Escolar Documentos
Profissional Documentos
Cultura Documentos
2COBEF03Desenvolvimentodeprocessodeconformaçãodechapasmetálicasusandosimulaçãocomputacionalcomoferramentaintegradanodesenvolvimentodecarroceriasautomotivas CF
Enviado por
Nildo FerreiraTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
2COBEF03Desenvolvimentodeprocessodeconformaçãodechapasmetálicasusandosimulaçãocomputacionalcomoferramentaintegradanodesenvolvimentodecarroceriasautomotivas CF
Enviado por
Nildo FerreiraDireitos autorais:
Formatos disponíveis
Desenvolvimento de Processo de Conformao de Chapas Metlicas usando
Simulao Computacional como Ferramenta Integrada no Desenvolvimento de
Carrocerias Automotivas
Gleiton Luiz Damoulis
Volkswagen do Brasil S/A S. Bernardo do Campo - SP - gleiton.damoulis@volkswagen.com.br
Gilmar Ferreira Batalha
Laboratrio de Engenharia de Fabricao Dept. de Engenharia Mecatrnica e de Sistemas
Mecnicos - EPUSP - Av. Prof. Mello Moraes, 2231 05508.900 So Paulo SP.
gilmar.batalha@poli.usp.br
Resumo. A aplicao bem sucedida do mtodo dos elementos finitos para simulao de eventos de
contato e choque em aplicaes industriais levantou uma demanda similar para a simulao de
componentes de chapas finas com as quais so fabricados componentes automotivos. No
desenvolvimento de carrocerias automotivas o desenvolvimento de painis bem como a produo
de ferramentas pode ser efetivamente apoiada pela simulao de processos de conformao de
chapas metlicas pelo mtodo dos elementos finito (FEM). Este trabalho descreve como um
programa de elementos finitos explicito foi aplicado no desenvolvimento de processos industriais
de estampagem profunda, sendo realizado e possibilitando uma otimizao da metodologia, e sua
integrao dentro do procedimento de desenvolvimento e atualizao dos dados do modelo e do
processo computacional. A parte principal deste trabalho discute os resultados da simulao e
explica as influncias dos parmetros do processo (i.e.: condies de lubrificao e fora no
puno e prensa chapas), tamanho da chapa e forma da estampagem reversa. Finalmente
explicado como os parmetros e geometria so determinados visando a otimizao dos resultados.
Palavras-chave: chapas, conformao, simulao.
1. INTRODUO
Carrocerias veiculares apresentam geralmente peas estampadas com geometrias complexas e
irregulares. A conformao destas peas normalmente uma combinao de estampagem,
estiramentos e dobramentos. Uma detalhada anlise e julgamento do processo de conformao via
metodologias convencionais requer, na maioria dos casos, um grande esforo. Neste sentido, a
simulao de processos de conformao com o mtodo dos elementos finitos (MEF) torna se uma
ferramenta eficiente e de custo razovel para a simulao de processos de conformao antes da
fabricao do ferramental. Durante todas as etapas do processo de simulao a abordagem MEF
possibilita um julgamento detalhado do material que est sendo conformado, uma forma tima do
ferramental e o controle do processo. O nvel atual de desenvolvimento do MEF j pode ser
considerado satisfatrio para estas aplicaes. Uma variedade de efeitos tais como ortotropia
plstica e dependncia da taxa de deformao do material bem como diferentes condies de atrito
esto atualmente disponveis em alguns destes programas. Ao usurio resta ainda a tarefa de
estabelecer valores adequados para as variveis de contorno para cada efeito descritvel. A
determinao destes parmetros requer muitas vezes ensaios e experimentos especiais, alguns de
realizao difcil. O presente estudo deseja demonstrar que o grau de comparao e concordncia
pode ser obtido entre os resultados da simulao e os resultados experimentais. Atravs da
simulao com o mtodo dos elementos finitos podem ser feitas as seguintes determinaes:
Geometria conformada e evoluo da chapa estampada
Distribuio de espessura da chapa
Deformao plstica equivalente
Fluxo de material
Fora no puno e prensa chapas
Falha (rasgamento e enrugamento)
O uso conseqente da simulao de processos de estampagem possibilita:
Melhoria da qualidade da pea estampada por meio da otimizao do processo de
estampagem, parmetros do processo, escolha do material, blanks e etapas de
conformao.
