pois,
dependendo da localizao do cliente, poder ser definido outro meio de transporte
que no seja o rodovirio, como por exemplo: ferrovirio, fluvial, martimo e areo.
Desta forma deve ser analisado no s o custo de armazenagem, mas tambm o de
transporte, tempo e risco, j que o consumo dos produtos ser quase que imediato a
sua entrega ao cliente.
A logstica de distribuio pode ser influenciada pela estratgia do sistema produtivo
Engineering-To-Order, pois existem prazos a serem cumpridos e que esto em
contrato, j que o cliente no est disposto a tolerar falhas quanto entrega e que
possam vir a comprometer as suas operaes, porque os pedidos so todos
personalizados e a distribuio ocorre quase que imediatamente ao final do
processo de produo.
Neste caso, a rea de armazenagem no necessita ser grande, pois tudo que se
produz deve ficar no mximo vinte quatro horas dentro da empresa aguardando
transporte que, dependendo do tipo de cliente e sua regio de atuao, ele mesmo
assume os custos de transporte do produto.
Na sesso 2.8 Bowersox e Closs (2001) e Ballou (2003) descrevem que a logstica
de distribuio inicia-se com o pedido do cliente e termina com a entrega do produto
acabado. Pode-se acrescentar a isso, que deve haver a preocupao com os
volumes de produtos acabados em estoque, qual o nvel de confiabilidade das
transportadoras quanto ao cumprimento dos prazos e segurana da carga, qual o
tipo de transporte deve ser utilizado, como forma de melhor atender o cliente etc.,
objetivando garantir que no faltar produto para o mercado consumidor.
84
4 CONCLUSO
A indstria grfica possui a caracterstica de ser muito diversificada, pois deve ter
flexibilidade para atender desde os servios pblicos at a indstria de manufatura
como um todo.
O objetivo deste trabalho foi o de analisar a gesto de estoques em duas empresas
do setor grfico localizadas na regio de Bauru, na qual uma adota o sistema
produtivo Engineering-To-Order (ETO) e a outra o sistema produtivo Make-To-Stock
(MTS). O qual foi alcanado por meio da triangulao dos meios de coletada de
dados, ou seja, entrevista semi-estruturada, anlise documental e observao in-
loco e estes tiveram como embasamento o referencial terico.
Seguindo o que preceitua a teoria relacionada pesquisa qualitativa, optou-se por
utilizar a metodologia de estudo de casos mltiplos, que segundo Yin (2005), gera
maior confiabilidade quanto aos dados que so gerados.
Ratificando o que est descrito no referencial terico sobre metodologia (item 1.3),
pde-se constatar que a pesquisa qualitativa favoreceu a obteno das informaes,
que segundo Santos, Rossi e J ardilino (2000) o sujeito da pesquisa no reduzido
a variveis isoladas, mas como parte da pesquisa. Esse fato corroborou em criar um
clima de colaborao entre o pesquisador e as pessoas entrevistadas e a circulao
nos ambientes produtivos positivamente para reduzir o distanciamento entre as
partes.
Aps a descrio da gesto de estoques de cada uma das empresas apresentadas
nos estudos de caso, elaborou-se anlise cruzada dos casos, sendo possvel
identificar os procedimentos comuns entre eles e aqueles singulares e confeccionar,
de forma condensada e simplificada, uma tabela-resumo contendo seus principais
elementos. Aps estes procedimentos foi elaborada a anlise da influncia do
sistema produtivo sobre a gesto de estoques.
Durante a anlise cruzada dos dados pde-se observar algumas diferenas em
relao literatura pesquisada, as quais sero apresentadas a seguir:
85
a) logstica de suprimentos: pde-se observar que a funo logstica de
suprimentos vai alm do fluxo de matria-prima e de produtos acabados, ou
seja, controlando o grau de confiabilidade dos fornecedores, trabalhando em
conjunto com a qualidade para checar a conformidade da matria-prima e
tendo a funo de estar sempre criticando as ordens de compra para que a
mesma se mantenha alinhada com a estratgia do sistema produtivo adotado;
b) logstica de distribuio: tem outras metas a serem cumpridas alm de
gerenciar a rotina que compreende desde o pedido at a entrega do produto
acabado ao cliente final, mas tambm controlar e informar a produo sobre
os volumes de produtos acabados em estoque, como forma de se mantendo-
se alinhado com a estratgia do sistema produtivo e atendendo a demanda
do mercado, interagindo com o departamento de qualidade, para ter produtos
acabados dentro das especificaes passada pelo cliente;
c) gesto de estoques: dever se adaptar conforme o sistema produtivo que a
empresa decida adotar e dever possuir critrios distintos para o volume de
estoque de matria-prima e em processo. Em uma organizao que adota a
estratgia Make-To-Stock, ela dever possuir certo volume de matria-prima
e de produtos acabados, que sero crescentes nos perodos de baixa
demanda e que dever ser inversamente proporcional nos perodos de alta
demanda.
