Escolar Documentos
Profissional Documentos
Cultura Documentos
TCC Completo Anne PDF
Enviado por
bernardirafaelTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
TCC Completo Anne PDF
Enviado por
bernardirafaelDireitos autorais:
Formatos disponíveis
UNIVERSIDADE FEDERAL DO PAR
INSTITUTO DE TECNOLOGIA
FACULDADE DE ENGENHARIA MECNICA
ANNE CAROLINE MELO DE ALCNTARA / 07188002501
EFEITO DA ENERGIA DE SOLDAGEM SOBRE AS CARACTERSTICAS
METALRGICAS DE REVESTIMENTOS DE NQUEL DEPOSITADOS PELOS
PROCESSOS MIG E MIG DERIVATIVO COM ARAME FRIO
BELM
2012
Trabalho de Concluso de Curso apresentado
Faculdade de Engenharia Mecnica da
Universidade Federal do Par, como parte dos
requisitos necessrios para a obteno do grau de
Engenheiro Mecnico.
Orientador: Prof. Dr. Carlos Alberto Mendes
da Mota
ANNE CAROLINE MELO DE ALCNTARA / 07188002501
EFEITO DA ENERGIA DE SOLDAGEM SOBRE AS CARACTERSTICAS
METALRGICAS DE REVESTIMENTOS DE NQUEL DEPOSITADOS PELOS
PROCESSOS MIG E MIG DERIVATIVO COM ARAME FRIO
BELM
2012
ANNE CAROLINE MELO DE ALCNTARA / 07188002501
EFEITO DA ENERGIA DE SOLDAGEM SOBRE AS CARACTERSTICAS
METALRGICAS DE REVESTIMENTOS DE NQUEL DEPOSITADOS PELOS
PROCESSOS MIG E MIG DERIVATIVO COM ARAME FRIO
BELM
2012
Trabalho de Concluso de Curso apresentado
para obteno do grau de Engenheiro Mecnico
pela Universidade Federal do Par. Submetido
banca examinadora constituda por:
______________________________________
Prof. Dr. Carlos Alberto Mendes da Mota
UFPA Orientador, Presidente.
______________________________________
Prof. Dr. Alexandre Saldanha do Nascimento
UFPA/Membro
______________________________________
Prof. Marcio Wagner Batista dos Santos
UFPA/Membro
______________________________________
Adriane Lopes Mougo, Me. Eng.
Julgado em____de__________de 2012.
Conceito:________________________.
Agradecimentos
Agradeo a Deus por este momento to importante em minha vida. A minha formao.
E aos meus queridos e amados pais Eneida Sousa e Raimundo Sousa que sempre estiveram
por perto com todo amor e carinho me apoiando e incentivando nos momentos decisivos da
minha caminhada estudantil. A minha, tambm, querida e amada me Jandira Alcntara que
mesmo de longe sempre me apoiou e torceu pelas minhas vitrias.
Agradeo tambm aos meus irmos rica, Paulo, Mauro, Ruan e Ricardo pela fora e
contribuio ao longo desses anos principalmente nos momentos em que mais precisei. Sem
vocs a minha vitria no seria completa.
Aos meus colegas do laboratrio, especialmente a Adriane Mougo que durante o seu
mestrado contribuiu com seu incentivo e esclarecimentos em todo desenvolvimento deste
trabalho.
Aos meus amigos de graduao, especialmente ao Bruno Rogrio pelo seu
companheirismo e grandiosa motivao principalmente na fase final da graduao.
Ao meu orientador Prof. Carlos Mota pelos conselhos e orientaes que foram
imprescindveis na concluso da minha formao. E principalmente pela oportunidade de
desenvolver este trabalho.
Ao CNPq pelo apoio financeiro.
Ao apoio da Universidade Federal do Cear, em especial a equipe do ENGESOLDA
que no incio deste trabalho esclareceu muitas dvidas e se disponibilizou a ajudar no
desenvolvimento deste trabalho.
.
O mundo um livro grande, s aprende quem
para pra ler.
Irene
LISTA DE FIGURAS
Figura 2.1- Imagens obtidas por MEV de precipitados de nitreto de titnio da liga FM-
52.
19
Figura 2.2 - Exemplo de fase observada na zona fundida de uma liga Ni-Cr-Mo 22
Figura 2.3-MEV do revestimento de uma liga de nquel Ni-Cr-Mo-W do tipo Hastelloy
C.
23
Figura 2.4 - ZTA de uma liga a base de nquel contendo carboneto NbC e fase laves . 24
Figura 2.5 - Rplica em microscopia eletrnica da liga Inconel X-750 solubilizada em
1150 C por 2h e envelhecida por 24h a 845C e a 705 C mostrando os carbonetos
nos contornos de gros e a fase
na matriz . Aumento de 15000 X.
25
Figura 2.6 - Fases precipitadas devido a segregao de elementos durante o processo de
solidificao em uma liga Hastelloy C276.
26
Figura 2.7- (a) Crescimento epitaxial e (b) Crescimento competitivo. 28
Figura 2.8 - Evoluo do modo de solidificao da interface revestimento substrato do
revestimento da liga AWS ERNiCrMo-3.
29
Figura 2.9 - (a)Trinca de solidificao; (b) Trinca de liquao. 30
Figura 2.10- Trinca a frio na soldagem em filete da soldagem do ao SAE 1040. 31
Figura 2.11 - Desenho esquemtico das caractersticas geomtricas e diluio para um
cordo de solda.
33
Figura 2.12- Presena de baa, pennsula e ilha na soldagem MIG/MAG dissimilar entre
a liga de nquel AWS ERniCrMo-4(metal de adio) e o ao ASTM 516 Gr 60 (metal
de base).
34
Figura 2.13 - Equipamentos e acessrios do processo MIG/MAG. 35
Figura 2.14 - Representao esquemtica do processo GMAW-CW. 37
Figura 3.1 - Layout da retirada das amostras para o preparo metalogrfico. 42
Figura 3.2 - Aparato de realizao do ataque eletroltico. 42
Figura 3.3 Regies de anlise microestrutural. 43
Figura 3.4 - (a) Microscpio ptico com cmera digital MDCE-5A acoplada; (b)
Detalhe do procedimento de posicionamento da amostra para anlise ao microscpio.
44
Figura 3.5 - Mtodo de medio da espessura da ZPM com o auxlio do Microscpio
ptico. Aumento de 200x.
45
Figura 3.6 - Microscpio Eletrnico de Varredura ZEISS LEO-1430. 46
Figura 3.7 - Regies de anlise da interface revestimento/substrato.
Figura 3.8 - Microdurmetro HMV MicroHardness Tester, SHIMADZU.
Figura 3.9- Metodologia do ensaio de microdureza.
46
48
48
Figura 4.1- microestrutura de solidificao para os processos MIG e MIG com adio
de arame frio. (1a-amostra C1; 1b-amostra FR1) Estrutura equiaxial-dendritica formada
na superfcie do revestimento; (2a-amostra C2; 2b-amostra FR2) Estrutura colunar-
dendritica formada no centro do cordo; (3a -amostra C3; 3b-amostra FR3)
Solidificao celular e planar acima da linha de fuso. Aumento de 200X.
49
Figura 4.2- Influncia da variao da Energia de Soldagem sobre a espessura da ZPM.
Es = 1,1 kJ/mm (C1 e FR1); Es = 0,9 kJ/mm (C2 e FR2); Es = 0,7 kJ/mm (C3 e FR3).
51
Figura 4.3- Morfologias encontradas na amostra C1 formadas ao longo da ZPM: (a)do
tipo praia; (b) do tipo pennsula e (c) do tipo ilha. Aumento de 200X.
52
Figura 4.4- Micrografias pticas da camada de martensita observada em soldas usando
os metais 309L (a) e o IN625 (b) para preenchimento.
53
Figura 4.5- Valores de microdurezas nas descontinuidades: (a) Tipo praia na ordem
de 308 HV; (b) Tipo pennsula na ordem de 272 HV e (c) Tipo ilha na ordem de
200 HV. Aumento de 200X.
55
Figura 4.6- Perfil dos principais elementos de liga ao longo espessura da ZPM e de suas
regies adjacentes: (a) amostra C1e (b) amostra FR1. Es = 1,1 kJ/mm.
56
Figura 4.7- Perfil dos principais elementos de liga ao longo espessura da ZPM e de suas
regies adjacentes: (a) amostra C3e (b) amostra FR3. Es = 1,1 kJ/mm.
58
Figura 4.8- Ensaio de microdureza em regies com supersaturao de carbono,formada
entre o ao C-Mn e uma superliga de nquel.
60
Figura 4.9- (a) Imagem obtida por MEV na interface revestimento/substrato da amostra
C1; (b) Espectro de EDS obtido na regio escurecida acima da linha de fuso; (c)
Espectro de EDS obtido no final da espessura da ZPM.
61
Figura 4.10-(a) Imagem obtida por MEV na interface revestimento/substrato da amostra
FR1; (b) Espectro de EDS obtido na regio escurecida acima da linha de fuso; (c)
Espectro de EDS obtido no final da espessura da ZPM.
62
Figura 4.11- Ensaio de microdureza. (a) Amostra C1, aumento de 200x; (b) Amostra
FR1, aumento de 100X.
63
Figura 4.12- Microestrutura do metal de solda da liga Hastelloy C276. (a) revestimento
FR1, (b) revestimento FR3 e (c) revestimento C1.
64
Figura 4.13- Precipitados no metal de solda. (a) amostra C1, processo MIG. Aumento
de 2500X; (b) amostra FR1, processo MIG CW. Aumento de 4000X.
69
Figura 4.14- Espectrogramas dos precipitados (a)amostra C1;(b)amostra Fr1. 69
Figura 4.15- Precipitados no metal de solda. (a) amostra C3, processo MIG. Aumento
de 2500X; (b) amostra FR3, processo MIG CW. Aumento de 4000X.
70
Figura 4.16- Espectrogramas dos precipitados (a)amostra C3;(b)amostra Fr3. 71
Figura 4.17- Microdureza Vickers da amostra C1 e FR1 (Es = 1,1 kJ/mm). 72
Figura 4.18- Microdureza Vickers da amostra C3 e FR3 (Es = 0,7 kJ/mm). 72
Figura 4.19-Mdia da microdureza no metal de solda para as amostras FR1 (1,1
kJ/mm), FR2 (0,9 kJ/mm) e FR3 (0,7 kJ/mm).