Economia de tempos de desenvolvimento, assegurando o curso de desenvolvimento e
reduo de custos.
2. ANLISE EXPLICITA POR ELEMENTOS FINITOS
2.1 Caractersticas Bsicas
Os clculos foram realizados com o programa de elementos finitos PAM-STAMP que pode
tratar geometrias complexas com um tempo de processamento razovel. Conforme Heath et al
(1993), o sistema de equaes integradas em um mtodo explicito dinmico, o qual ao contrrio
da abordagem implcita, no envolve a soluo de complexas equaes no lineares acopladas.
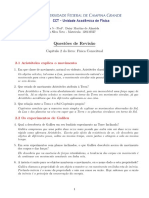
Junto com um algoritmo robusto, o contato representado por uma superfcie mestre escravo
baseada em um algoritmo de busca de um lado com um fator de penalidade K (Figura 1) e uma
constante de amortecimento C proporcional a velocidade relativa de ambas as reas de contato, o
que permite que problemas complexos com muitos elementos sejam tratados de modo eficiente e
confivel. A simulao de processos de conformao um dos principais desafios para uma analise
MEF no linear, bem como toda a no linearidade concernente a geometria com grandes
deslocamentos e rotaes, materiais sob grandes deformaes e contato com atrito.
2.2 A questo da velocidade
Segundo Haug et al (1991), uma desvantagem potencial das solues explicitas sua inerente
incapacidade de fornecer uma soluo rpida para problemas estruturais. Isto se deve ao fato de que
os mtodos explcitos operam uma equao dinmica
F x M = & & (1)
Onde M a matriz de massa (diagonal), x& & a acelerao dentro dos graus de liberdade da estrutura
e F so as carga externas e as foras de resistncia internas. Junto com um algoritmo de soluo
dinmica por diferenas centrais condicionalmente estveis, as velocidades e deslocamentos podem
ser calculados em intervalos discretos de tempo, considerando um tamanho estvel dos intervalos,
os quais esto relacionados com o menor tempo de deslocamento das ondas de tenso elstica entre
os pontos de um modelo discreto (velocidade do som no material). Modelos FEM para choque
automotivos tpicos chegam a tempos de estabilizao da ordem de 1 s , para um evento de 100 ms
a simulao poderia requerer at 100.000 etapas. Como pode ento uma soluo dinmica explicita
ser aplicada eficientemente a um processo de estampagem? Na maioria dos casos prticos a
velocidade do puno pode ser aumentada seguramente por fatores substanciais sem que os efeitos
inerciais dos pontos mveis da chapa afetem significativamente os resultados. Estudos anteriores
mostraram que velocidades de punes podem chegar a 15-20 m/s ou mais, antes que os efeitos
inerciais tenham uma influncia nos resultados do processo de estampagem. Portanto, seria possvel
realizar simulaes de estampagem em velocidades ligeiramente maiores que as reais, quando se
calcula apenas os efeitos dependentes da velocidade ou efeitos da taxa de deformao so
calculados, baseando-se na velocidade real do puno.
2.3 Efeito rampa e amortecimento
Um outro meio de reduzir os efeitos inerciais indesejveis seria aplicar cargas e velocidades no
puno de modo no brusco, mas mediante uma funo tipo rampa na elevao da carga com uma
escolha cuidadosa das funes de tempo, reduzindo, portanto efeitos esprios resposta em alta
freqncia nos dados de sada. Uma aplicao racional do amortecimento interno e externo pode
tambm reduzir tais efeitos e conduzir a uma soluo quase esttica assintoticamente estvel.