J uma organizao que adota a estratgia Engineering-To-Order dever
possuir uma gesto de estoques voltada ao equilbrio, na qual os volumes de
estoques devero estar prximos do estoque de segurana, ou seja, o
necessrio para iniciar o atendimento dos pedidos e obedecendo ao lead time
de entrega.
d) sistema produtivo Make-To-Stock: pde-se observar a existncia de lead time
de suprimentos e fabricao e no s de distribuio, pois mesmo sendo
produzido para estoque deve haver a mensurao de tempo, o qual ir gerar
os custos de fabricao os quais devem ser visveis em todo o processo.
O ponto de formao dos estoques antes do processo de transformao deve
ser apresentado, pois se no houver o ponto de formao dos estoques e o
lead time de suprimentos, como o sistema produtivo Make-To-Stock poder
mensurado?
86
e) sistema produtivo Engineering-To-Order: pode ser considerado uma extenso
do sistema MTO, no qual sua nfase se d na fase de projeto, por meio da
formao de estoques e o lead time de suprimentos, os quais s devem
ocorrer aps o projeto, mas pde-se observar duas variaes distintas, que
podero ser adotadas conforme a especificidade do pedido do cliente:
No primeiro caso o cliente fez um pedido onde se devero usar matrias-
prima consideradas especficas as quais no se tem em estoque, o lead time
de suprimentos podero ocorrer em paralelo ao lead time de projeto ou logo
aps caso o fornecedor tenha para pronta entrega.
No segundo caso o cliente fez um pedido onde so usadas matrias-prima
consideradas normais, ou seja, no especficas, as quais j se tm em
estoque, caso o volume em estoque seja suficiente para iniciar o processo o
lead time de suprimentos poder ocorrer aps o projeto e ter a funo de
reposio de estoques.
Nos dois casos dever existir o ponto de formao de estoques aps a
fabricao, visto que poder existir um lead time entre o processo de
fabricao e montagem em consequncia de outros pedidos que j estejam
sendo processados.
A realizao dos estudos de caso veio ratificar e delinear o pensamento quanto
forma como a gesto de estoques influenciada pelo sistema produtivo nas
empresas pesquisadas.
Os casos descritos nesta dissertao permitiram observaes e concluses sobre o
tema pesquisado, possibilitando tambm observar que atualmente as empresas
encontram-se preocupadas em manter sincronizado o sistema produtivo com a
gesto de estoques e vice-versa, como forma de atender melhor as exigncias do
mercado.
Por esta pesquisa ter sido realizada em apenas duas empresas do setor grfico com
estratgias de sistemas produtivos distintos, uma das limitaes o impedimento
quanto generalizao das concluses para outros setores produtivos, no podendo
generalizar estatisticamente e geograficamente os procedimentos, cultura e mo-de-
obra com caractersticas locais.
87
Com a finalizao desta pesquisa foi possvel identificar elementos que podem vir a
ser desenvolvidos e que so potenciais objetos de pesquisas futuras. Dentre eles,
podem-se citar:
a) Anlise da influncia dos sistemas produtivos sobre as variveis de medida
de desempenho na gesto de estoques; e
b) Anlise da influncia dos sistemas produtivos sobre a gesto de estoques nas
micro e pequenas empresas do setor grfico.
88
REFERNCIAS BIBLIOGRFICAS
ABIGRAF. Escolar paper Brasil 2006: artigos de papelaria tm o melhor
desempenho da indstria grfica. Disponvel em:
<http://www.businessguide.com.br/noticias/noticia_1360.htm>, acesso em: 20 dez
2007.
AEP. Manual de Formao: Produtividade e Inovao: Programa Formao PME.
Lisboa: Cmara de comercio e indstria, 2004.
ALVES, A. S. Ferramentas de Supply Chain Management para a otimizao de
estoques. Disponvel em: <
http://www.administradores.com.br/producao_academica/ferramentas_de_supply_ch
ain_management_para_a_otimizacao_de_estoques/994/>, acesso em: 29 ago 2008.
ARNOLD, J . R. T.; CHAPMAN, S. N. Introduction to materials management, 5 ed.
New J ersey: Prentice-Hall, 2004.
BALLOU, R. H. Business logistics: supply chain management. 5 ed. New J ersey:
Prentice Hall, 2003.