73
LISTA DE TABELAS
Tabela 2.1- Dimetros atmicos aproximados e dados de solubilidade para vrios
elementos no nquel a 1000 C (1830 F).
18
Tabela 3.1-Composio qumica do ao 1010. 39
Tabela 3.2- Composio qumica do arame AWS ERNiCrMo-4. 39
Tabela 3.3 - Condies de soldagem, processos MIG e MIG-CW. 41
Tabela 4.1 - Descontinuidades formadas ao longo da ZPM. 54
Tabela 4.2- Anlise Qumica por Fluorescncia de Raios-X do metal de solda. 65
Tabela 4.3- Anlise Qumica por Fluorescncia de Raios-X do metal de base. 65
Tabela 4.4- Diluio global de Ferro obtida pela anlise qumica por Fluorescncia de
Raios- X.
66
Tabela 4.5- Diluio geomtrica e global. 66
Tabela 4.6 - Redistribuio de soluto (k) para as amostras C1 e FR1 (Es = 1,1 kJ/mm). 67
Tabela 4.7 -Redistribuio de soluto (k) para as amostras C3 e FR3 (Es = 0,7 kJ/mm). 67
Tabela 4.8- Composio qumica da amostra C1 e FR1 (Es = 1,1 kJ/mm). 68
Tabela 4.9- Composio qumica da amostra C3 e FR3 (Es = 0,7 kJ/mm). 70
SUMRIO
1 INTRODUO 14
1.1 Consideraes gerais 14
1.2 Objetivos 14
1.3.1 Objetivo geral 14
1.3.2 Objetivo especfico 14
1.3 Justificativa 15
1.4 Metodologia do trabalho 15
1.5 Limitaes 16
1.6 Estrutura do trabalho 16
2 REVISO BIBLIOGRFICA 17
2.1 Ligas de nquel 17
2.2 Mecanismos de aumento de resistncia das ligas de nquel 18
2.2.1 Soluo slida 18
2.2.2 Precipitao 19
2.3 Efeito dos elementos de liga 19
2.4 Caractersticas microestruturais 21
2.4.1 Matriz 21
2.4.2 Fase
21
2.4.3 Fase
22
2.4.4 Fases topologicamente compactas (TCP) 22
2.4.4.1 Fase 22
2.4.4.2 Fase 22
2.4.4.3 Fase P 23
2.4.4.4 Fase Laves 23
2.4.5 Carbonetos, Nitretos e Boretos 24
2.5 Liga Hastelloy C276 25
2.6 Solidificao 26
2.6.1 Desenvolvimento de gro na zona de fuso 27
2.7 Soldabilidade 29
2.7.1 Trinca a quente 30
2.7.2 Trinca a frio 31
2.8 Solda de revestimento 32
2.9 Soldagem de materiais dissimilares 33
2.9.1 Zona parcialmente misturada (ZPM) 34
2.10 Processo de soldagem GMAW 35
2.11 Processo de soldagem GMAW com adio de arame frio 36
2.12 Energia de soldagem 38
3 MATERIAIS E METODOLOGIA EXPERIMENTAL 39
3.1 Materiais e Equipamentos 40
3.2 Metodologia experimental Caracterizao Microestrutural 41
3.2.1 Preparo Metalogrfico 41
3.2.2 Anlise Microestrutural 43
3.6 Ensaio de microdureza 48
4 RESULTADOS 49
4.1. Microestrutura de solidificao 49
4.2 Caracterizao da interface revestimento/substrato 52
4.2.1 Espessura da ZPM 52
4.2.2 Descontinuidades formadas na ZPM 53
4.2.3 Evoluo dos principais elementos de liga na ZPM 57
4.2.4 Migrao de carbono 59
4.3 Caracterizao do metal de solda 63
4.4 Ensaios de microdureza 72
5 CONCLUSES 75
6 REFERNCIAS BIBLIOGRFICAS 76
14
1 INTRODUO
1.2 Consideraes gerais
A soldagem classicamente um processo de unio, entretanto tem sido aplicada
tambm como processo de revestimento superficial com a finalidade de recuperar peas
desgastadas ou de depositar revestimento com caractersticas especiais. Tal aplicao
caracteriza a soldagem de revestimento.
A soldagem de revestimento tem sido uma grande alternativa quando se deseja
conferir a superfcie caractersticas que no so intrnsecas ao metal de base (em geral ao
carbono, carbono-mangans). A soldagem de materiais dissimilares usada extensivamente
no setor de leo e gs devido a necessidade da aplicao de revestimentos metlicos de
elevada resistncia, para trabalhar com petrleos pesados ricos em impurezas (compostos
orgnicos sulfurados, nitrogenados, oxigenados, organometlicos, gua, sais minerais e areia),
as quais tornam o meio extremamente agressivo destacando, entre os problemas de
degradao do material, processos de corroso.
A PETROBRAS vem ao longo dos anos estimulando pesquisas em parceria com as
Universidades e Institutos de Pesquisas no sentido de resolver o problema de adequao de
materiais ao petrleo mais agressivo. Vrios estudos indicam que uma alternativa vivel para
substituir ou adequar estes componentes o emprego das superligas de nquel.
Atualmente est sendo empregado em nvel mundial o revestimento interno de
tubulaes de ao C-Mn com ligas a base de nquel, as quais apresentam resistncia
corroso superior aos aos inoxidveis. Essa aplicao est ganhando espao principalmente
por questes econmicas, uma vez que restringe a utilizao de materiais nobres somente s
regies que demandam melhores propriedades, nesse caso, superfcie interna dos tubos.
1.3 Objetivos
1.3.1 Objetivo Geral
Comparar o comportamento metalrgico e mecnico dos revestimentos depositados
pelos processos de soldagem MIG e MIG-CW em diferentes nveis de energia de soldagem.
1.2.2 Objetivos Especficos
a) Identificar a estrutura de solidificao dos dois processos;
b) Analisar a composio qumica da interface revestimento/substrato;
15
c) Analisar a composio qumica do metal de solda;
d) Analisar o perfil da microdureza nos revestimentos depositados.
1.3 Justificativa
O Grupo de Estudo em Tecnologia da Soldagem (GETSOLDA) da Universidade
Federal do Par tem estudado tcnicas e procedimentos para soldagem de revestimento com
materiais resistentes a corroso e, a partir do seu engajamento em um grande projeto de
pesquisa intitulado Desenvolvimento de tcnicas de revestimento metlico e de avaliao de
degradao em aos e ligas de nquel foram desenvolvidos vrios trabalhos com objetivo de
estudar e desenvolver procedimentos de soldagem e revestimento para aplicao em
equipamentos da indstria do petrleo e do gs natural.
Inserido no referido projeto encontra-se o presente trabalho, cujo foco comparar o
comportamento metalrgico e mecnico dos depsitos de soldas resultantes dos processos de
soldagem MIG e MIG-CW, possibilitando uma alternativa tecnolgica para a realizao de
soldagem de revestimento com a superliga Hastelloy C276 sobre chapas planas de ao
carbono (AISI 1010).
1.4 Metodologia de trabalho
Para a realizao deste trabalho inicialmente fez-se um levantamento bibliogrfico e
um estudo sobre a metalurgia da soldagem de revestimentos com ligas de nquel e
paralelamente foi realizado um treinamento na Universidade Federal do Cear onde se obteve
informaes sobre a metodologia do preparo metalogrfico para a anlise microestrutural de
soldas de revestimento com a liga de nquel Hastelloy C-276.
Em seguida deu-se incio aos procedimentos experimentais que consistiu na
preparao das amostras para anlise em Microscopia ptica, Microscopia Eletrnica de
Varredura(MEV), Espectrometria de Energia Dispersiva de Raios-X(EDS) e Fluorscncia de
Raio-X(FRX) e finalizou-se com o ensaio mecnico de microdureza.
Aps a obteno de imagens e resultados sobre a identificao e quantificao dos
elementos qumicos das amostras analizadas foi realizado um estudo metalrgico comparitivo
entre os processos MIG e MIG com adio de arame frio. Foram verificadas as estruturas de
solidificao com medies das Zonas Parcialmente Misturadas no Microscpio ptico,
obteve-se imagens com identificao de precipitados e suas respectivas composies qumicas
16
com MEV-EDS para o calculo e obteno do coeficiente de Redistribuio de soluto(K), foi
feito uma varredura no metal de solda e no metal de base com FRX para o clculo e obteno
da diluio global do Fe. Com os resultados do ensaio de microdureza foram obtidos grficos
para comparar o comportamento mecnicos dos processos de soldagem estudados.
1.5 Limitaes
Para a realizao deste trabalho teve-se limitaes. Pois o material em estudo(a liga
Hastelloy C-276) apresenta uma estrutura muito complexa e neste trabalho no foi possvel
realizar uma anlise mais profunda para a verificao das fases topolgicamente compactas
que podem se formar nas soldas com esta liga. Tambm no se tem neste trabalho resultados
de ensaios de corroso e tratamento trmico.
1.6 Estrutura do trabalho
Na seo 2 apresentado informaes tericas que esclarecem de forma objetiva as
caractersticas das ligas de Nquel e introduz tpicos da metalurgia da soldagem de
revestimento com estas ligas.
Apresenta-se na seo 3 os materiais e a metodologia experimental utilizados para o
desenvolvimento do deste trabalho.
E na seo seguinte so apresentados os resultados e suas respectivas justificativas de
acordo com o que foi pesquisado na literatura.
E finalmente na seo 5 so apresentadas as concluses referentes as s anlises
comparativas dos resultados entre os processos de soldagem estudados.
17
2 REVISO BIBLIOGRFICA
2.1 Ligas de nquel
Entre as classes de ligas metlicas mais importantes esto as ligas a base de nquel. O
nquel um elemento qumico metlico, branco e brilhante. um metal de transio que
pertence ao 4 perodo da tabela peridica, o mesmo do ferro. Seu ponto de fuso e densidade
so, respectivamente, 1455C e 8,9g/
. Apresenta em seu estado slido uma estrutura
cristalina cbica de face centrada (CFC) a qual permanece estvel at a sua temperatura de
fuso sem apresentar alotropia (FREIRE, 1983; ASM, 1990). um metal altamente resistente
a corroso, principalmente em condies atmosfricas normais, tanto assim que um dos
principais metais a ser utilizado como revestimento protetor.