3. CONTATO E ATRITO
Dentre as maiores melhorias em programas de simulao de choque que se fazem necessria
para uma simulao bem sucedida de processos de conformao, esto uma descrio adequada do
comportamento do material e os fenmenos de contato / atrito entre o blank (chapa) e a ferramenta
(puno, prensa-chapas e matrizes). Uma lei de atrito de Coulomb no descreve adequadamente a
dependncia dos coeficientes de atrito em funo da presso normal, velocidade de deslizamento,
etc (Batalha et al. 2000). Os populares algoritmos de contato com funes de penalidade podem no
ser robusto ou exato o suficiente para se chegar a valores estveis e precisos das presses de
contato, tendo de ser modificados para adicionar termos de amortecimento para o calculo da
estabilidade e das reas, visando resultados precisos da presso de contato. Pois apenas quando as
presses normais puderem ser calculadas de modo preciso e estvel, se pode aproveitar a preciso
adicional embutida nas novas leis de atrito. O contato entre as ferramentas e chapa identificado
por meio de algoritmos de busca eficientes. As foras de contato so calculadas com um mtodo de
penalidade e fora que equivalente ao sistema mostrado na figura 1. Uma melhoria neste
algoritmo seria a considerao da rea correta em torno de cada no penetrante, que resulta no
calculo mais preciso da presso de contato ao longo das arestas e malhas no uniformes. Alm disto
o algoritmo foi refinado pela considerao da espessura real instantnea, que permite com que a
estrico do blank causada pelo aumento da presso possa ser simulada. O algoritmo de penalidade
robusto pode tratar leis de atrito complexas sem dificuldades. O programa fornece tanto a lei de
atrito de Coulomb e como uma interface para definio de leis gerais de atrito na forma = f (
n
,
v), onde o coeficiente de atrito,
n
a presso normal e v a velocidade de deslizamento.
Figura 1 Equivalente mecnico do algoritmo de contato por fora.
Elemento de atrito
Mestre 1
Escravo 1
Interface 1
chapa
Ferramenta
3.1 Leis de Atrito
Quando uma descrio exata do comportamento do material surge como requisito para uma
simulao de estampagem bem sucedida, uma descrio precisa do comportamento do atrito toma
igual importncia, uma vez que a natureza das foras tangenciais criadas pelo atrito entre o blank e
ferramenta pode ser um fator decisivo para conformabilidade de peas estampadas.
As leis de atrito relacionam uma tenso de contato tangencial com a presso normal de contato
n
, via um coeficiente de atrito , o qual pode tambm depender da presso normal de contato
n
,
e a velocidade tangencial de deslizamento v e do lubrificante, temperatura, distncia deslizada,
direo de deslizamento e deformao da chapa, conforme:
= .
n
(2)
em principio = 0 para
n
= 0 exceto na simulao simplificada de anti-rugas (freios esticadores)
com a atrito planar equivalente, onde:
=
b
+ .
n
(3)
sendo a resistncia ao deslizamento
b
criada pelo dobramento da chapa sobre a matriz. Tambm
=
y
tenso de escoamento por cisalhamento e = 0 quando
n
0.
4. LEIS CONSTITUTIVAS DO MATERIAL
O material das chapas geralmente um ao de grande ductilidade que tem uma certa anisotropia,
devida ao trabalho a frio durante o processo de laminao ou devido a tenses residuais. De acordo
com Hill (1948) a anisotropia plstica pode tanto ser considerada estacionria (critrios de von
Misses / Hill ) ou evolucionrias (por exemplo: modelo ICT, da teoria de translao do centro de
anisotropia). Ambas as formulaes so incorporadas ao programa e destacada abaixo, bem como
as hipteses de encruamento e taxa de deformao.