BERTAGLIA, P. R. Logstica e gerenciamento da cadeia de suprimentos. So Paulo:
Saraiva, 2003.
BERTRAND, J . W. M.; ZUIJ DERWIJ K, M.; HEGGE, H. M. H. Using hierarquical
pseudo bills of material for customer order acceptance and optimal material
replenishment in assemble to order manufacturing of nonmodular products.
International Journal of Production Economics, n. 66, p.171-184, 2000.
BLOOMBERG, D. J .; LEMAY, S.; HANNA, J . B. Logistics. New J ersey: Prentice
Hall, 2002.
BOVET, D. M.; THIAGARAJ AN, S. Logstica orientada para o cliente. HSM
Management, So Paulo, ano 3, n. 18, p. 122-128, jan./fev. 2000.
BOWERSOX, D. J .; CLOSS, D. J . Logstica empresarial: o processo de integrao
da cadeia de suprimento. So Paulo: Atlas, 2001.
CAMPI, T. Custos da cadeia logstica e logstica reversa. <http://www.e-
science.unicamp.br/lalt/admin/publicacoes/documentos/publicacao_570_aula09.pdf>
. Acesso em: 05 jul 2008.
CASTRO, R. L. Planejamento e controle da produo e estoques: um survey com
fornecedores da cadeia automobilstica brasileira. Dissertao (Mestrado em
Engenharia de Produo). So Paulo: POLI/USP, 2005.
CHASE, R. B.; J ACOBS, R. F.; AQUILANO, N. J . Administrao da produo para
vantagem competitiva. Porto Alegre: Bookman, 2006.
89
CHING, H. Y. Gesto de estoques na cadeia de logstica integrada: Supply chain.
2 ed. So Paulo: Atlas, 2001.
CHIZZOTTI, A. Pesquisa qualitativa em cincias humanas e sociais. So Paulo:
Vozes, 2006.
CHOPRA, S.; MEIDNL, P. Gerenciamento da cadeia de suprimentos: estratgia,
planejamento e operao. So Paulo: Prentice Hall, 2003.
CHRISTOPHER, M. Logstica e gerenciamento da cadeia de suprimentos. 2 ed.
So Paulo: Pioneira, 2007.
CONTRUCCI, P. G. Anlise da utilizao do sistema kanban na rea de recebimento
e depsito de matria prima em chapas de ao na rea da estamparia. Monografia
(Especializao em Gesto Industrial). Taubat: Universidade de Taubat, 2004.
CORRA, H. L.; GIANESI, I. G. N.; CAON, M. Planejamento, programao e
controle da produo. 4 ed. So Paulo: Atlas, 2001.
DARLENE, C. Mtodo de previso de demanda aplicada ao planejamento da
produo de indstrias de alimentos. Dissertao (Mestrado em Engenharia
Mecnica) Florianpolis: UFSC, 2003.
DAR, G. H.; LACERDA, V. C. Utilizao de Programao Dinmica Multirotulada
para Balanceamento do Uso de Ferramenta. In: CONGRESSO NACIONAL DE
MATEMATICA APLICADA E COMPUTACIONAL, 28., 2005, So Paulo. Anais... So
Paulo: SENAC, 2005.
DAVIS, M. M.; AQUILANO, N. J .; CHASE, R. B. Fundamentos da administrao
da produo. 3.ed. Porto Alegre : Bookman, 2001.
DIAS, M. A. P. Administrao de materiais: princpios, conceitos e gesto. 5 ed.
So Paulo:Atlas, 2005.
ERDMANN, R. H. Planejamento e controle da produo. Florianpolis: Papa-
livros, 2000.
FARIA, A. C.; ROBLES., L. T.; BIO, S. R. Custos logsticos: discusso sob uma tica
diferenciada. In: CONGRESSO BRASILEIRO DE CUSTOS, 11., 2004, Porto Seguro.
Anais... Porto Seguro: Fundao VISCONDE DE CAIRU, 2004.
______; COSTA, M. F. G. Gesto de custos logsticos. So Paulo: Atlas, 2005.
GAITHER, N. Administrao da produo e operaes. 8 ed. So Paulo: Pioneira,
2001.
GAITHER, N.; FRAZIER, G. Administrao da produo e operaes. 8 ed. So
Paulo: Pioneira, 2002.
GARCIA, E. S.; REIS, L. M. T. V.; MACHADO, L. R.; FERREIRA FILHO, V. J . M.
Gesto de estoques: otimizando a logstica e a cadeia de suprimentos. Rio de
J aneiro: E-papers, 2006.