O nquel possibilita uma alta solubilizao de elementos de liga, conservando a sua
estrutura austentica. Esta caracterstica contribui com a versatilidade na elaborao de ligas,
com variadas composies qumicas, adequando as mesmas a um ambiente particular(ASM,
1990; ASM 1993 a). Sua excepcional resistncia a elevadas temperaturas, ambientes
corrosivos e oxidantes permite a aplicabilidade na indstria aeronutica, petroqumica e de
gerao energtica, alm de apresentar uma boa ductilidade fratura
No entanto, uma propriedade crtica dessas ligas a resistncia propagao de
fissurao por fadiga, particularmente a temperaturas de servio. Elas possuem uma matriz
gama () cbica de face centrada (CFC) de alta estabilidade e a capacidade de aumento de
resistncia por diversos mecanismos. Estas ligas so classificadas em quatro grupos com base
no mecanismo de aumento de resistncia (BROOKS, 1984; ASM, 1990; SIMS et al ,
1987;AWS, 1996).
1. Ligas endurecidas por soluo slida.
2. Ligas endurecidas por precipitao.
3. Ligas endurecidas por disperso de xido.
4. Ligas fundidas.
18
2.2 Mecanismos de aumento de resistncia das ligas de nquel
2.2.1 Soluo slida
O aumento da resistncia mecnica por soluo slida se deve ao alojamento dos
tomos do soluto nas regies em torno das discordncias. Ao adicionar soluto ao solvente, os
tomos de soluto promovem uma substituio dos tomos do solvente dentro da estrutura
cristalina do material. (AGUIAR, 2010; SILVA, 2010 a).
As ligas a base de nquel endurecidas por soluo slida so endurecidas
principalmente pela adio de elementos de liga substitucionais incluindo Cr, Fe, Mo, W e
Cu. A adio de Co, Ta e Re em algumas ligas tambm contribui para o endurecimento de
soluo slida. Para que os elementos de liga sejam endurecedores eficazes eles no podem
exceder o limite de solubilidade da fase austentica rica em nquel (DUPPONT, 2009).
Silva, 2010(a) explica que o limite de solubilidade corresponde a mxima quantidade
de soluto que pode ser absorvida pelo solvente. A Tabela 2.1 apresenta o limite de
solubilidade de elementos comuns para o endurecimento por soluo slida.
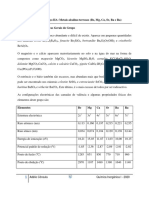
Tabela 2.1 Dimetros atmicos aproximados e dados de solubilidade para vrios elementos no nquel a
1000 C (1830 F).
Diferena de Tamanho atmico aproximado Solubilidade aproximada no nquel
Soluto comparado ao nquel % a 1000 C, Wt %
C +43 0,2
Al -15 7
Si +6 8
Ti -17 10
V -6 20
Cr -0,3 40
Mn +10 20
Fe +0,3 100
Co -0,2 100
Cu -3 100
Nb -15 6
Mo -9 34
Ta -15 14
W -10 38
Fonte: DUPPONT, 2009
19
2.2.2 Precipitao
O mecanismo de aumento de resistncia por precipitao ocorre atravs de um
tratamento trmico adequado, a precipitao de uma segunda fase na matriz . O tratamento
trmico consiste numa etapa de solubilizao seguida da precipitao. Esta precipitao
provoca um forte bloqueio das discordncias aumentando a resistncia mecnica das ligas. Os
tomos de soluto presente na soluo slida supersaturada iro precipitar com a queda da
temperatura, dando origem a uma nova fase. Dentre as principais fases precipitadas
intencionalmente para atuar neste mecanismo destacam-se as fases
(AGUIAR, 2010;
SILVA, 2010 a).
Mougo, 2012 cita que o tamanho e a morfologia dos precipitados dependem das
variveis do processo de tratamento trmico (tempo e temperatura), assim como da energia de
superfcie e da deformao elstica da rede cristalina que causada pela diferena de
parmetro de rede entre e , Figura 2.1.
Figura 2.1 - Imagens obtidas por MEV de precipitados de nitreto de titnio da liga FM-52
Fonte: Ramirez e Lippold, 2004b.
2.3 Efeitos dos elementos de liga
O nquel capaz de dissolver elevadas quantidades de elementos de liga, no entanto,
altas concentraes desses elementos representam um desafio para o controle da
microestrutura. Os principais elementos de liga adicionados e seus respectivos efeitos so:
Alumnio (Al) - a adio de alumnio proporciona a precipitao da principal fase
responsvel pelo aumento da resistncia mecnica das ligas de nquel denominada fase
.
20
Assim como auxilia na resistncia a corroso da liga atravs da formao de xidos de
(AGUIAR, 2010; SILVA, 2010 a).
Carbono (C) - quantidades mnimas de carbono, em muitas ligas a base de nquel,
promovem a precipitao de carbonetos que se distribuem ao longo das regies
interdendrticas e nos contornos de gro. Estes carbonetos aumentam a resistncia quando
precipitados no contorno de gro. (DUPPONT, 2009; SILVA, 2010 a).
Cromo (Cr) o cromo proporciona excelente resistncia a corroso resultante da
formao de uma camada protetora de xido de cromo (Cr2O3). Esta superfcie de xido
fornece proteo limitando a difuso interna de oxignio. Isso permite o uso das ligas de
nquel em uma ampla variedade de aplicaes que requer proteo devido as vrias formas de
degradao como corroso aquosa, oxidao e sulfidao (DUPPONT, 2009).
Ferro (Fe) - Auxilia no processo de endurecimento por soluo slida sendo
fundamental para a precipitao de compostos endurecedores da matriz.
Mangans (Mn) - devido sua afinidade com o elemento enxofre, o mangans
controla os efeitos da segregao de compostos sulfurados.
Molibdnio (Mo) - adies de molibdnio tem demonstrado agir como refinador
do tamanho de gro, alm de ser um endurecedor por soluo slida em temperaturas altas e
baixas. A adio de alto teor de molibdnio proporciona s ligas, boa resistncia a corroso
por fadiga e corroso por Pitting (ALMEIDA, 2003). Tambm promove resistncia a corroso
aquosa e a altas temperaturas (DUPPONT, 2009).
Nibio (Nb) - o emprego de teores elevados de nibio proporciona o aumento da
resistncia mecnica por soluo slida atravs da precipitao da fase
. Promove
a formao de carbetos como o NbC e um forte formador da fase Laves, a qual refere-se a
formao de trincas de solidificao (ASM, 1993 a; AGUIAR, 2011; SILVA, 2010;
DUPONT, 2009; RAMIREZ, 2004 b; ).
Silcio (Si) o silcio est presente em pequenas quantidades e geralmente
apenas um subproduto de alguma reao de desoxidao. Quando adicionado em pequenas
quantidades promove resistncia oxidao a altas temperaturas. Em ligas contendo Fe, Co,
Mo e W, as quantidades adicionadas devem ser mnimas e muito bem controladas para evitar
a formao de carbonetos e intermetlicos (ASM , 1993c).
Titnio (Ti) o titnio adicionado com o alumnio compe as ligas que podem ser
endurecidas por um tratamento de endurecimento por precipitao.
Tungstnio (W) o tungstnio apresenta um comportamento similar ao
molibdnio no aumento da resistncia a atmosferas cidas no oxidantes e corroso
21
localizada. Adies de tungstnio servem para estabilizar as fases topologicamente compactas
(TCP) que so geralmente indesejveis no ponto de vista da soldabilidade e propriedades
(DUPPONT, 2009).
2.4 Caractersticas microestruturais
Muitas ligas projetadas para serem monofsicas apresentam composies que alm do
limite de solubilidade e devido ao maior tempo de exposio temperaturas elevadas podem
formar uma grande variedade de fases secundrias quebradias (DUPPONT, 2009). Logo, as
ligas de nquel podem apresentar microestrutura simples formada completamente por fase
gama() at microestruturas complexas formadas por inmeras fases precipitadas.
Silva, 2010 cita que as principais fases secundrias formadas em ligas de nquel so as
fases , , fases TCP (topologicallyclosed-packed), , , P e Laves, carbonetos, nitretos e
boretos.
2.4.1 Matriz
A matriz est presente em todas as ligas de nquel. Silva, 2010 cita que a fase
uma matriz contnua e homognea de estrutura CFC a base de nquel. no magntica e
capaz de acomodar grande quantidade de elementos de liga como ferro, cromo, molibdnio,
tungstnio e cobalto em soluo slida.
2.4.2 Fase
Aguiar, 2010 cita que a adio de alumnio nas ligas de nquel proporciona a
precipitao da fase
, a qual responsvel pelo aumento da resistncia mecnica das ligas
de nquel, atravs do endurecimento por precipitao. Devido a sua boa estabilidade
termodinmica a resistncia mecnica pode ser mantida em temperaturas elevadas. A sua
morfologia mais comum aproximadamente cbica, mas pode assumir outras formas,
dependendo da histria trmica e mecnica da liga.
22
2.4.3 Fase
Em ligas de Nquel-Cromo-Ferro como a liga UNS 07718 (Inconel 718), o emprego de
teores elevados de nibio proporciona a precipitao da fase
), causa um
endurecimento do material mais efetivo do que a fase
. Sua estrutura cristalina tetragonal
de corpo centrado com morfologia de discos elipsoidais muito finos, com dimetro mdio de
60 nm e espessura entre 5 e 9 nm, orientados paralelamente aos planos cristalogrficos
{100}da matriz. (ASM, 1993a; PAULONIS et al, 1969).
2.4.4 Fases Topologicamente Compactas (TCP)
2.4.4.1 Fase
A fase um composto metlico, que em geral, possui uma estrutura cristalina
tetragonal e composio qumica bastante variada, tais como: FeCr,FeCrMo,CrNiMo. A
dureza desta fase e sua forma de plaquetas finas (Figura 2.2) diminui a temperatura de
transio ductil-frgil, levando a uma falha prematura do material.
Figura 2.2- Exemplo de fase observada na zona fundida de uma liga Ni-Cr-Mo.