4.1 Leis de plasticidade do tipo Von Misses e Hill Funes de escoamento ortotrpica
Quando o material da chapa considerado com um comportamento plstico ortotrpico normal,
ento a funo de escoamento para estado plano de tenso pode ser expressa por um critrio tipo
Hill como se segue:
4.1.1 Material ortotrpico
2
2
12
2
31
2
23
2
22 11
2
11 33
2
33 22
2 2 2 2 ) ( ) ( ) ( Y N M L H G F = + + + + + (4)
i) Coeficiente de Hill para parmetro de Lankford r = 0
2 1 2
12 22 11
2
11
2
22
] ) 2 ( 2 2 ) 2 ( 2 [
2
1
N G G F + + + = (5)
ii) Coeficiente de Hill para parmetro de Lankford r = 1
2 1 2
12 22 11
2
11
2
22
] ) )( 1 2 ( 2 ) 1 ( ) 1 ( [
) 1 (
1
P R Q RP R P P R
R P
+ + + + + +
+
= (6)
4.1.2 Material com anisotropia normal (Lankford > 0)
2 1 2
12 22 11
2
11
2
22
] ) )( 1 2 ( 2 ) )( 1 [(
1
1
P R Q RL RL
RL
+ + + + +
+
= (7)
onde : Lankford = RL=
=
n
i
RLi
n
1
1
(8)
4.1.3 Material com anisotropia normal (Lankford = 0)
2 1 2
12
2
22 11
2
11
2
22
] 3 ) ( ) [( + + + + = (von Mises) (9)
4.1.4 Comportamento isotrpico: parmetro de Lankford = 0.
Onde 1,2 e 3 so as direes axial, transversal e normal de um ensaio com um corpo de prova
cortado com um ngulo em relao a direo de laminao (ou pr - tenso ); P,Q e R so os
coeficientes de Lankford, onde: r
=
22
() /
33
() para ngulos = 90, 45e 0 respectivamente,
os quais so determinados por meio de ensaio de trao multiaxial;
22
e
33
so determinados
experimentalmente mediando deformaes plsticas verdadeiras transversal e perpendicular do
material;
11
,
12
e
22
so as tenses de cisalhamento e normais no plano do material da chapa ,
(F,G,H,L,M,N) so constantes e
ij
o tensor de tenses. Um algoritmo de plasticidade baseado
nestes critrios est incorporado ao programa de elementos finitos, incorporando uma suposio
inicial de que Y uma funo da deformao plstica efetiva
P
e
o
:
) 3 2 (
P
ij
P
ij
P
= (10)
sendo
ij
p
o tensor de deformao plstica. O valor Y pode ser definido tanto via pontos
experimental como pela equao de Krupkovski
Y = K(
p
+
o
)
n
(11)
onde K o fator de resistncia,
o
uma deformao inicial e n o expoente de encruamento. Estes
parmetros do material podem ser obtidos de curvas de tenso deformao uniaxiais.
4.2 Algoritmo de plasticidade com translao do centro de anisotropia - ICT
Uma formulao alternativa do comportamento plstico considerando ortotropia (ou a
anisotropia), bem adaptada a chapas metlicas teoria de translao do centro de anisotropia.
Segundo Mazilu et al (1990), esta teoria, o invariante da tenso desviadora da funo de
escoamento isotrpico translada mutuamente independentemente no espao de tenses, produzindo
translaes e distores da superfcie de escoamento, seguindo qualquer pr-deformao. A
distoro devida anisotropia induzida pela textura do agregado policristalino microscpico.