90
GIL, A. C. Como elaborar projetos de pesquisa. 4 ed. So Paulo: Atlas, 2002.
GODINHO FILHO, M. Paradigmas estratgicos de gesto da manufatura:
configurao, relaes com o planejamento e controle da produo e estudo
exploratrio na indstria de calados. Tese (Doutorado em Engenharia de
Produo). So Carlos: UFSCAR, 2004.
GOLDENBERG, M. A arte de pesquisar. Rio de J aneiro: Record, 2002.
GURGEL, F. A. Glossrio de engenharia de produo. So Paulo: Fundao
Vanzolini, 2003.
HINES, P.; TAYLOR, D. Going lean. Lean Enterprise Centre. Disponvel em
<.http://www.lean.org.>. Acesso em: 03 Out 2007.
HOPP, W. J .; SPEARMAN, M. L. Factory physics: foundations of manufacturing
management. Chicago: Irwin, 2000.
KINGSMAN, B. G. - Modeling input-output workload control for dynamic capacity
planning in production planning systems. International Journal of Production
Economics. v. 13: n. 7, p. 73-93, 2000.
______; HENDRY, L. - The relative contributions of input and output controls on the
performance of a workload control system in make to order companies. Production
Planning and Control. v. 13: n. 7, p. 579590, 2002.
KNOD, E. M.; SHONBERGER, R. J . Operations management: meeting customers'
demands. New York: McGraw-Hill, 2001.
KOTLER, P.; ARMSTRONG, G. Princpios de marketing. 9 ed. Rio de J aneiro:
Prentice Hall do Brasil, 2003.
KUEHNE J r., M. Planejamento e acompanhamento logstico-industrial como
diferencial competitivo na cadeia de logstica integrada. Tese (Doutorado em
Engenharia de Produo). Florianpolis: UFSC, 2004.
LETENSKI NETO, M. Gesto de estoques na cadeia de suprimentos de uma
indstria do setor de perfumes e cosmticos: uma interpretao em funo de
erros na previso de vendas. Dissertao (Mestrado em Engenharia de Produo e
Sistemas). Curitiba. PUCPR, 2005.
LIMA, M. P. Custos logsticos: uma viso gerencial. Coppead, 1998. Disponvel
em: <http://www.coppead.ufrj.br/pesquisa/cel/new/fs-public.htm.>. Acesso em: 17 jul
2006.
LOPES, R. D. Previso de autopeas: estudo de caso em uma concessionria de
veculos. Dissertao (Mestrado em Engenharia de Produo). Florianpolis: UFSC,
2002.
MACHADO NETO, R. G. Dimensionamento de lotes de produo, estocagem e
transporte ao longo de uma cadeia de suprimentos geral multiestgio, sujeita a
91
restries de capacidade de produo. Dissertao (Mestrado em Engenharia de
Produo). Curitiba: PUC/PR, 2003.
MARTINS, P. G.; LAUGENI, F. P. Administrao da produo. 2 ed. So Paulo:
Saraiva, 2005.
MATOS, C. Anlise da gesto de estoques na empresa Gesoni Pawlick Store.
Monografia (Trabalho de Concluso de Curso). So J os: UNIVALI, 2006.
MENTZER, J . T.; MOON, M. A. Sales forecasting management: a demand
management approach. 2 ed. California: Sage, 2006.
MORETTI, D. C. Gesto de suprimentos em um operador logstico. Dissertao
(Mestrado em Engenharia Mecnica). Campinas: UNICAMP, 2005.
MOURA, D. A. Caracterizao e anlise de um sistema de coleta programada de
peas, Milk Run, na indstria automobilstica nacional. Dissertao (Mestrado em
Engenharia). So Paulo: POLI/USP 2000.
NAHAS, K. Logstica no transporte rodovirio de carga. Setcesp Urgente.
Disponvel em: <.http://www.setcesp.org.br.>. Acesso em: 29 ago 2005.
ORTOLANI, L. F. B. Logstica, gesto de estoques e sistemas de informao:
instrumentos imprescindveis para eficincia nas organizaes pblicas e privadas.
BateByte, 2002. Disponvel em: <http://www.pr.gov.br/batebyte/edicoes/2002/bb121/
logistica.htm.>. Acesso em: 17 jul 2006.
PACHECO, R. F.; CNDIDO, M. A. B. Metodologia de avaliao da viabilidade de
mudana de estratgia de gesto da demanda de MTO para ATO. No publicado.
PUCPR, 2001.
PEINADO, J .; GRAEML, A. R. Administrao da produo: operaes industriais e
de servios. Curitiba: Unicep, 2007.
