Você também pode gostar
- Aula 16Documento17 páginasAula 16Santos AXAinda não há avaliações
- 6P-ME66B-Conformacao MecanicaDocumento2 páginas6P-ME66B-Conformacao MecanicaSantos AXAinda não há avaliações
- Transformacao de FasesDocumento41 páginasTransformacao de FasesNikolas PadilhaAinda não há avaliações
- Dissertação - Engenharia AmbientalDocumento114 páginasDissertação - Engenharia AmbientalSantos AXAinda não há avaliações
- EBC Relat 2Documento2 páginasEBC Relat 2Santos AXAinda não há avaliações
- Deformações PlasticasDocumento25 páginasDeformações PlasticasPatrick Moraes BragaAinda não há avaliações
- Plano de Negócios e GestãoDocumento89 páginasPlano de Negócios e GestãoLetícia SepulvidaAinda não há avaliações
- Grade - Licenciatura QuímicaDocumento4 páginasGrade - Licenciatura QuímicaSantos AXAinda não há avaliações
- Ms 02Documento16 páginasMs 02Santos AXAinda não há avaliações
- PPC ENG. MATERIAIS-ufrnDocumento91 páginasPPC ENG. MATERIAIS-ufrnSantos AXAinda não há avaliações
- Ms 01Documento20 páginasMs 01Francisco MarcioAinda não há avaliações
- Apostila Administração Da Produção 1º SemestreDocumento160 páginasApostila Administração Da Produção 1º SemestreAntonio Salgado Jr.Ainda não há avaliações
- AbmDocumento9 páginasAbmSantos AXAinda não há avaliações
- Sobre Os Sinais de Vibração No Monitoramento de Unidade Hidrogeradoras - Nathalia JerônimoDocumento10 páginasSobre Os Sinais de Vibração No Monitoramento de Unidade Hidrogeradoras - Nathalia JerônimoSantos AXAinda não há avaliações
- 13-Soldagem Gmaw (Mig Mag)Documento10 páginas13-Soldagem Gmaw (Mig Mag)Marco Aurélio NeniAinda não há avaliações
- 05a2 Disturbios Do Crescimento Nomenclatura e ClassificacaoDocumento29 páginas05a2 Disturbios Do Crescimento Nomenclatura e ClassificacaoSantos AXAinda não há avaliações
- Processo de Soldagem Plasma Pó para Aplicação de Revestimentos de Dutos Na Indústria Petrolífera - Revisão Bibliográfica - CibemDocumento5 páginasProcesso de Soldagem Plasma Pó para Aplicação de Revestimentos de Dutos Na Indústria Petrolífera - Revisão Bibliográfica - CibemSantos AXAinda não há avaliações
- Derramamento de PetroleoDocumento301 páginasDerramamento de PetroleoSantos AX100% (1)
- Apostila Da Disciplinados MateriaisDocumento35 páginasApostila Da Disciplinados MateriaisSantos AXAinda não há avaliações
- Aula de NeoplasiasDocumento48 páginasAula de NeoplasiasSantos AXAinda não há avaliações
- Liderança e MotovaçãoDocumento12 páginasLiderança e MotovaçãoMárcio MoraesAinda não há avaliações
- 7.3 - Dureza VickersDocumento12 páginas7.3 - Dureza VickershudsonbrasfeltAinda não há avaliações
- Apontamentos de SolidificaçãoDocumento17 páginasApontamentos de SolidificaçãopholivaAinda não há avaliações
- Processo PDFDocumento52 páginasProcesso PDFRafael Brito SolaneAinda não há avaliações
- Resumo GrossDocumento22 páginasResumo GrossMaycomAinda não há avaliações
- 10 Mandamentos para Professores de Matematica - George Polya PDFDocumento9 páginas10 Mandamentos para Professores de Matematica - George Polya PDFBIBLO0% (1)
- Descritor 3 9c2b0 Ano Parte 1Documento2 páginasDescritor 3 9c2b0 Ano Parte 1Vanessa Michele Boasczik WilleAinda não há avaliações