Dentre as tentativas histricas recentes para elaborar modelos de superfcies de escoamento,
capazes de descrever a rotao e distoro em adio ao crescimento e translao nas leis de
encruamento plstico cinemtico e isotrpico convencional, a teoria ICT tem a vantagem de estar
formulada com suporte direto de micro plasticidade, mas neste caso ser necessrio determinar 27
parmetros do material. De acordo com a teoria da translao do centro de anisotropia (ICT), a
funo de escoamento de metal pr-deformado a frio tem a seguinte forma:
f E(J
, K
) F(L
) = 0 (12)
Aqui os parmetros J e K so proporcionais ao segundo e ao terceiro invariante do tensor de tenses
S
ij
=
ij
(1/3)
ij
kk
e apresenta os valores independentes
ij
,
ij
e
ij
no campo de tenses:
J
= (S
ij
ij
) (S
ij
ij
) (13)
K
= det(S
ij
ij
) (14)
J
= (S
ij
ij
) (S
ij
ij
) (15)
K
= det(S
ij
ij
) (16)
onde
L
= K
/ J
3/2
17)
Um algoritmo baseado nestas equaes foi desenvolvido, onde E(J
, K
) e F(L
) so considerados
polinomiais. O encruamento e a taxa de deformao so tratados de modo anlogo ao algoritmo de
Hill, isto , os parmetros do modelo ICT so tratados como funes de
p
.
5. EXEMPLO DE APLICAO INDUSTRIAL
Diversos estudos foram realizados para avaliar a preciso da simulao via comparao com
experimentos. As peas estudadas incluram geometrias simples de benchmarks (perfis em U, pratos
cilndricos, esfricos e retangulares) bem como componentes mais complexos de carrocerias
automotivas, tais como painis, portas e outros. Os parmetros de comparao foram a forma da
chapa deformada, distribuio de espessuras e deformao, e a histria da fora de conformao.
5.1 Discretizao do modelo
Para realizar esta simulao, tomou-se como exemplo um painel lateral externo de um carro
pequeno e uma rea de estampagem profunda crtica (Figura 2) para o qual foi implementado um
modelo MEF a partir da geometria fornecida. As dimenses da chapa metlica so 250 x 150 mm.
Usou-se uma chapa de ao St 1405, um material de uso comum na indstria automotiva. A
identificao do material apresentada na Tabela 1. Um coeficiente de atrito coulombiano, = 0,1
foi empregado, caracterizando uma operao de conformao com presena de um filme
lubrificante e definido um modelo equivalente de anti-ruga. A carga escolhida foi de 1200 kN para
o puno. A ferramenta foi considerada um corpo rgido, descrita por uma malha de 11048 ns para
a matriz, 1219 elementos para o prensa chapas e 10023 elementos para o puno. Na obteno dos
resultados, os calculo foram realizados em trs estgios diferentes de conformao. O primeiro
demonstra o comportamento da chapa aps o contato entre matriz e prensa chapas. O segundo
demonstra o processo estampagem at que o puno tenha alcanado o topo da matriz e o terceiro
corresponde aps a anlise dos resultados do estgio dois, proceder a correes em algumas reas
que necessitem um refinamento local da malha para melhorar a preciso local da anlise.
5.2 Etapas de conformao
Para descrever os modelos foi usado o pr-processador do programa PAM-GENERIS. Foi
preparado um offset a partir do modelo da matriz e do prensa chapas (Figura 3a). O prensa chapas
est fixo e amortecido ao solo visando prevenir oscilaes dinmicas indesejveis e a velocidade
aumentada at um mximo de 10 m/s; O estgio inicial da chapa foi representado por uma malha
com 16759 elementos de casca. Para a segunda etapa de conformao, aps a ao do prensa chapa,
um segundo modelo foi preparado com os dados de sada da etapa 1, considerando neste modelo o
puno entrando na matriz (Figura 3b). Por razes de representao o modelo (b) mostrado aberto,
porm considerando o prensa chapas em contato com a chapa metlica pr-conformada. A
velocidade do puno no estgio 2 aumentada at um mximo de 10 m/s. Neste clculo, o
programa de refinamento automtico da malha permitiu um limite superior de 30798 elementos
para realizar o estgio 2. Na rea onde foram detectadas grandes deformaes procederam-se
refinamentos da malha e as mesmas seqncias como da etapa 2 foram realizadas novamente (Etapa
de conformao 3). A chapa foi refinada at 36000 elementos de casca.
Figura 2. rea crtica de um painel lateral externo de uma carroceria automotiva.