PESSOTI, H. R.; SOUZA, F. B. Anlise dos impactos da migrao de um sistema
MTS para um sistema ATO nas estratgias de manufatura e competitiva de uma
indstria moveleira . In: SIMPSIO DE ENGENHARIA DE PRODUO, 12., 2005,
Bauru. Anais... Bauru: FEB/UNESP, 2005.
POZO, H. Administrao de recursos materiais e patrimoniais: uma abordagem
logstica. 2 ed. So Paulo: Atlas, 2002.
RAHMAN, S. The theory of constraints thinking process approach to developing
growth strategies in supply chain. International journal of physical distribution &
logistics management, v. 32, n. 10, p. 809-828, 2002.
RITZMAN, L. P.; KRAJ EWSKI, L. J . Administrao da produo e operaes. So
Paulo: Prentice Hall, 2004.
ROGERS, P.; RIBEIRO, K. C. S.; ROGERS, D. Avaliando o risco na gesto
financeira de estoques. In: SIMPOSIO DE ADMINISTRAO DA PRODUO,
92
LOGSTICA E OPREAES INTERNACIONAIS, 7., So Paulo. Anais So Paulo:
FGV, 2004, 1 CD-ROM.
RUSSOMANO, V. H. PCP: Planejamento e Controle da Produo. 6 ed. So Paulo:
Pioneira, 2000.
SALOMON, V. A. P. CONTADOR, J . L.; MARINS, F. A. S.; SANTORO, M. C. Custos
potenciais da produo e os benefcios do Planejamento e Controle da Produo. In:
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUO, 22., Curitiba. Anais...
Curitiba: ABEPRO, 2002. 1 CD-ROM
SANTOS, G. T.; ROSSI, G.; J ARDILINO, J . R. L. Orientaes metodolgicas para
elaborao de trabalhos acadmicos. 2 ed. So Paulo: Gion Editora, 2000.
SEVERO FILHO, J . Administrao de logstica integrada: materiais, PCP e
marketing. 2 ed. Rio de J aneiro: E-papers, 2006.
SHINGO, S. A Study of Toyota production system from industrial engineering
viewpoint: revised. Tokyo: Japan Management Association, 2001.
SIGNOLI, M. E. Avaliao do nvel de desempenho logstico de fornecedores.
Dissertao (Mestrado em Engenharia de Produo). Florianpolis: UFSC, 2001.
SILVEIRA, D. M. M.; MIGUEL N. A. O impacto da previso de demanda nas
operaes de campo dos vendedores em empresas de venda direta. In: Premio
ABEVD de venda direta, 2003, So Paulo. Anais... So Paulo: ABEVD, 2003. 1 CD-
ROM.
SIMCHI-LEVI, D.; KAMINSKY, P.; SIMCHI-LEVI, E. Cadeia de suprimentos:
Projeto e Gesto. So Paulo, Bookman, 2003.
SLACK, N.; CHAMBERS, S.; J OHNSTON, R. Administrao da produo. 2. ed.
So Paulo: Atlas, 2002.
STEVENSON, W. J . Administrao das operaes de produo. 6 ed. Rio de
J aneiro: LTC, 2001.
TARGET. Brasil em foco 2006. Software de estudo e pesquisa. v. 4.60. Rio de
J aneiro: Target Marketing Editora, 2006.
TILIBRA. Roteiro de fabricao de cadernos universitrios. Disponvel em:
<http://www.tilibra.com.br.>. Acesso em: 15 ago 2007.
TONIN, L. A.; BRAATZ, D.; CAMAROTTO, J . A.; MENEGON, N. L.; COSTA, M. A.
B.; TORRES, I. Aplicao de ferramenta computacional de simulao humana no
projeto de uma mesa embaladora manual. In: ENCONTRO NACIONAL DE
ENGENHARIA DE PRODUO, 27., Foz do Iguau. Anais... Foz do Iguau:
ABEPRO, 2007. 1 CD-ROM.
TORQUATO, B. M. L. A gesto de estoque no contexto da Logstica. In: SIMPSIO
DE ENGENHARIA DE PRODUO, 11., 2004, Bauru. Anais... Bauru: FEB/UNESP,
2004.
93
TREIN, F. A.; AMARAL F. G. A aplicao de tcnicas sistemticas para a anlise e
melhoria de layout de processo na indstria de beneficiamento de couro. In:
ENCONTRO NACIONAL DE ENGENHARIA DE PRODUO, 21., Salvador.
Anais... Salvador: ABEPRO, 2001. 1 CD-ROM
TUBINO, D. F. Manual de planejamento e controle da produo. 2 ed. So Paulo:
Atlas, 2000.