Fonte: Duppont,2009
2.4.4.2 Fase
Por se tratar de uma fase topologicamente compacta frgil tambm pode ser
prejudicial s propriedades mecnicas. A fase pode causar uma intensa diminuio
localizada de elementos que participam do aumento de resistncia por soluo slida da
23
matriz, tais como W, Nb e Mo, reduzindo assim a resistncia mecnica da liga (YANG et al.,
2006; JOUBERT e DUPIN, 2004). Ligas que possuem elevados percentuais de Mo e W para
aumentar a resistncia fluncia so altamente susceptveis formao de fase
(SIMONETTI e CARON, 1998).
2.4.4.3 Fase P
A fase P tem sido observada aps a solidificao em ligas endurecidas por soluo
slida com alto teor de Mo, como no caso do Hastelloy C276 (AKHTER et al., 2001;
CIESLAK et al., 1986; RAGHAVAN et al., 1982).
Almeida, 2003 observou a formao da fase P dispersa na matriz de nquel , em
forma de filmes e glbulos de uma liga Hastelloy C, como apresentado na Figura 2.3.
Figura 2.3-MEV do revestimento de uma liga de nquel Ni-Cr-Mo-W do tipo Hastelloy C.
Fonte: Almeida, 2003.
2.4.4.4 Fase Laves
Estudos feitos por Devries e Mumau, 1968 demonstraram que a fase Laves ocorre
devido o alto teor de nibio nas regies interdendrticas dos fundidos. uma fase de
composio qumica que fragiliza o material. Entretanto essa fase pode ser eliminada por
tratamento trmico que a dissolvem e restaura a ductilidade do material (SANTOS, 1993).
24
2.4.5 Carbonetos, Nitretos e Boretos
A adio do carbono faz com que precipitem os carbonetos da matriz , contendo
tungstnio, cromo, molibdnio e ferro. O nquel no um forte formador de carbonetos, mas
pode aparecer em pequenas quantidades nos mesmos. Os carbonetos mais frequentemente
encontrados nas ligas de nquel so os do tipo MC,
C,
, onde M so os
elementos formadores de carbonetos (W, Mo, Cr, Fe) (ALMEIDA, 2003).
Os carbonetos do tipo MC possuem estrutura cristalina (CFC), sua morfologia pode
variar entre globular e placas irregulares. Estes carbonetos constituem a principal fonte de
carbono na microestrutura das ligas e quando submetidos a tratamentos trmicos ou quando
expostos a longos ciclos de trabalho, os carbonetos tendem a se decompor, formando outros
carbonetos, como
e/ou
C (SILVA, 2010). Na Figura 2.4 so apresentados
carbonetos do tipo MC.
Figura 2.4- ZTA de uma liga a base de nquel contendo carboneto NbC e fase laves .
Fonte: Duppont, 2009.
Os carbonetos do tipo
C, na maioria das vezes, se apresentam tambm em forma de
blocos, possuem estrutura cristalina cbica de face centrada (CFC) e so geralmente ricos em
molibdnio e tungstnio.
Aguiar, 2010 cita que o carboneto
se forma nos contornos de gro como
partculas volumosas. Estes carbonetos possuem estrutura cristalina hexagonal, em geral so
ricos em cromo.
25
Almeida, 2003 cita que os carbonetos do tipo
so determinantes nas
propriedades mecnicas de ligas a base de nquel, Figura 2.5. A microestrutura ideal uma
cadeia de pequenas partculas globulares discretas no contorno de gro, porm filmes,
lamelas, placas e clulas tambm so observados. Na forma de filmes contnuos no contorno
de gro a resistncia a fratura prejudicada, havendo degradao de tal propriedade. O
elemento cromo o principal formador desse carboneto.
Figura 2.5- Rplica em microscopia eletrnica da liga Inconel X-750 solubilizada em 1150 C por 2h e
envelhecida por 24h a 845C e a 705 C mostrando os carbonetos
nos contornos de gros e a fase
na matriz . Aumento de 15000 X.
Fonte: ASM, 2004.
2.5 Liga Hastelloy C276
O Hastelloy C uma liga Ni-Cr-Mo apresenta a composio qumica em torno de 58%
de nquel, 16% Mo, 16% Cr, 4% de W e 5% de Fe, e possui excelente resistncia ao de
solues oxidantes, sobretudo as que contm cloreto (Chiaverini,1986).
Estudos realizados por Cieslak et al, 1986 sobre a solidificao de revestimentos
soldados da liga Hastelloy C276 mostraram que as fases formadas durante solidificao foram
a matriz , a fase P e a fase . E a quantidade de carbono nesta liga reduzida a fim de evitar
a formao de carbonetos, o que demandaria tratamento trmico posterior para estabilizao
da liga.
26
Durante a solidificao ocorre uma intensa microsegregao de alguns elementos
como molibdnio, titnio e tungstnio nas regies interdendrticas, Figura 2.6, causa
supersaturao do material no seu estgio final de solidificao, o que leva a formao de
fases secundrias como P, , , Laves e carbonetos (CIESLAK et al,1986; DUPONT, 1996).
Essas fases secundrias podem mudar as propriedades mecnicas do material e diminuir a
resistncia a corroso (YANG et al, 2006).
Figura 2.6- Fases precipitadas devido a segregao de elementos durante o processo de solidificao em
uma liga Hastelloy C276.
Fonte: SILVA, 2010.
2.6 Solidificao
A solidificao a transformao de fase de um metal do estado lquido para o estado
slido, que envolve a formao de uma estrutura cristalina. A solidificao de uma liga
muito mais complexa do que a de um metal puro, mesmo em uma poa de fuso ou em uma
fundio.
Os principais fatores que influenciam a forma de solidificao de um revestimento
soldado so a concentrao de soluto, o gradiente trmico na interface slido lquido e a
velocidade de solidificao (BAZZI, 2008).
Quando um metal puro solidifica, a composio do slido igual a do lquido e o
avano da interface slido lquido (S/L) ocorre de forma planar. Contudo, em se tratando de
uma liga com composio nominal
, o processo de solidificao mais complexo
envolvendo uma srie de fatores. Ao iniciar o processo de solidificao os primeiros slidos a
se formarem podem no acomodar tanto soluto quanto lquido, rejeitando este excedente de
27
soluto para o interior do lquido durante a solidificao, ou o contrrio, o slido pode
acomodar mais soluto do que o lquido, absorvendo soluto a partir do lquido (KOU, 2003 a).
Quem governa este comportamento o fator de partio ou coeficiente de segregao
no equilbrio k definido como:
k =
(2.1)
Onde
so as composies do slido e do lquido na interface S/L. O valor de k
varia com a temperatura. Se k < 1, ambos
aumentam com a diminuio de
temperatura na interface S/L. E, neste caso, o slido rejeita soluto para o lquido. Se k 1
diminuem com a queda de temperatura na interface S/L, como consequncia o soluto
absorvido pelo slido (SILVA, 2010).
2.6.1 Desenvolvimento de gro na zona de fuso.
Embora a poa de fuso possa ser comparada, em muitos aspectos, com um lingote em
miniatura, diferenas bsicas entre os dois processos resultam em diferenas importantes de
estrutura de solidificao e, consequentemente, de propriedades.
Savage, 1976 ao estudar a solidificao na poa de fuso verificou que os gros na
zona fundida tendem a se formar como um prolongamento dos gros do metal de base
denominando este fenmeno de crescimento epitaxial, conforme ilustrado na Figura 2.7 (a).
Depois de iniciada a solidificao em direo ao centro da zona fundida (ZF), o crescimento
dos gros prossegue em direo paralela ao mximo gradiente de temperatura, favorecendo
um crescimento competitivo de gros, Figura 2.7(b). Os gros com orientao favorvel
direo do mximo gradiente de temperatura apresentam maior crescimento em relao aos
gros que coincidem com direes menos favorveis.
28
Figura 2.7- (a) Crescimento epitaxial e (b) Crescimento competitivo.
Fonte: KOU, 2003 a.
Em revestimentos soldados geralmente tem-se uma pequena regio de crescimento
planar, seguida do crescimento celular podendo chegar num crescimento dendrtico, Figura
2.8. As tcnicas que envolvem maior densidade de energia, isto , concentrao de energia em
uma rea menor provocam um aumento no gradiente de temperatura na interface slido
lquido na linha de fuso favorecendo o incio da solidificao planar nesta regio. Com a
diminuio deste gradiente trmico em direo da poa de fuso a estrutura tende ao
crescimento no planar (celular e dendrtico) (BOND, 2008).
29
Figura 2.8- Evoluo do modo de solidificao da interface revestimento substrato do revestimento da liga
AWS ERNiCrMo-3.
Fonte: AGUIAR, 2010.
2.7 Soldabilidade
Apesar de existirem superligas altamente soldveis, como a Inconel 718 usada na
indstria aeroespacial, as mesmas no esto totalmente livres de problemas de soldabilidade.
Silva, 2010 cita que os principais problemas de soldagem de ligas de nquel esto associados
com a formao de trincas e fissuras, perda de resistncia mecnica na regio da solda,
precipitao ou fragilizao e perda de resistncia corroso, os quais podem ocasionar o
colapso dos componentes de engenharia.
Problemas de soldagem como trincas de solidificao e microtrincas na Zona
Termicamente Afetada (ZTA), assim como a formao de intermetlicos quebradios nas
regies interdendrticas durante a solidificao do metal de solda, tm sido amplamente
estudados. Ram et. al ,2004 citam que a presena da fase Laves na microestrutura da solda
esgota a utilidade da matriz aos elementos de liga o que facilita a formao e propagao de
trincas.
Alm da susceptibilidade formao de trincas na soldagem dissimilar, as ligas de
nquel apresentam uma variao significativa de composio do metal de solda prximo
linha de fuso. Esta variao de composio proporciona microestruturas e propriedades bem
diferentes do restante do metal de solda podendo comprometer o desempenho da solda
(AGUIAR, 2010).
30
2.7.1 Trinca a quente
Teorias tm sido formuladas para explicar o fenmeno das trincas a quente. Uma
delas, considerada a teoria clssica para trincas de solidificao, refere-se fuso da regio
segregada do metal de solda. Estudos realizados por Paranhos, 2003 mostraram que no final
da solidificao da solda, um filme lquido de baixo ponto de fuso ocupa os contornos de
gro, espao interdendrtico ou intercelular. Desta forma, o metal fica incapaz de suportar os
esforos mecnicos de contrao de tenses de solda.