(a) (b)
Figura 3. Modelos de discretizao das etapas 1 e 2.
Tabela 1 Propriedades do material da chapa testada
E [GPa] 210 Coeficientes de Lankford
0,30 P 1,8
K 0,5673 Q 1,5
0
0,0073 R 2,3
n 0,264
db
0,1
Espessura da chapa [mm] 1,00
5.3 Resultados da simulao
Aps a simulao do estgio 1 (Figura 3.a) j se pode notar a capacidade de simulao do
enrugamento da chapa sobre o prensa chapas, devido baixa presso de prensa chapas. Aqui pode
se ver tambm a direo indesejada da chapa pr-conformada contra o puno que pode levar a um
comportamento indesejado da chapa dentro da ferramenta. No se deve esquecer que esta a
superfcie da pea, e, (portanto um maior nvel de qualidade superficial requerido por razes de
pintura). Na figura 4 pode se avaliar a distribuio de deformaes sobre a pea e na figura 5 o
diagrama limite de conformao correspondente exibido visando determinar os pontos crticos
onde as deformaes plsticas esto plotadas junto com o critrio de deformao, isto , a tendncia
formao de pontos de rasgamento. Um critrio muito importante para esta avaliao o diagrama
limite de conformao (curva FLD), onde cada elemento finito representado com sua respectiva
deformao principal. Todos os pontos acima do limite de conformao representam pontos de
fratura por rasgamento durante o processo de estampagem. Na figura 6 a distribuio de espessuras
mostrada. Em duas reas a espessura mnima decresce de 0,48 o que leva a uma alta probabilidade
de ruptura por rasgamento no local. Neste local necessrio um refinamento da malha para
melhorar a preciso da anlise local (Etapa 3, figura 7). Considerando os resultados do calculo do
fluxo de material e a falha na chapa esto em boa concordncia com os resultados experimentais.
Os resultados mostram que uma comparao entre os valores simulados e os medidos
experimentalmente (Figura 8), foram encontrados nas mesmas reas crticas.
.
Figura 4. Distribuio de deformaes (etapa 2) Figura 5. Diagrama limite de conformao
0,15
0,75
1,37
1,37
D
e
f
o
r
m
a
o
m
x
i
m
a
n
a
s
u
p
e
r
f
c
i
e
s
u
p
e
r
i
o
r
,
m
a
x
Deformao mnima na superfcie superior,
min
Figura 6. Distribuio de espessuras aps a segunda etapa de conformao. (etapa 2)
5.4 Otimizao do ferramental
Os critrios para uma espessura limite foram atingidos, devido ao elevado coeficiente de atrito entre
o puno e prensa chapas. Uma modificao da geometria na rea crtica pode ser predita. Neste
caso uma modificao do raio da ferramenta (Figura 7) foi recomendada, visando melhorar a
distribuio de espessuras e deformaes. Aps as modificaes, uma nova simulao foi realizada.
Nas reas crticas foram calculados as espessuras mnimas de 0,71 mm (Figura 7) e o enrugamento
e rasgamento (veja pea estampada na figura 8) foi evitado.
Figura 7 Distribuio de espessuras aps etapa 3. Figura 8 Prottipo da pea prensada
6 CONCLUSES E PERSPECTIVAS
Analisou se uma aplicao prtica de simulao e comparao dos resultados experimentais de
processos de conformao de pea automobilstica, neste sentido a tendncia futura de melhoria do
processo de simulao pode ser:
Estabelecimento do melhor contorno para o blank inicial da pea.
Otimizao da geometria da ferramenta,
Melhoria do processo pela otimizao do fluxo de material.
Calculo da distribuio de espessuras da chapa.
0,94
0,87
0,48
0,58
0,71
0,84
0,97
Calculo da deformao plstica equivalente.
