Você também pode gostar
- 10 Diretrizes para uma Introdução Alimentar Segura e SaudávelDocumento11 páginas10 Diretrizes para uma Introdução Alimentar Segura e SaudávelDeinha Nandes100% (1)
- Planejamento de RiggingDocumento4 páginasPlanejamento de RiggingDeinha Nandes100% (2)
- Cópia de Plano de Ação de Atividades 2Documento13 páginasCópia de Plano de Ação de Atividades 2Felipe vitalAinda não há avaliações
- Metalurgia Do Pó - SinterizaçãoDocumento32 páginasMetalurgia Do Pó - Sinterizaçãoaenyma100% (3)
- Metalurgia Do Pó - SinterizaçãoDocumento32 páginasMetalurgia Do Pó - Sinterizaçãoaenyma100% (3)
- Modelo Manual Boas PraticasDocumento22 páginasModelo Manual Boas Praticasddd013Ainda não há avaliações
- Jotun Thinner No. 17Documento12 páginasJotun Thinner No. 17SauloAlmeida43% (7)
- Sanitário - Fossa SepticaDocumento64 páginasSanitário - Fossa SepticaClaudemar Chirnev100% (3)
- Relato de Acidente de TrabalhoDocumento3 páginasRelato de Acidente de TrabalhoZélio RodriguesAinda não há avaliações
- R220LC 9SDocumento16 páginasR220LC 9SAntonio SergioAinda não há avaliações
- Gerenciamento de riscos em obras de construção de dutosDocumento52 páginasGerenciamento de riscos em obras de construção de dutosDeinha Nandes100% (1)
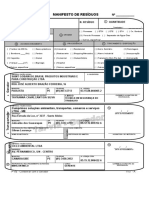
- Manifesto de resíduosDocumento3 páginasManifesto de resíduosTayranna CavalcantiAinda não há avaliações
- INTEGRAÇÃO SEGURANÇA TRABALHODocumento16 páginasINTEGRAÇÃO SEGURANÇA TRABALHOLeonardoSalomão100% (2)
- Avaliação II Bimestre de HistóriaDocumento2 páginasAvaliação II Bimestre de HistóriaMaria Andreia Alves Andreia100% (1)
- Tipos de efluentes e tratamento de esgotoDocumento200 páginasTipos de efluentes e tratamento de esgotoTeodol Equipamentos de PrecisãoAinda não há avaliações
- FISPQ EUCATEX EPÓXI BASE ÁGUADocumento8 páginasFISPQ EUCATEX EPÓXI BASE ÁGUAKarolAinda não há avaliações
- Aula 07 - Diagrama Fe-CDocumento37 páginasAula 07 - Diagrama Fe-CVitoria MarianaAinda não há avaliações
- LiderançaDocumento15 páginasLiderançamarcosAinda não há avaliações
- Desenho técnico fundamentosDocumento108 páginasDesenho técnico fundamentosmjsouzasjcAinda não há avaliações
- Manutenção Mecânica4 PDFDocumento205 páginasManutenção Mecânica4 PDFDeinha NandesAinda não há avaliações
- Projeto Compessa MaisDocumento4 páginasProjeto Compessa MaisDeinha NandesAinda não há avaliações
- Manutenção Mecânica4 PDFDocumento205 páginasManutenção Mecânica4 PDFDeinha NandesAinda não há avaliações
- Manutenção Mecânica4 PDFDocumento205 páginasManutenção Mecânica4 PDFDeinha NandesAinda não há avaliações
- Manuais de deslizamento UFRJDocumento48 páginasManuais de deslizamento UFRJDavid MonteiroAinda não há avaliações
- Funções 2Documento31 páginasFunções 2Deinha NandesAinda não há avaliações
- Revistas Nacionais Versão Final1 PDFDocumento21 páginasRevistas Nacionais Versão Final1 PDFÉlida GalvãoAinda não há avaliações
- Apresentação 3 - Tipo de TurbinasDocumento64 páginasApresentação 3 - Tipo de TurbinasDeinha NandesAinda não há avaliações
- Edital 16a.jornada 2013Documento11 páginasEdital 16a.jornada 2013Deinha NandesAinda não há avaliações
- FunçõesDocumento6 páginasFunçõesDeinha NandesAinda não há avaliações
- Vou Variando A DistânciaDocumento1 páginaVou Variando A DistânciaDeinha NandesAinda não há avaliações
- As Entidades ParaestataisDocumento4 páginasAs Entidades ParaestataisDeinha NandesAinda não há avaliações
- MS Project 2007 - 2Documento53 páginasMS Project 2007 - 2Andre Luiz DuarteAinda não há avaliações