Durante a solidificao da poa de fuso o slido rejeita soluto para o lquido e ao
final tem-se uma regio segregada rica em soluto. Dependendo da composio da liga e do
tipo de soluto rejeitado podem ser formados eutticos com baixo ponto de fuso, os quais
molham a superfcie dos contornos de gro de solidificao formando um lquido entre os
slidos. Este lquido presente entre as dendritas no possui resistncia aos esforos de trao
devido a contrao da poa de fuso durante a solidificao e o resfriamento, causando
descolamento das superfcies do slido e, consequentemente a formao de trincas (KOU,
2003a; KOU 2003b; BORLAND,1960).
As principais trincas a quente so as de solidificao e liquao, Figura 2.9. A trinca
de solidificao ocorre ao longo dos contornos de gro do metal de solda enquanto a trinca de
liquao origina-se na ZTA logo abaixo da linha de fuso (SILVA,2010; BARRA e
PEREIRA, 1999).
Figura 2.9 - (a)Trinca de solidificao; (b) Trinca de liquao.
Fonte: BOLLINGHAUS e HEROLD, 2005.
(a)
(b)
31
2.7.2 Trinca a frio
A forma de fissurao a frio um dos maiores problemas de soldabilidade dos aos
estruturais comuns. Ela pode ocorrer tanto na ZTA, Figura 2.10, como na zona fundida. A
trinca se forma quando a temperatura est prxima da temperatura ambiente (ABREU, 2008).
Embora as ligas de nquel no sejam susceptveis a este tipo de fenmeno, na
soldagem dissimilar com ao C-Mn ou baixa liga tal problema pode ser desenvolvido. Em
geral estas trincas so atribudas a uma combinao de fatores, como a presena de martensita
com alta dureza e bastante frgil, hidrognio atmico dissolvido no metal, nveis de tenses
residuais favorveis e baixa temperatura.
De acordo com Barra e Pereira, 1999 a teoria mais utilizada para a formao das
trincas de que o hidrognio atmico (
) se difunde por stios preferenciais como
microporos, interfaces entre incluses e matriz, ou outras descontinuidades, onde se combina
para formar
. A molcula no pode difundir pela rede e o hidrognio presente ento
acumulado.
O hidrognio que pode ser fornecido de diferentes fontes (ferrugem e umidade do ar
por exemplo) se decompe na atmosfera do arco liberando hidrognio atmico ou
inico(H+).Como a solubilidade gasosa do ao no estado lquido elevada o hidrognio
facilmente absorvido pela poa de fuso e a solubilidade decresce com a temperatura.
Consequentemente, na fase final do resfriamento a solda estar super saturada em
hidrognio(Abreu, 2008 ;Paranhos, 2003).
Figura 2.10- Trinca a frio na soldagem em filete da soldagem do ao SAE 1040.
Fonte: DUPPONT 2009
32
2.8 Solda de revestimento
A soldagem de revestimento empregada com a finalidade de reduzir desgastes como
abraso, eroso, impacto e cavitao. Na indstria petroqumica a soldagem de revestimento
pode ser aplicada em equipamentos submetidos a meios agressivos contendo sulfeto de
hidrognio tais como vaso de presso, reatores, tubulaes entre outros.
Usualmente so aplicadas pelos processos de soldagem a arco eltrico com eletrodos
revestidos, MIG/MAG, arames tubulares e arco submerso (CONDE, 1986). Segundo Gomes,
tais caractersticas contribuem para que a soldagem de revestimento apresente as seguintes
vantagens:
Melhorias das propriedades superficiais do local desejado;
Fcil uso de materiais de dureza elevada e ligas resistentes ao desgaste;
Aplicao rpida do processo de revestimento;
Uso econmico de elementos de liga de custos elevados;
Proteo das peas;
Obteno de economias em funo do aumento da vida til de componentes, reduo
de manuteno, substituio e recuperao de peas desgastadas, utilizao de materiais base
de baixo custo, reduo do consumo de energia em servio, aumento da eficincia dos
componentes.
Na soldagem de juntas emprega-se uma combinao de parmetros de soldagem que
resulte em boa penetrao sem grandes preocupaes com o nvel de diluio. Diferentemente
do que se busca na unio de materiais, a soldagem de revestimento tem como preocupao
primordial a deposio de cordes com geometria favorvel, ou seja, baixa penetrao, alto
reforo e largura resultando num cordo com baixa diluio. O controle da diluio
primordial para a garantia das propriedades do revestimento, especialmente resistncia a
corroso (SILVA, 2010). Na Figura 2.11 ilustrado um desenho esquemtico de
caractersticas geomtricas seguida da equao de diluio.
33
Figura 2.11- Desenho esquemtico das caractersticas geomtricas e diluio para um cordo de solda.
Fonte: SILVA, 2010 a
D (%) =
(100) (2.2)
Zeeman, 2003 explica que a diluio a proporo de metal de base que entra na
composio do metal de solda, na soldagem por fuso, podendo variar desde valores muito
baixos como 5% at 100 % na soldagem autgena (sem adio).
Segundo Motta et al, 2010 quanto menor a diluio menor a probabilidade de
formao de microestruturas frgeis e susceptveis a corroso.
2.9 Soldagem de materiais dissimilares
O conceito original de soldagem de aos dissimilares se refere a unio de dois sistemas
de ligas diferentes, isto , a unio de dois metais de base de composies qumicas diferentes
utilizando um metal de adio devidamente selecionado. Em geral os metais de base
utilizados so aos ferrticos e austenticos e os metais de adio empregados so os aos
inoxidveis austenticos ou ligas de nquel (MOTTA et al, 2010).
Outro tipo de aplicao de soldagem de aos dissimilares so os revestimentos
metlicos depositados por soldagem em substratos menos nobres a fim de melhorar
resistncia a corroso destes substratos (OMAR, 1998). Geralmente os revestimentos so
depositados atravs de soldagem ao arco eltrico com metais de adio de aos inoxidveis
austenticos ou de ligas de nquel.
O principal problema metalrgico encontrado em soldas de materiais dissimilares a
formao ao longo da interface do revestimento/substrato de regies que podem atingir
durezas superiores a 400 HV, o que indica estarem constitudas de martensita e, portanto
serem frgeis. Tal regio tem recebido inmeras denominaes na literatura, tais como zonas
parcialmente diludas, zonas diludas intermedirias, zonas de transio, zonas no
misturadas, zonas empobrecidas de metal de adio, zonas duras e zonas parcialmente
34
misturadas, dependendo do autor (KEJELIN et al, 2007; BAESLACK et al,1979; SILVA,
2010).
2.9.1 Zona parcialmente misturada (ZPM)
Silva, 2010 identifica a zona parcialmente misturada (ZPM) como a camada observada
ao longo do contorno de fuso cuja composio qumica varia gradualmente desde a
composio qumica do metal de base at alcanar a composio global do metal de solda.
Estas zonas podem apresentar dezenas de mcrons de largura, diversas morfologias e
composio qumica intermediria entre o metal de base e o metal de solda (MOTTA et al,
2010). Estas zonas so classificadas morfologicamente em:
Praias - Faixas finas e estreitas ao longo da linha de fuso;
Ilhas - Regies inteiramente envolvidas pelo metal de solda;
Baas - Regio ligada ao metal de solda parcialmente circundada pelo metal de base;
Pennsula - Regio ligada ao metal de base parcialmente circundada pelo metal de
solda.
Figura 2.12- Presena de baa, pennsula e ilha na soldagem MIG/MAG dissimilar entre a liga de nquel
AWS ERniCrMo-4(metal de adio) e o ao ASTM 516 Gr 60 (metal de base).
Fonte: AGUIAR, 2010.
Wainer et al, 1992 explica que durante a soldagem a regio prxima interface da
poa a conveco enfraquecida e uma camada lquida de metal de base esttica ou de fluxo
laminar pode existir na interface. Esta camada de metal de base lquido pode no se misturar
ou misturar parcialmente.
A formao da zona parcialmente misturada ocorre em funo tanto da composio
qumica quanto das condies de soldagem. A manipulao do arco eltrico e as variaes na
35
turbulncia da poa de fuso tm uma influncia significativa na formao desta zona, que se
forma quando o metal de base lquido impulsionado para dentro da poa de fuso atravs da
conveco que age nesta poa (MOTTA et al, 2010).
2.10 Processo de soldagem GMAW
O processo GMAW ou MIG/MAG se baseia na fonte de calor de um arco eltrico
mantido entre a extremidade de um arame nu consumvel, alimentado continuamente, e a pea
a soldar. A proteo da regio da solda feita por uma atmosfera protetora de gs inerte
(comercialmente, Ar e He) ou ativo (usualmente
) ou misturas deles (no caso incluindo
como gs ativo o
e o
) (SCOTTI, 2008).
Uma das principais finalidades da proteo gasosa evitar que haja uma interao
qumica prejudicial entre o metal de solda e a atmosfera oxidante, visto que os xidos
metlicos que seriam formados pela alta temperatura de fuso provocam heterogeneidades no
cordo de solda, como incluses, porosidade e fragilizao (POEPCK, 1997).
Este processo de soldagem operado de forma semi-automtica, podendo ser tambm
mecanizado ou automatizado. Trabalha com um arame contnuo (o que permite um alto fator
de ocupao do operador), elevadas densidades de corrente no eletrodo (elevada taxa de
fuso) e apresenta uma elevada produtividade. o processo de soldagem a arco mais usado
com robs industriais (MONDENESI, 2006). A Figura 2.13, apresenta equipamentos e
acessrios do processo MIG/MAG.
Figura 2.13- Equipamentos e acessrios do processo MIG/MAG.
Fonte: SCOTTI, 2008 .
36
2.11 Processo de soldagem GMAW com adio de arame frio
Os estudos da soldagem GMAW com alimentao adicional de um arame frio (no
energizado), GMAW-CW (Gas Metal Arc Welding-Cold Wire), surgiu como um derivativo
do processo de soldagem GMAW. Desde o incio de seu desenvolvimento (2005), o Grupo de
Estudo de Tecnologia de Soldagem, GETSOLDA, vem estudando as viabilidades
operacional, econmica e metalrgica da soldagem com adio de arame frio para a soldagem
de revestimento e enchimento de chanfros.
A proposta da soldagem GMAW-CW se estabelece como uma alternativa tcnica e
econmica em relao soldagem GMAW. Esta nova verso da soldagem GMAW utiliza
apenas um equipamento convencional com um cabeote extra para alimentao do arame frio
conectado tocha de soldagem (SBIO, 2007).