Indicao de falha (rasgamento ou enrugamento)
Trabalhando neste caminho, a simulao de processos de estampagem profunda pode se
tornar uma ferramenta comparativa para otimizao e para estudar a influencia da variao
dos parmetros do processo. Com o aumento da experincia e melhoria dos modelos
tericos e prticos, as simulaes de processos de conformao tornam-se uma ferramenta
poderosa para a reduo do tempo de desenvolvimento e dos custos e melhoria da qualidade.
7. REFERNCIAS
Heath A.N., Pickett A.K. e Ulrich, D. 1993, Development of Industrial Sheet Metal Forming
Process Using Computer Simulation, Dedicated Conference on Lean Manufacturing in
Automotive Industries, Aachen, Alemanha, 1993
Batalha, G. F. & Stipkovic Filho, M., 2000, Estimation of contact conditions and its influences on
the interface friction in forming processes, in: M. Pietrzyk et al. (Eds.), Metal Forming 2000,
Balkema, Rotterdam, pp. 71-78.
Haug E., Pascale E.di, Pickett A.K., Ulrich, D. ESI: 1991, Industrial Sheet Metal Forming
Simulation Using Explicit FE-Methods, VDI Bericht Nr. 894, Alemanha.
Hill, R. 1948, Theory of Yielding and Plastic Flow of Anisotropic Metals, Proc. Roy. Soc.. A 193,
Maziliu, Luo S. e Kurr, J., 1990, Anisotropy Evolution by Cold Prestrained Metals Described by
ICT-Theory. Journal of Material Processing Technology, Vol.24, pp.303-311.
Damoulis G. e Kleinhans U. 1996, Simulation of Sheet Metal Forming Using a FEM Program as
Integrated Tool in the Car Body Development. V International Mobility Technology Conference
and Exhibit, So Paulo, Brasil
DEVELOPMENT OF INDUSTRIAL SHEET METAL FORMING PROCESS
USING COMPUTER SIMULATION AS AN INTEGRATED TOOL IN THE
CAR BODY DEVELOPMENT
Gleiton Luiz Damoulis
Volkswagen do Brasil gleiton.damoulis@volkswagen.com.br
Gilmar Ferreira Batalha
Laboratrio de Engenharia de Fabricao Dept. de Engenharia Mecatrnica e de Sistemas
Mecnicos - EPUSP - Av. Prof. Mello Moraes, 2231 05508.900 So Paulo _SP
gilmar.batalha@poli.usp.br
Abstract: Successful industrial applications of the explicit finite element simulation of crash events
in the automotive industry triggered a similar demand for the simulation of the stamping process of
thin walled components cars are made of. In the car body development the design of body panels
and production of tools as well, can be supported effectively by the simulation of the sheet metal
forming process with the finite element method (FEM). This paper describes how an explicit finite
element program has been applied to lay out industrial deep drawing processes, accomplished by
optimization of the methodology, the integration into the development and the updating procedure
for the model data and the computational process. The main part of the paper discusses the
simulation results and explains the influences of the process parameters (i.e. lubrication conditions
and blank holder/ punch force), sheet size and the shape of reverse draw. Finally it is explained
how the parameters and geometry were adjusted to achieve a simulation with relevant results.
