Você também pode gostar
- 01 Revisão Hidrostatica, ResumoEExerciciosDocumento9 páginas01 Revisão Hidrostatica, ResumoEExerciciosLorena Tomé100% (1)
- Unidade I. Manter Bombas, Motores e Cilindros Hidraulicos-1Documento26 páginasUnidade I. Manter Bombas, Motores e Cilindros Hidraulicos-1Leonildo SandrãoAinda não há avaliações
- Motor Turboalimentado GM 645-E3bDocumento196 páginasMotor Turboalimentado GM 645-E3bIbraimoAinda não há avaliações
- Nesh 8413 PDFDocumento3 páginasNesh 8413 PDFmarceloestimuloAinda não há avaliações
- REV 007 - Manaul Do Proprietário Roçadeiras RA-133L-28 - RA-143L-28 - RA-152L-28 - RA-133L-28-E2 - RA-143L-28-E2 - RA-152L-28-E2 - RA-133LB-28 - RA-14Documento20 páginasREV 007 - Manaul Do Proprietário Roçadeiras RA-133L-28 - RA-143L-28 - RA-152L-28 - RA-133L-28-E2 - RA-143L-28-E2 - RA-152L-28-E2 - RA-133LB-28 - RA-14Adriano100% (1)
- Respostas EntregarDocumento7 páginasRespostas EntregarDeinha Nandes50% (2)
- Scania Diagnostico Aps PDFDocumento34 páginasScania Diagnostico Aps PDFErlon Alex Da Guia Silva100% (2)
- Cat Moto 2017 PDFDocumento78 páginasCat Moto 2017 PDFFloripirados FloripaAinda não há avaliações
- 1029 Calculo de Cilindros Pistao EmboloDocumento14 páginas1029 Calculo de Cilindros Pistao EmboloAndre SeijiAinda não há avaliações
- Manual Compressores de Pistão Pressure Rev1Documento2 páginasManual Compressores de Pistão Pressure Rev1Daniel MartinsAinda não há avaliações
- TR 7505 PDFDocumento588 páginasTR 7505 PDFmayonAinda não há avaliações
- Série 200 MF Manual de Oficina Motor - PerkinsDocumento29 páginasSérie 200 MF Manual de Oficina Motor - PerkinsCarlos Paranhos100% (1)
- Tabela de ProjetosDocumento5 páginasTabela de Projetoseliedison andradeAinda não há avaliações
- Agrale 3LD1500Documento9 páginasAgrale 3LD1500Demóstenes Moraes OlintoAinda não há avaliações
- Seção 303-02 - Sistema de LubrificaçãoDocumento38 páginasSeção 303-02 - Sistema de Lubrificaçãor219430100% (1)
- 10 - EC140B - Método de Verificação Do Consumo de Óleo Do MotorDocumento4 páginas10 - EC140B - Método de Verificação Do Consumo de Óleo Do MotorAparecidaMarquesAinda não há avaliações
- Manual Técnico Bomba Maquesonda Indipeças - Bomba Bim 55Documento11 páginasManual Técnico Bomba Maquesonda Indipeças - Bomba Bim 55Paulo Roberto100% (1)
- Himalayan New Specifications PortugueseDocumento2 páginasHimalayan New Specifications PortugueseHernâni M. AlmeidaAinda não há avaliações
- Perfuratriz Mach850Documento49 páginasPerfuratriz Mach850Paulo Henrique50% (2)
- Aula04 Inventor PistaoDocumento30 páginasAula04 Inventor PistaoWagner da Silva SoaresAinda não há avaliações
- Partes Do Motor - CompletoDocumento24 páginasPartes Do Motor - CompletoRooney SoaresAinda não há avaliações
- 4201-6 BR Válvulas e Acessórios para Controle de Fluido PDFDocumento108 páginas4201-6 BR Válvulas e Acessórios para Controle de Fluido PDFjoni_capelletoAinda não há avaliações
- DafraDocumento218 páginasDafraFabricio Lima75% (4)
- Como Aumentar Cilindrada Moto 151 S 2.5 OpalaDocumento7 páginasComo Aumentar Cilindrada Moto 151 S 2.5 Opalawillker airesAinda não há avaliações
- HidráulicDocumento4 páginasHidráulicAnna Flávia Fábio De OliveiraAinda não há avaliações
- Modelo - Trabalho Acadêmico - VirabrequimDocumento35 páginasModelo - Trabalho Acadêmico - VirabrequimDavi LucioAinda não há avaliações
- Kasinski CRZ 150Documento195 páginasKasinski CRZ 150Jaitson Braz Lang100% (1)
- Mec Moto Senai NotasDocumento13 páginasMec Moto Senai NotasCarlos AndradeAinda não há avaliações
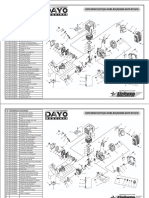
- Roçadeira Dy261b - ExplodidoDocumento4 páginasRoçadeira Dy261b - ExplodidoLS Hidráulica ManilhaAinda não há avaliações
- TOYAMA - Gerador - OperaçãoDocumento22 páginasTOYAMA - Gerador - OperaçãoNilza Kobayashi100% (1)