Uma diferena operacional entre os processos MIG duplo arame e MIG com adio
de arame frio est na insero de apenas um arame eletrodo (energizado) conectado fonte de
soldagem que gera um nico arco voltaico, e outro arame frio (no energizado) adicionado
poa de fuso por um cabeote auxiliar adicional (GARCIA, 2010). A Figura 2.14 representa
esquematicamente o processo GMAW-CW.
Estudos realizados por Barcelar e Ferraz (2005) sobre a soldagem GMAW com de
um arame frio de 1,2 mm de dimetro obtiveram resultados na produo mdia de 70% acima
da soldagem GMAW convencional, com bons nveis de estabilidade de arco e qualidade
superficial do metal depositado. No caso de soldas de revestimento este processo derivativo
tambm apresenta vantagens pelas baixas penetrao e diluio, caractersticas desejveis
nesta aplicao. Alm disso, estudos realizados por Silva (2010) considerados numa mesma
condio de soldagem indicaram os aumentos da taxa de fuso do arame, do reforo e da
largura do cordo depositado pelo processo derivativo MIG com arame frio quando
comparado aos depsitos de solda realizados pelo processo MIG convencional.
37
Figura 2.14- Representao esquemtica do processo GMAW-CW.
Fonte: SILVA, 2010 b.
As principais vantagens atribudas soldagem GMAW-CW esto listadas a seguir:
Rene as vantagens do processo GMAW;
Soldagem nas verses semi-automtica e automatizada;
Utiliza o mesmo equipamento GMAW, adaptado com um cabeote alimentador do
arame frio (baixo investimento em acessrios adicionais);
Soldagem em todas as posies (leveza e facilidade de manipulao da tocha, poa de
fuso mais fria)
Versatilidade na composio qumica do metal depositado (facilidade de combinao
de diferentes dimetros e composio de arames. O arame frio pode ser macio ou
tubular);
Econmica (utiliza a mesma alimentao de energia e o gs de proteo do processo
GMAW);
Reduz tempo de execuo (maior taxa de deposio e rendimento equivalente a
soldagem GMAW, e maior rea revestida na unidade de tempo);
Excelente qualidade superficial e desempenho do depsito de solda;
Facilidade na montagem e preparao da rea de trabalho;
Ausncia do sopro magntico;
Baixa diluio.
38
2.12 Energia de soldagem
Scotti, 2008 cita que a energia de soldagem a relao entre potncia eltrica gasta
para manter um arco, dividido pela velocidade de soldagem, como mostra a equao 2.2:
E=
(2.3)
Onde u, i e
so valores instantneos da tenso do arco, corrente de soldagem e
velocidade de soldagem respectivamente.
A energia de soldagem pode ser ajustada tanto por meio de controle da potncia
(tenso e corrente de soldagem) quanto por meio de velocidade de soldagem. A literatura
mostra que estas diferentes formas de ajuste podem modificar algumas caractersticas
geomtricas da solda tais como: diluio, balanceamento entre fases, microdureza e
microestrutura.
A corrente de soldagem, por exemplo est ligada aos parmetros geomtricos da poa
de fuso e tambm est relacionada com a estrutura de solidificao do metal de solda. J a
velocidade de soldagem est mais relacionada com granulometria do metal de solda.
39
3 MATERIAIS E METODOLOGIA EXPERIENTAL
Neste captulo so apresentados os materiais e a metodologia experimental usados
neste trabalho.
A soldagem dos corpos de prova foi realizada pelos processos MIG e MIG com
adio de arame frio por uma fonte eletrnica ajustada em CC+, na posio plana e proteo
de argnio. Como metal de adio foi usado uma super liga de nquel, Hastelloy C276 na
forma de arame com 1,2 mm de dimetro. Chapas de ao AISI 1010 com 150 x 45x 6,4 foram
usadas como substrato para a deposio do revestimento em 5 passes com sobreposio de
30%.
A Tabela 3.1 mostra a composio qumica do ao empregado. Tal informao foi
fornecida pela COPALA, a qual utilizou o programa FE-10 para a obteno da concentrao
dos elementos no metal de base.
Tabela 3.1-Composio qumica do ao 1010
Classificao
AISI
C Mn P S Si Cu Ni Cr Mo
1010 0,15 0,64 0,01 0,03 0,16 0,15 0,06 0,06 0,02
Fonte: Copala Indstrias Reunidas S.A.
O metal de adio uma liga de nquel do tipo Ni-Cr-Mo e atua como arame
energizado e arame frio. O arame utilizado da classe AWS ERNiCrMo-4 (Hastelloy C276)
foi adquirido na forma de bobina com 1,2 mm de dimetro. A Tabela 3.2 mostra a
composio qumica comercial do arame AWS ERNiCrMo-4.
Tabela 3.2 Composio qumica do arame AWS ERNiCrMo-4, Haynes.
Arame Composio qumica em peso (%)
Hastelloy C-276
ERNiCrMo-4
Ni Cr Mo V W Cu Co
Bal 14,5 16,5 15 - 17 0,35* 3 4,5 0,5* 2,5*
C Fe Mn Si P S Outros
0,02* 4,0 7,0 1,0* 0,08* 0,04* 0,03* 0,5*
Fonte: Haynes; *Mximo.
40
3.1 Materiais e Equipamentos
A seguir sero apresentados os materiais e os equipamentos utilizados no preparo e na
caracterizao metalogrfica das amostras.
Lixadeira e Politriz Metalogrfica
Modelo: PLO 02 ED;
Fabricante: TECLAGO;
Velocidades: 125 /250 ou 300/600 rpm;
Voltagem: 220 V.
Microscpio ptico
Modelo: Leica DMR;
Fabricante: Leica;
Equipado com: cmera digital JVC-TK 138 OU e microcomputador Q 550 IW1 com
programa de anlise de imagens Leica QWIN;
Resoluo: 50 a 1000X
Microscpio Eletrnico de Varredura
Modelo: ZEISS LEO-1430
Corrente do feixe de eltrons: 90 a
Voltagem de acelerao constante: 20 Kv
Distncia e tempo de trabalho: 15 mm e 30 s
Espectrmetro WDS
Modelo: AXIOS MINERALS
MARCA: PANalytical
Descrio: Tubos de Raios-X cermico, anodo de rdio (Rh) e mximo nvel de
potncia 2,4 kW
Software: SuperQ Manager da PANalytical
41
Microdurmetro
Modelo: HMV-2;
Fabricante: Shimadzu;
Penetrador piramidal de diamante.
Fonte de Tenso Constante
Marca: Power Supply EMG-18135
Tenso: 220 V
Materiais e Reagentes
gua Destilada
Alumina 0,3
cido Ntrico
cido Crmico
3.2 Metodologia experimental Caracterizao Microestrutural
3.2.1 Preparo Metalogrfico
As amostras para o estudo metalrgico foram seccionadas no sentido transversal do
revestimento com dimenso de 45 x 15 mm e foram preparadas para o estudo metrgico as de
denominao C como ilustrado na Figura 3.1. A anlise consistiu apenas em uma das
superfcies da amostra. A Tabela 3.3 mostra a nomenclatura das amostras e os parmetros de
soldagem utilizados (Garcia, 2010).
Tabela 3.3 - Condies de soldagem, processos MIG e MIG-CW.
Processo Amostra
Vs
(mm/s)
Ve
(mm/s)
Vaf
(mm/s)
U (V) Im (A)
E
(kJ/mm)
MIG
C1 6,7 183,3 - 34 220 1,1
C2 8,3 183,3 - 34 220 0,9
C3 10 183,3 - 34 220 0,7
MIG CW
FR1 6,7 183,3 50 35 215 1,1
FR2 8,3 183,3 50 35 215 0,9
FR3 10 183,3 50 34 220 0,7
Fonte: Garcia, 2010.
42
Figura 3.1 Layout da retirada das amostras para o preparo metalogrfico.
Fonte: Prpria autoria
A seo transversal da amostra foi preparada com lixas de 80 a 200 mesh e, na
sequncia polidas com alumina de 0,3 m. Durante o lixamento, a cada mudana de
granulao, teve-se o cuidado de girar a amostra em 90 e analisar a mesma ao microscpio
ptico para verificar a uniformidade dos riscos.
Para revelar a estrutura do metal de base, as amostras foram atacadas quimicamente
com o reagente Nital 3% (3% de HNO
3
e 97% lcool etlico) por imerso durante 15 s. Em
seguida, para revelar a estrutura do metal de solda realizou-se o ataque eletroltico. A face da
seo transversal foi submersa em um recipiente contendo uma soluo de 10% de cido
crmico diludo em gua deionizada, utilizando uma fonte de tenso constante ajustada em de
2,5 V com tempo de ataque de 20 segundos, Figura 3.2.
Figura 3.2 Aparato de realizao do ataque eletroltico
Fonte: Prpria autoria
45mm
a) b) c) d) e)
43
Para a realizao do ataque eletroltico, deve-se zerar a tenso e a corrente da fonte. A
extremidade positiva deve ser conectada em uma chapa de ao inox bsico (304L, por
exemplo) e o eletrodo (negativo) deve ser fixado na amostra a ser estudada. A tenso deve ser
ajustada para o valor de 2,5 V para se iniciar o ataque.
3.5.2 Anlise Microestrutural
Foi analisado o cordo central das amostras e as regies de anlise na seo transversal
so ilustrados na figura 3.3
Figura 3.3 Regies de anlise microestrutural
Fonte: Prpria autoria
Onde:
1 Superfcie do cordo
2 Centro do cordo
3 Interface revestimento/substrato
As amostras preparadas e atacadas foram analisadas inicialmente sob a lente de um
Microscpio tico ligado a um computador e com uma cmera digital acoplada Figura 3.4
(a), o que permitiu a captura das imagens. O cuidado com a planicidade da superfcie durante
o corte e o preparo metalogrfico das amostras deve-se pela exigncia de um correto
posicionamento da mesma com a lente do microscpio. Este posicionamento pode ser
ajustado com o auxlio de um nivelador e uma poro de massa plstica, pressionando a
amostra contra um anteparo plano, Figura 3.4 (b). As regies analisadas na microscopia ptica
foram as regies 1, 2 e 3 da Figura 3.3.
.