Keywords: Metal sheet, forming, simulation
Você também pode gostar
- 38 - Dodge Dakota - Manual de Manutencao - MOTORDocumento194 páginas38 - Dodge Dakota - Manual de Manutencao - MOTORRicardo Assan50% (12)
- Motores Cursor 13, Parte 2 Das 4 Partes IvecoDocumento38 páginasMotores Cursor 13, Parte 2 Das 4 Partes IvecoFernando Villa Franca100% (10)
- Apostila TurbinasDocumento58 páginasApostila TurbinasEmanueleFaria100% (1)
- 2.1 Componentes Do Motor-FogueteDocumento12 páginas2.1 Componentes Do Motor-FogueteBruno Ferreira AlencarAinda não há avaliações
- Bomb AsDocumento21 páginasBomb AsclaudineymarcosAinda não há avaliações
- DP Resistencia Dos Materias UNIP NP1 e NP2 Com Respostas-1-1Documento23 páginasDP Resistencia Dos Materias UNIP NP1 e NP2 Com Respostas-1-1Luiz Felipe CestariAinda não há avaliações
- LCI Ventiladores - ManuaisDocumento28 páginasLCI Ventiladores - ManuaiscarlosolmoAinda não há avaliações
- Anéis de Desgaste em Bombas CentrífugasDocumento6 páginasAnéis de Desgaste em Bombas CentrífugasFlorisvaldo FerreiraAinda não há avaliações
- FlambagemDocumento30 páginasFlambagemLeonardo Kyo KabayamaAinda não há avaliações
- Aula 18 - Equilíbrio - 14 JunDocumento18 páginasAula 18 - Equilíbrio - 14 JunClayton Garcia da SilvaAinda não há avaliações
- Lista 1Documento2 páginasLista 1Rafael TomazAinda não há avaliações
- NBR 6394 - Acustica - Medicao de Ruido Emitido Por Maquinas Rodoviarias Na Posicao Do OperadorDocumento8 páginasNBR 6394 - Acustica - Medicao de Ruido Emitido Por Maquinas Rodoviarias Na Posicao Do OperadorBruno OliveiraAinda não há avaliações
- Relatório Marcelo SilmaraDocumento22 páginasRelatório Marcelo SilmaraluizAinda não há avaliações
- Manual Fazer 250Documento10 páginasManual Fazer 250Marcelo Zasso0% (1)
- Colhedora de Cana - AGCO - ApostilaDocumento85 páginasColhedora de Cana - AGCO - Apostilacesah1988100% (1)
- Física PPT - Cinemática Vetorial 01Documento7 páginasFísica PPT - Cinemática Vetorial 01Física PPT100% (1)
- 03-Desgaste e Vida de Ferramentas de CorteDocumento14 páginas03-Desgaste e Vida de Ferramentas de CorteRodrigo ManoelAinda não há avaliações
- Relatorio Dispensa 791180 132023Documento10 páginasRelatorio Dispensa 791180 132023Felipe MelloAinda não há avaliações
- BC7500 (Port) (Baixa)Documento2 páginasBC7500 (Port) (Baixa)Camila Gaspar100% (1)
- Questões de RevisãoDocumento4 páginasQuestões de RevisãoJoaquim GeraldoAinda não há avaliações
- Engates PCL 17 - 18 - 21Documento1 páginaEngates PCL 17 - 18 - 21paulasouza88Ainda não há avaliações
- Catalogo Sulcador Asa Reta 3 Linhas 1 09 03 01 00 003Documento4 páginasCatalogo Sulcador Asa Reta 3 Linhas 1 09 03 01 00 003GerletonSantosAinda não há avaliações
- Guia Rápido S600Documento2 páginasGuia Rápido S600João Pedro PortoAinda não há avaliações
- Relatório Experimento Movimento BalísticoDocumento2 páginasRelatório Experimento Movimento Balísticoteu cuAinda não há avaliações
- Motores - Vol. 2 - Parte 2Documento142 páginasMotores - Vol. 2 - Parte 2Hermes RenatoAinda não há avaliações
- ME340 Pratica 05 - ResoluçãoDocumento7 páginasME340 Pratica 05 - ResoluçãoJosé WilliamAinda não há avaliações
- Elaboração de RQPS - EPSDocumento26 páginasElaboração de RQPS - EPSCesar Augusto100% (1)
- Propriedades Dos GasesDocumento41 páginasPropriedades Dos GasesGuilherme MarangonAinda não há avaliações
- Exercicios Flexao - Dobramento - Dureza - Fadiga TECDocumento3 páginasExercicios Flexao - Dobramento - Dureza - Fadiga TECCristyan Luiz Matos de JesusAinda não há avaliações
- Catalogo MagnexDocumento6 páginasCatalogo MagnexLui Cezar MendesAinda não há avaliações