VOLLMANN, T. E.; BERRY, W. L.; WHYBARK, D. C.; J ACOBS, F. R.
Manufacturing planning and control systems for supply chain management. 5
ed. New York: McGraw-Hill, 2004.
WELZEL, E. O comrcio eletrnico e o setor industrial: estudo de caso da Cremer
S.A. In: SIMPSIO DE ADMINISTRAO DA PRODUO, LOGSTICA E
OPERAES INTERNACIONAIS, 5., So Paulo. Anais So Paulo: FGV, 2002, 1
CD-ROM.
WIDIARTA, H.; BERGHEN, B. V. Invetory systems for a make-to-stoc and make-to-
order environment. Journal of The Institution of Engineers, v. 44, n. 4, p. 31-40,
2004.
WONG, C. M.; KLEINER, B. H. Fundamentals of material requirements planning.
Management Research News. v. 24, n. 3/4., p. 9-12, 2001.
YENISEY, M. M. A flow-network approach for equilibrium of material requirements
planning. International journal of production economics, v. 102, p. 317-332,
2006.
YIN, R. K. Estudo de caso: planejamento e mtodos. 3 ed. Porto Alegre: Bookman,
2005.
ZAGO, C. A.; ADAM, C.; NORO, G. B.; OLIVEIRA, J . H. R. Anlise do processo
logstico: o caso Bunge Santa Maria. In: SIMPSIO DE ENGENHARIA DE
PRODUO, 12., 2005, Bauru. Anais... Bauru: FEB/UNESP, 2005.
ZOLDAN, M. A.; LEITE, M. L. G.; REZENDE, L. M. O controle de produo usado
por empresas madeireiras de pequeno e mdio porte da cidade de Ponta Grossa
PR. In: SIMPSIO DE ENGENHARIA DE PRODUO, 12., 2005, Bauru. Anais...
Bauru: FEB/UNESP, 2005.
94
APNDICE A
ENTREVISTA SEMI-ESTRUTURADA
ENTREVISTA NR._______Durao:_____________Data:____/______/______
Gravaes.________________________________________________________
O roteiro da entrevista foi subdividido conforme a posio do entrevistado dentro da
empresa, conforme apresentado abaixo.
1 Direo 2 Gerencia 3 Produo 4 Superviso 5 Operaes
1. Informaes da empresa:
1.1. Qual a razo social?
1.2. Quais so as linhas de produtos produzidos? (1 e 2)
1.3. Quais as principais caractersticas do processo produtivo? (1 e 2)
1.4. Qual o nmero total de empregados? (produo e administrativos) (2)
1.5. Qual a regio de atuao? (pases) (1 e 2)
1.6. Qual a posio da empresa no ranking mundial? (1)
1.7. Ano de fundao?
1.8. Capital aberto ou fechado?
1.9. Empresa familiar?
2. Informaes sobre o profissional entrevistado:
2.1. Que cargo ocupa na empresa?
2.2. Desde quando ocupa este cargo?
2.3. Qual a sua atividade principal dentro da empresa?
3. Sistema Produtivo (3)
3.1. Existe um departamento especfico de PCP, a quem est subordinado? (2)
3.2. Quais as principais atribuies desse departamento? (2 e 3)
3.3. Como est estruturado o PCP da empresa? (2 e 3)
3.4. Qual a sua influncia na gesto dos estoques em processo? (2 e 3)
3.5. Como o PCP analisa a viabilidade de atendimento do plano-mestre de produo
frente capacidade produtiva disponvel: (3)
3.6. Pedidos distintos para o mesmo produto so agregados no mesmo lote de
produo? ( 2 e 3)
3.7. Existe alguma ferramenta de PCP especifica ou o prprio ERP tem esta funo? (2
e 3)
95
3.8. Se for um software especifico, quem o desenvolvedor? (3)
3.9. Quem o desenvolvedor do software ERP? (2)
3.10. A empresa possui a composio do produto final devidamente documentada,
apresentando seus diversos componentes, subconjuntos e conjuntos, com as