- Respostas EntregarDocumento7 páginasRespostas EntregarDeinha Nandes50% (2)
- Trabalho Vibrações Quase Pronto Faltando Toque Final)Documento16 páginasTrabalho Vibrações Quase Pronto Faltando Toque Final)Deinha NandesAinda não há avaliações
- Chapa de Aço InoxDocumento1 páginaChapa de Aço InoxDeinha NandesAinda não há avaliações
- Caracterização Do RevestimentoDocumento11 páginasCaracterização Do RevestimentoDeinha NandesAinda não há avaliações
- Consumo de ar em motores a quatro temposDocumento14 páginasConsumo de ar em motores a quatro temposDeinha Nandes100% (1)
- Andreia EcanomiaDocumento5 páginasAndreia EcanomiaDeinha NandesAinda não há avaliações
- Trabalho EscritoDocumento27 páginasTrabalho EscritoDeinha NandesAinda não há avaliações
- Licença Da CCDR para Águas Residuais - Fórum Da CasaDocumento4 páginasLicença Da CCDR para Águas Residuais - Fórum Da CasamarcofranciscoAinda não há avaliações
- Tratamento de Resíduos Por PlasmaDocumento21 páginasTratamento de Resíduos Por PlasmaLionFPAinda não há avaliações
- Catadores de tralhas e sonhos: a busca por objetos e sonhos nas ruas de SPDocumento1 páginaCatadores de tralhas e sonhos: a busca por objetos e sonhos nas ruas de SPViviane Barbosa Rasga0% (2)
- F06YDocumento10 páginasF06YARTHUR De oliveira NetoAinda não há avaliações
- FISPQ 54 - AL - Alumínio - em Ácido Clorídrico 0,1 A 10 - NBR 14725-4-2012 - SPECSOL REVDocumento6 páginasFISPQ 54 - AL - Alumínio - em Ácido Clorídrico 0,1 A 10 - NBR 14725-4-2012 - SPECSOL REVluciaAinda não há avaliações
- Remediação do lixão de AltamiraDocumento80 páginasRemediação do lixão de AltamiraRicardo DiasAinda não há avaliações
- Nove Passos para A Construção SustentávelDocumento16 páginasNove Passos para A Construção SustentávelArquiteto IndependenteAinda não há avaliações
- ConcordânciaDocumento15 páginasConcordânciaCarlos HenriqueAinda não há avaliações
- Logística reversa: conceitos, atores e impactosDocumento11 páginasLogística reversa: conceitos, atores e impactosFabiana Santos100% (1)
- Gestão Efluentes TratamentoDocumento21 páginasGestão Efluentes TratamentoArthur VictorAinda não há avaliações
- Três Imagens de Morte Diálogos Com Marat (Verônica G. Brandão)Documento14 páginasTrês Imagens de Morte Diálogos Com Marat (Verônica G. Brandão)Verônica G. BrandãoAinda não há avaliações
- Sequestrante de H2S Petrolab GS-1T FISPQDocumento8 páginasSequestrante de H2S Petrolab GS-1T FISPQFlavio ArturAinda não há avaliações
- Incinação de resíduos hospitalaresDocumento11 páginasIncinação de resíduos hospitalaresCamila FeitozaAinda não há avaliações
- Atividades de fluência e prosódiaDocumento28 páginasAtividades de fluência e prosódiaLuciana CarvalhoAinda não há avaliações
- Memorial Descritivo - Carlos ConsalterDocumento12 páginasMemorial Descritivo - Carlos ConsalterFernanda LagoAinda não há avaliações
- 2570 - Pe-3ubc-02570-ADocumento50 páginas2570 - Pe-3ubc-02570-AAlex BrunoAinda não há avaliações
- Trabalho de Alvenaria e ConstruçãoDocumento17 páginasTrabalho de Alvenaria e ConstruçãowiltonapcostaAinda não há avaliações
- Caixa d'água Brasilit: tecnologia CRFS e característicasDocumento8 páginasCaixa d'água Brasilit: tecnologia CRFS e característicasFlávio AlvesAinda não há avaliações
- Instrucoes MontagemDocumento7 páginasInstrucoes MontagemPaulo RochaAinda não há avaliações
- Revalidação da Licença de Operação para fabricação de peças automotivas em Contagem/MGDocumento11 páginasRevalidação da Licença de Operação para fabricação de peças automotivas em Contagem/MGchaves136Ainda não há avaliações