3
2
1
44
Figura 3.4 (a) Microscpio ptico com cmera digital MDCE-5A acoplada; (b) Detalhe do procedimento
de posicionamento da amostra para anlise ao microscpio.
Fonte: Bazzi, 2008
Os pontos de anlise do cordo central do revestimento foram selecionados pelo
entendimento que as suas caractersticas metalrgicas e de resistncia mecnica podem, por se
localizarem na parte central ou mediana do revestimento, ser representativas ou equivalentes
dos demais passes. E, portanto, no revestimento como um todo. As imagens obtidas no
microscpio foram utilizadas para comparar os efeitos metalrgicos dos processos MIG e
MIG-CW nos trs nveis de energia de soldagem mostrados na Tabela 3.3.
Com o auxlio do Microscpio ptico foi medida a espessura da ZPM, cuja mdia foi
determinada atravs 10 de medies ao longo da extenso interface revestimento/substrato do
terceiro cordo para cada condio de soldagem. A espessura da ZPM a medio obtida da
linha de fuso at o final da regio de solidificao planar, Figura 3.5.
Massa de modelar
Amostra
(a) (b)
45
Figura 3.5 Mtodo de medio da espessura da ZPM com o auxlio do Microscpio ptico. Aumento de
200x.
Fonte: MOUGO, 2012
Com o microscpio eletrnico de varredura com o auxlio do EDS, Figura 3.6
analisou-se as regies 2 e 3 da figura 3.3 para determinar, pontualmente, a composio
qumica e os principais elementos de liga assim como a composio qumica dos precipitados
formados nas regies interdendrticas. A regio 3 que corresponde a interface revestimento
substrato foi subdivida,para a anlise de EDS, em ZTA,ZPM1,ZPM2 a AZPM como ilustra a
Figura 3.7 para se obter o perfil qumico dos principais elementos de liga ao longo da ZPM e
das regies adjacentes.
46
Figura 3.6 Microscpio Eletrnico de Varredura ZEISS LEO-1430.
Fonte: Prpria autoria
Figura 3.7 Regies de anlise da interface revestimento/substrato
Fonte: Prpria autoria
Onde:
1- Zona Termicamente Afetada (ZTA);
2- Incio da Zona Parcialmente Misturada (ZPM
1
);
3- Trmino da Zona Parcialmente Misturada (ZPM
2
);
4- Acima da ZPM (AZPM).
4 AZPM
2
1
3
1 ZTA
1
47
A anlise finalizada acima da ZPM na regio (4) em que se inicia a solidificao de
crescimento celular, na matriz austentica. Com os resultados da anlise por EDS foram
obtidos os grficos da evoluo dos elementos Fe, Ni, Cr e Mo ao longo da interface
revestimento/substrato para os dois processos de soldagem em menor e maior nvel de energia
de soldagem
Foi tambm analisada a composio qumica no metal de solda em regies dendrticas
e interdendrticas para verificar a tendncia de microsegregao durante o processo de
solidificao calculando o coeficiente de redistribuio de soluto(K) definido pela equao
2.1.
Foram selecionadas as amostras C1 (1,1 kJ/mm) e C3 (0,7 kJ/mm), obtidas pelo
processo MIG e as amostras FR1 (1,1 kJ/mm) e FR3 (0,7 kJ/mm), obtidas pelo processo
derivativo MIG CW.
Para identificar e quantificar os principais elementos qumicos que compe a superliga
Hastelloy C276 e para determinar os nveis de diluio do Fe para a condio de soldagem
selecionada foi utilizada a tcnica por florescncia de raios-x nas reas do metal de solda e
metal de base. Para esta anlise foram selecionadas,tambm, as amostras C1 (1,1 kJ/mm) , C3
(0,7 kJ/mm), FR1 (1,1 kJ/mm) e FR3 (0,7 kJ/mm).
Com base no teor de Fe obtido pela anlise qumica de FRX foram determinados os
nveis de diluio global para cada condio de soldagem aplicada. No metal de base o teor de
ferro foi determinado para cada amostra, ento tirou-se a mdia para o clculo da diluio. A
diluio foi determinada pela Equao 3.1, onde:
D Diluio do elemento no metal de solda;
C
MS
- Concentrao do elemento no metal de solda;
C
MA
- Concentrao do elemento no metal de adio;
C
MB
- Concentrao do elemento no metal de base.
(3.1)
3.6 Ensaio de microdureza
Foram levantados os perfis de microdureza Vickers, utilizando um microdurmetro
(Figura 3.8). A anlise consistiu em varredura horizontal nessas regies ilustradas na Figura
3.9, sendo realizadas 10 medidas em cada rea com espaamento de 0,86 mm entre
=
100
48
identaes. A carga aplicada foi de 0,981 N (100 gf) por um tempo de impresso de 15
segundos, conforme recomendado pela norma ASTM E 384 (ASTM, 2002).
Foram tambm realizadas medidas de microdureza na vertical, ou seja, da interface
revestimento/substrato superfcie do revestimento, passando pela zona parcialmente
misturada para a caracterizao de possveis mudanas nos valores de dureza causadas pela
composio qumica e morfologias diferenciadas dessa regio.
Figura 3.8 (a) Microdurmetro HMV MicroHardness Tester, SHIMADZU.
Fonte: Prpria Autora
Figura 3.9 - Representao esquemtica da microdureza na seo transversal do revestimento.
Fonte: Prpria Autora.
1
2
3
49
4 RESULTADOS
4.1. Microestrutura de solidificao
A Figura 4.1 mostra o resultado da microestrutura de solidificao dos revestimentos
obtidos pelos processos de soldagem MIG e MIG com adio de arame frio.
Figura 4.1 Microestrutura de solidificao para os processos MIG e MIG com adio de arame frio. (1a-
amostra C1; 1b-amostra FR1) Estrutura equiaxial-dendritica formada na superfcie do revestimento; (2a-
amostra C2; 2b-amostra FR2) Estrutura colunar-dendritica formada no centro do cordo; (3a -amostra
C3; 3b-amostra FR3) Solidificao celular e planar acima da linha de fuso. Aumento de 200X.
Fonte: Prpria autoria
1a
2a
3a
1b
2b
3b
PROCESSO MIG PROCESSO MIG-CW
50
Nota-se pelas imagens obtidas um comportamento microestrutural equivalente, com
morfologias de solidificao semelhantes para as duas tcnicas de soldagem e sob as
condies estabelecidas neste trabalho.
Ao analisar a estrutura de solidificao, a partir da interface revestimento/substrato
em direo a superfcie do cordo, se observou que o processo de solidificao iniciou com
crescimento planar seguido do crescimento celular. Conforme se aproxima do centro do
cordo ocorre a formao de estrutura colunar dendrtica e prximo superfcie do cordo a
solidificao se apresenta na forma equiaxial dendrtica.
Savage e Aronson 1966, explicam que durante o processo de solidificao a interface
slido/lquido estvel o suficiente para permitir o crescimento planar, mesmo durante um
curto perodo de tempo, seguida por uma mudana no modo de solidificao de planar para
celular devido ao super-resfriamento constitucional.
Savage, 1976 cita que o super-resfriamento ocorre somente quando a rejeio de
soluto para o lquido prximo interface slido/lquido efetiva para permitir uma queda de
temperatura de fuso em um dado ponto. Com o avano da solidificao e uma maior
quantidade de soluto segregado tem-se uma nova mudana no modo de solidificao, o qual
passa de celular dendrtico para colunar dendrtico.
A solidificao do tipo planar uma regio bastante estudada na soldagem de
materiais dissimilares, por apresentar caractersticas que designam uma regio denominada na
literatura como zona parcialmente misturada (ZPM). Avaliando detalhadamente a interface
revestimento/substrato foi possvel observar os limites entre os dois materiais (liga de nquel e
ao carbono) onde notrio a presena de uma zona de transio (ZPM) constituda por uma
faixa clara cuja extenso varia de algumas dezenas de mcrons conforme ilustram as Figuras
4.1(3a) e (3b).
A ZPM constitui uma regio de grande interesse por se tratar de um local onde existe
uma significativa mudana estrutural, um considervel gradiente qumico e a presena de
regies crticas em termos de propriedade mecnicas. Esta regio, muitas vezes, associada
problemas como a fragilizao por hidrognio, perda de tenacidade e corroso (SAVAGE et
al., 1976; ROWE et al., 1999; BAESLACK III et al., 1979; WANG et al., 1993).
51
20
30
40
50
60
70
80
0,6 0,7 0,8 0,9 1 1,1 1,2
E
s
p
e
s
s
u
r
a
d
a
Z
P
M
(
m
)
Energia de Soldagem (kJ/mm)
MIG MIG CW
4.2 Caracterizao da interface revestimento/substrato
4.2.1 Espessura da ZPM
A Figura 4.2 representa o comportamento de espessura da ZPM em funo da energia
de soldagem, para as duas tcnicas de soldagem MIG e MIG CW. Para uma mesma energia
de soldagem os revestimentos depositados pelo processo MIG-CW tenderam a apresentar
maior espessura da ZPM . Pode-se constatar tambm que o aumento da energia de soldagem
tendeu a diminuir esta espessura para os dois processos analisados.
Figura 4.2 Influncia da variao da Energia de Soldagem sobre a espessura da ZPM. Es = 1,1 kJ/mm
(C1 e FR1); Es = 0,9 kJ/mm (C2 e FR2); Es = 0,7 kJ/mm (C3 e FR3).
Fonte: Prpria autoria.
O aumento da espessura da ZPM com adio do arame frio se d pelo aumento de
volume de material adicionado no havendo tempo suficiente para difundir os volumes de
metal de solda e de base, aumentando a espessura da zona parcialmente misturada.
Silva 2010, ao estudar a superliga C276, tambm obteve resultado semelhante, ou seja,
o aumento da energia de soldagem tendeu a reduzir a espessura da ZPM. Segundo este
pesquisador o aumento da energia de soldagem gera aumentos no volume do metal lquido na
poa de fuso e tambm do tempo de permanncia neste estado. Desta forma, pode ocorrer
uma maior difuso entre os metais lquidos nos volumes do metal de solda e do metal de base
fundido na interface.
FR3
C3
FR2
C2
FR1
C1
52
4.2.2 Descontinuidades formadas na ZPM
Foram analisadas cuidadosamente as zonas onde ocorreram alteraes
microestruturais e que resultaram em regies endurecidas. A Figura 4.3 ilustra os tipo de
descontinuidades presentes na ZPM. A Figura mostra em (a) descontinuidade do tipo praia,
em (b) do tipo pennsula e em (c) do tipo ilha.