- Ficha de Exercicios 9a1 ClasseDocumento2 páginasFicha de Exercicios 9a1 ClasseFrancelino Artur MaziveAinda não há avaliações
- Colaborar - Adg4 - Cálculo Diferencial e Integral IIIDocumento4 páginasColaborar - Adg4 - Cálculo Diferencial e Integral IIIRaphael ChavesAinda não há avaliações
- Seduc 2014 Prova GabaritadaDocumento11 páginasSeduc 2014 Prova GabaritadaLennaXtiAinda não há avaliações
- Como Achar o Tamanho Da CalhaDocumento3 páginasComo Achar o Tamanho Da CalhaMario Claro FilhoAinda não há avaliações
- Atividade de Razão e ProporçãoDocumento6 páginasAtividade de Razão e ProporçãoSantos SilvaAinda não há avaliações
- Hidrostática - Objeto de Estudo - Pressão, Lei de Stevin - Difícil - 15 QuestõesDocumento15 páginasHidrostática - Objeto de Estudo - Pressão, Lei de Stevin - Difícil - 15 QuestõesEmerson SantosAinda não há avaliações
- Experimento 02 - Pêndulo FísicoDocumento8 páginasExperimento 02 - Pêndulo FísicoVanessa PenedaAinda não há avaliações
- Lista - Equação 2° GrauDocumento5 páginasLista - Equação 2° GrauKelson Rodrigues0% (1)
- Algumas Nocoes de Logica (Antonio Anibal Padrao)Documento7 páginasAlgumas Nocoes de Logica (Antonio Anibal Padrao)Paola Rezende SchettertAinda não há avaliações
- C7geotopo PDFDocumento22 páginasC7geotopo PDFSteven CannonAinda não há avaliações
- O DIVÃ DO POBRE - Por Félix Guattari (Psicanálise e Cinema)Documento7 páginasO DIVÃ DO POBRE - Por Félix Guattari (Psicanálise e Cinema)Igor Capelatto IacAinda não há avaliações
- f329 2005 (03) Fontes de TensaoDocumento2 páginasf329 2005 (03) Fontes de TensaoMallandro100% (2)
- Aula 3 - Funções ElementaresDocumento11 páginasAula 3 - Funções ElementaresExpainAinda não há avaliações
- Lista de Exercícios 1b - MATi01 - Cálculo I - RESPOSTAS 2Documento5 páginasLista de Exercícios 1b - MATi01 - Cálculo I - RESPOSTAS 2HigorAinda não há avaliações
- Lista1 CalculoIIDocumento2 páginasLista1 CalculoIICompras VendasAinda não há avaliações
- Prova Sesc DFDocumento8 páginasProva Sesc DFAmanda Gonçalves RibeiroAinda não há avaliações
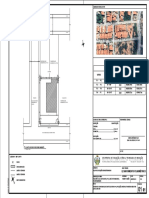
- Planta Georreferenciada Imovel 1Documento1 páginaPlanta Georreferenciada Imovel 1Abdias JeronimoAinda não há avaliações
- Seminário.. FísicaDocumento8 páginasSeminário.. FísicaVasco Joaquim MhulaAinda não há avaliações
- 6ano Matematica Avaliacao DiagnosticaDocumento4 páginas6ano Matematica Avaliacao DiagnosticaPaula CatroAinda não há avaliações
- Diodos VaricapDocumento3 páginasDiodos Varicapvarzeano100% (1)
- Tabela Laje IsoporDocumento4 páginasTabela Laje IsoporLgSalgadoAinda não há avaliações
- 5-Exercícios de Fixação de Derivadas - Etapa 1Documento6 páginas5-Exercícios de Fixação de Derivadas - Etapa 1Rodrigo PereiraAinda não há avaliações
- VentiladoresDocumento27 páginasVentiladoresbrunoang159Ainda não há avaliações
- SudokuDocumento11 páginasSudokuPorthos R A Motta0% (1)
- Lista de Termologia PDFDocumento14 páginasLista de Termologia PDFEmanuel VicenteAinda não há avaliações
- Mma10 2 RecdomDocumento28 páginasMma10 2 RecdomGonçaloFerreiraAinda não há avaliações
- Apostila de Matemática Financeira - 2020Documento46 páginasApostila de Matemática Financeira - 2020Carlos André JesusAinda não há avaliações