quantidades consumidas por unidade? (rvore ou estrutura do produto): (3)
3.11. A empresa possui a sequncia das operaes necessrias para a confeco das
partes e do produto final devidamente documentada? (3)
3.12. Como feito o clculo de volume e tempo produtivo? (3)
3.13. Qual o arranjo fsico atual? (3)
3.14. Quais so as limitaes? (3)
3.15. Quais so as facilidades? (3)
3.16. Existe algum sistema de identificao dos lotes em processos, como feito? (3)
3.17. H picos produtivos ou a produo trabalha com folga todo o tempo? (3)
3.18. Os gargalos so conhecidos, eles so fixos ou mudam conforme o tipo de
produto? (3)
3.19. Como so estabelecidas as metas de produtividade para a produo? Metas
parciais? (3)
3.20. Quais so os principais refugos de produo? (3)
3.21. Qual o destino do refugo da produo? (3)
3.22. Como so classificados os refugos? (3)
3.23. A partir desta classificao, qual o percentual reciclado e descartado? (3)
3.24. H um departamento ou pessoa responsvel pela classificao e
acompanhamento dos refugos? (2 e 3)
3.25. Qual o nvel de participao da produo, quando da elaborao de um novo
projeto de produto, em relao aos demais departamentos da empresa? (3)
4. Logstica
4.1. Como est estruturada a rea de logstica e o porqu da escolha desta
estruturao? (2)
4.2. Quais so as responsabilidades da rea de suprimentos e como a interao com
as outras reas? (2)
4.3. Quais as responsabilidades da rea de distribuio e como a interao com as
outras reas? (2)
4.4. As reas de logstica trabalham de forma integrada? (2)
4.5. Quais so as limitaes? (2)
4.6. Quais so as facilidades? (2)
4.7. Como est estruturada a gesto da cadeia de suprimentos? (2)
4.8. Como so controlados os custos logsticos? (2)
96
4.9. Qual a sua periodicidade? (2)
4.10. Quais so as limitaes? (2)
4.11. Quais so as facilidades? (2)
5. Administrao de Materiais
5.1. Quais so os tipos de desperdcios observados na gesto de estoques? (2, 3, 4 e 5)
5.2. Quem observa? (2, 3 e 4)
5.3. O que feito para melhorar? (2, 3 e 4)
5.4. Destes, quais so os principais desperdcios? (2, 3, 4 e 5)
5.5. Como determinado o nvel de desperdcio na produo? (2, 3, 4)
5.6. Como definido o lote econmico de compra? (2 e 3)
5.7. Como definido o lote de produo? (2 e 3)
5.8. utilizada a metodologia de curva ABC para a gesto de estoques em processo? (2
e 3)
5.9. Como feita a classificao das matrias-primas dentro da curva ABC? (2 e 3)
5.10. Qual mtodo utilizado para controlar os estoques em processo e o porqu de
sua utilizao? (2, 3 e 4)
5.11. Como feito o controle dos estoques em processo? (2, 3 e 4)
5.12. Qual a periodicidade deste controle? (2, 3 e 4)
5.13. H flexibilidade quanto aos nveis de estoques em processo, por qu? (2, 3 e 4)
5.14. Como avaliada esta flexibilidade? (2, 3 e 4)
5.15. Quais os indicadores utilizados para medir esta flexibilidade? (2, 3 e 4)
5.16. Qual a periodicidade desta avaliao? (2, 3 e 4)
5.17. Quais so as limitaes nesta avaliao? (2, 3 e 4)
5.18. Quais so as facilidades desta avaliao? (2, 3 e 4)
5.19. Qual a influncia desta flexibilidade nos custos de estocagem? (2, 3 e 4)
5.20. Os nveis de estoques em processo so sazonais ou variam conforme o produto?
(2, 3 e 4)
5.21. Como feita a avaliao dos estoques em processo (PEPS, UEPS, CM)? (2 e 3)
5.22. Com que periodicidade? (2 e 3)
5.23. Como calculada a depreciao dos estoques em processo? (2, 3 e 4)
5.24. Qual a periodicidade desta avaliao? (2, 3 e 4)
5.25. Como tratada contabilmente a avaliao dos estoques em processo? (2 e 3)
5.26. Quais so os indicadores utilizados para esta avaliao? (2 e 3)
5.27. Que tipo de previso de demanda usado? (2 e 3)
5.28. Como calculada a previso de demanda? (2 e 3)
5.29. Tem software?
5.30. Usa servio de consultoria para estimar previso?
97
5.31. H a retroalimentao destes dados, como? (2 e 3)
5.32. Quem so os envolvidos em planejar esta previso? (2 e 3)
5.33. Qual a periodicidade deste planejamento? (2 e 3)
5.34. Como so calculados os erros de previso? (2 e 3)
5.35. So retroalimentados? (2 e 3)
5.36. Qual a periodicidade para revisar estas previses? (2 e 3)
5.37. H estoques de segurana entre os processos, como so dimensionados? (2, 3 e
4)
5.38. Qual a periodicidade deste dimensionamento? (2, 3 e 4)
6. Perguntas especficas
6.1. utilizado algum software estatstico para determinar os estoques em processo? (2,
3 e 4)
6.2. Qual a finalidade da sua utilizao? (2, 3 e 4)
6.3. utilizado algum software de modelagem do fluxo de material? (2 e 3)
6.4. Qual o seu ponto de vista quanto gesto de estoques em processo? (1, 2, 3, 4 e 5)
6.5. H algum software de simulao e modelagem? Qual? (2, 3)
6.6. Quem so os responsveis por sua utilizao? (2, 3)
Você também pode gostar
- Aula Filogenia ExercíciosDocumento5 páginasAula Filogenia ExercíciosAnderson100% (1)
- Revista FilmeCultura - Edicao52Documento100 páginasRevista FilmeCultura - Edicao52Débora TañoAinda não há avaliações
- Jogos Teatrais - ResumoDocumento2 páginasJogos Teatrais - ResumoNicolle ConceiçãoAinda não há avaliações
- Arte Naval - Cap. 02Documento42 páginasArte Naval - Cap. 02MartinVilcapomaAinda não há avaliações
- O Que É o PranaDocumento3 páginasO Que É o PranaodeAinda não há avaliações
- 806 Questões Gabaritadas BBDocumento433 páginas806 Questões Gabaritadas BBJuliana Duarte100% (1)
- Apostila Especial de Natal+Documento9 páginasApostila Especial de Natal+Fabio Tordim100% (1)
- Resumo de Técnicas RespiratóriasDocumento9 páginasResumo de Técnicas Respiratóriascampos.lAinda não há avaliações
- Daston Obj Cient PreternaturalDocumento18 páginasDaston Obj Cient PreternaturalVeridiana Calhares de Almeida SanchezAinda não há avaliações
- Araquari - Prova 02Documento11 páginasAraquari - Prova 02Elaine Ribeiro0% (1)
- Mídias Locativas: Um Estudo Sobre o Foursquare.Documento89 páginasMídias Locativas: Um Estudo Sobre o Foursquare.Evandro Schelle EisingerAinda não há avaliações
- 3 - Propaganda - AlunoDocumento16 páginas3 - Propaganda - Alunoluciana canalAinda não há avaliações
- 10 Ensinamentos Aprendidos Com Thomas ShelbyDocumento19 páginas10 Ensinamentos Aprendidos Com Thomas ShelbyDaniel AlvesAinda não há avaliações
- Anexo IX Minuta Do Contrato Promessa de Compra e VendaDocumento10 páginasAnexo IX Minuta Do Contrato Promessa de Compra e Vendacarla soaresAinda não há avaliações
- Gestão de Processos EducacionaisDocumento18 páginasGestão de Processos EducacionaisGabriela Garcia JimenezAinda não há avaliações
- Cpcar2021 Excedentes Atualizacao 2Documento6 páginasCpcar2021 Excedentes Atualizacao 2Pedro HenriqueAinda não há avaliações
- Docsity Ficha Sobre Variaveis PDFDocumento4 páginasDocsity Ficha Sobre Variaveis PDFAna SousaAinda não há avaliações
- Carne Louca - Vovó PalmirinhaDocumento2 páginasCarne Louca - Vovó PalmirinhaSimone SoaresAinda não há avaliações
- Usca ST2060Documento33 páginasUsca ST2060Souza Luthier100% (1)
- Creatin in ADocumento2 páginasCreatin in APaulo MattosAinda não há avaliações
- 09 Cjon 395-398 PDFDocumento4 páginas09 Cjon 395-398 PDFVictória ReginaAinda não há avaliações
- A Historia Da Inovacao em 50 AcordosDocumento47 páginasA Historia Da Inovacao em 50 AcordosHeraldo FentesAinda não há avaliações
- Aula 25 - Lajes Armadas em Duas Direções - Exemplos (Parte 9)Documento43 páginasAula 25 - Lajes Armadas em Duas Direções - Exemplos (Parte 9)Jonas Osio Mattos100% (1)
- Master LinkDocumento1 páginaMaster LinkCall Wirvin FalcãoAinda não há avaliações
- Ava Cola PivDocumento2 páginasAva Cola PivFabio Beig IIAinda não há avaliações
- Lista Pontuada Reatores MichelDocumento2 páginasLista Pontuada Reatores MichelMateus RamosAinda não há avaliações
- UFCD 0403 - ApresentaçãoDocumento6 páginasUFCD 0403 - ApresentaçãozezaAinda não há avaliações
- Legenda Roma - ApostilaDocumento121 páginasLegenda Roma - ApostilaLara MatosAinda não há avaliações