Figura 4.3- Morfologias encontradas na amostra C1 formadas ao longo da ZPM: (a)do tipo praia; (b) do
tipo pennsula e (c) do tipo ilha. Aumento de 200X.
Fonte: Prpria autoria
(a)
(c)
(b)
53
Na Tabela 4.1 apresenta-se o nmero de descontinuidades presentes nas diversas
amostras analisadas neste trabalho.
Tabela 4.1 Descontinuidades formadas ao longo da ZPM.
Fonte: Prpria autoria
As praias, pennsulas e ilhas como puderam ser vistas nos resultados, aparecem em
todos os nveis de energia. Segundo Aguiar 2011, as praias se apresentam como regies
descontnuas constitudas de martensta e isto se deve a elevada quantidade de elementos de
liga presentes no metal de adio que por difuso migram juntamente com o carbono para as
regies das praias, aumentando a temperabilidade das mesmas.
Dupont e Kusco, 2007 ao estudarem as ligas Inconel 625 e 309L depositadas no ao
carbono A 285, verificaram na interface revestimento/substrato a presena de uma camada
martenstica(ver figura 4.4) e mediram a espessura desta camada constatando uma espessura
maior desta regio na soldagem com a liga 309 L.
Figura 4.4 - Micrografias pticas da camada de martensita observada em soldas usando os metais 309L
(a) e o IN625 (b) para preenchimento.
Fonte: DUPONT e KUSKO, 2007.
Amostra
Descontinuidades na ZPM
Praia Pennsula Ilha Total
C1 5 6 5 16
FR1 3 0 6 9
C2 0 2 3 5
FR2 2 0 2 4
C3 1 1 3 5
FR3 1 2 3 6
Metal de solda
Martensita
Substrato
Metal de solda
Martensita
Substrato
54
As pennsulas so formadas por regies do metal de base diludo que podem penetrar
no interior do metal de solda de algumas dezenas at poucas centenas de mcrons. So
formadas nos locais de maior perturbao na penetrao e sua microestrutura pode ser
composta por constituintes do metal de base com uma descarbonetao (AGUIAR, 2010).
As ilhas se originam pelo material de ZPM que, ainda no estado lquido, foi arrastado
para dentro do metal de solda pelas fortes correntes de conveco, solidificando-se
rapidamente ao entrar em contato com o metal de solda lquido mais frio, formando assim
uma ilha (AGUIAR, 2010).
Foi realizado o ensaio de microdureza nas praias, pennsulas e ilhas encontradas para
verificar a existncia de possveis regies martensticas. A Figura 4.5 apresenta os valores de
microdureza nas descontinuidades do tipo praia, pennsula e ilha formadas nas
amostras C1, C3 e FR3.
55
Figura 4.5 Valores de microdurezas nas descontinuidades: (a) Tipo praia na ordem de 308 HV; (b)
Tipo pennsula na ordem de 272 HV e (c) Tipo ilha na ordem de 200 HV. Aumento de 200X.
Fonte: Prpria autoria
Ao analisar os valores obtidos de microdureza verificou-se um significativo aumento
nas regies das praias comparado aos valores das outras descontinuidades e comparado aos
valores de microdureza do centro do cordo e do metal de base logo abaixo da linha de fuso
ainda na zona termicamente afetada pelo calor.
(a)
(b)
(c)
308 HV
199 HV
272 HV
215 HV
200 HV
56
4.2.3 Evoluo dos principais elementos de liga na ZPM
Nesta etapa do trabalho sero realizadas as anlises dos perfis qumicos para os
principais elementos presentes na superliga Hastelloy C276. Os perfis foram obtidos a partir
de anlises pontuais da interface revestimento/substrato nas regies ilustradas na Figura 3.7
A Figura 4.6 e 4.7 mostram os grficos da evoluo dos elementos Fe, Ni, Cr e Mo ao
longo da interface revestimento/substrato para os dois processos de soldagem em menor e
maior nvel de energia.
Figura 4.6-Perfil dos principais elementos de liga ao longo espessura da ZPM e de suas regies adjacentes:
(a) amostra C1 e (b) amostra FR1. Es = 1,1 kJ/mm.
Fonte: Prpria autoria
0
20
40
60
80
100
120
1 2 3 4
%
e
m
p
e
s
o
C1
Fe Ni
Cr Mo
ZTA ZPM 1 ZPM 2 AZPM
% wt
C1
ZTA ZPM
1
ZPM
2
AZPM
Fe 98,2 89,4 43,9 13,7
Ni - 5,9 34,3 49,3
Cr - 1,3 8,1 13,8
Mo - 1,7 9,0 15,1
57
Fonte: Prpria autoria
0
20
40
60
80
100
120
1 2 3 4
%
e
m
p
e
s
o
FR1
Fe Ni
Cr Mo
ZPM1
ZPM2 AZPM
% wt
FR1
ZTA ZPM
1
ZPM
2
MS
Fe 97,7 34,4 26,2 15,7
Ni - 39,9 44,5 47,4
Cr - 10,2 11,0 12,9
Mo - 9,9 12,0 13,7
ZTA
58
Figura4.7-Perfil dos principais elementos de liga ao longo espessura da ZPM e de suas regies adjacentes:
(a) amostra C3e (b) amostra FR3. Es = 0,7 kJ/mm.
Fonte: Prpria autoria
0
20
40
60
80
100
120
1 2 3 4
%
e
m
p
e
s
o
C3
Fe Ni
Cr Mo
ZPM2 AZPM
% wt
C3
ZTA ZPM
1
ZPM
2
MS
Fe 91,1 55,6 51 17,5
Ni - 9,5 31,1 50,4
Cr - 2,4 8,1 14,7
Mo - - 6,7 14,8
ZTA ZPM1
59
Fonte: Prpria autoria
Os resultados da anlise qumica por EDS na interface revestimento/substrato
apresentados nas Figuras 4.6 e 4.7 mostraram uma composio qumica intermediria entre o
metal de solda e o metal de base, prpria das ZPMs. Segundo Aguiar, 2011 o teor de ferro
elevado nessas zonas caracteriza a maior participao do metal de base na formao da ZPM e
consequentemente proporciona um ponto de fuso maior que o do metal de solda.
Nos dois nveis de energia analisados o teor de ferro apresenta na
1
e
uma
menor variao para as amostras soldadas pelo processo MIG (C1 e C3) e uma reduo
significativa deste elemento para as amostras soldadas pelo MIG-CW (FR1 e FR3). Neste
caso, a reduo foi maior no teor de ferro devido ao aumento da participao do metal de
adio correspondente a uma reduo na participao do metal de base. O processo MIG-CW
apresentou uma tendncia de maior teor de nquel na ZPM. Os teores de cromo e molibdnio
para o processo MIG ficaram em torno de 1 e 15% e para o processo MIG CW estes teores
variaram de 6% a 15%.
0
20
40
60
80
100
120
1 2 3 4
%
e
m
p
e
s
o
FR3
Fe Ni
Cr Mo
ZPM 1 ZPM2
AZPM
% wt
FR3
ZTA ZPM
1
ZPM
2
MS
Fe 98,5 58,4 30,3 14,2
Ni - 24,9 42,8 48,7
Cr - 6,1 10,6 13,3
Mo - 6,6 10,3 15,2
ZTA
60
De modo geral, a maior energia de soldagem e a adio do arame frio para o processo
MIG CW tendem a diminuir os teores de ferro na ZPM e, consequentemente, maiores sero os
teores de nquel e de outros elementos de liga do metal de solda.
4.2.4 Migrao de carbono
SILVA 2010, trabalhando com a soldagem de uma superliga de nquel em ao C-Mn
observou zonas com supersaturao de carbono, seu indcio de martensita, cuja dureza
aumentou consideravelmente na condio como soldada, Figura 4.8. O autor afirma que esta
regio pode ser obtida em corpos de prova soldados com alta energia de soldagem e nas
interfaces de passes de solda que foram submetidos a novos ciclos trmicos, onde os
mltiplos ciclos trmicos de soldagem tenham sido suficientes para promover a difuso do
carbono.
Figura 4.8 Ensaio de microdureza em regies com supersaturao de carbono,formada entre o ao C-
Mn e uma superliga de nquel.
Fonte: Silva, 2010
A micrografia da Figura 4.9 (a) apresenta um estudo na ZPM da amostra C1,
revelando a presena de uma faixa estreita rica em carbono formada acima da linha de fuso.
O espectro de EDS da Figura 4.9 (b) apresenta picos de ferro mais altos na faixa estreita rica
em carbono(regio +4) em comparao ao espectro de EDS no final da espessura da
ZPM(regio +5) , Figura 4.9 (c). Para a micrografia da amostra FR1 no foi possvel observar
a ocorrncia desta regio migrao de carbono, Figura 4.10 (a). O espectro de EDS revela a
presena significativa de nquel e de outros elementos de liga (Cr, Mo, W) na ZPM logo
acima da linha de fuso(regio +2), Figura4.10 (b) e no final da espessura da ZPM(regio +3)
Figura 4.10(c).
61
Figura 4.9 (a) Imagem obtida por MEV na interface revestimento/substrato da amostra C1; (b) Espectro
de EDS obtido na regio escurecida acima da linha de fuso; (c) Espectro de EDS obtido no final da
espessura da ZPM.
Fonte: Prpria autoria
+ 4
(a)
+ 5
(b)
(c)
62
Figura 4.10 (a) Imagem obtida por MEV na interface revestimento/substrato da amostra FR1; (b)
Espectro de EDS obtido na regio escurecida acima da linha de fuso; (c) Espectro de EDS obtido no final
da espessura da ZPM.
Fonte: Prpria autoria.
+ 2
(a)
(b)
+ 3
(c)
63
O ensaio de microdureza na amostra C1 revelou o considervel aumento de dureza na
regio rica em carbono quando comparada as suas adjacncias, Figura 4.11 (a). Para a amostra
FR1 no houve variao de dureza nesta regio, Figura 4.13 (b).
Figura 4.11 Ensaio de microdureza. (a) Amostra C1, aumento de 200 x; (b) Amostra FR1, aumento de
100X
Fonte: Prpria autoria.
4.3 Caracterizao do metal de solda
Independente do parmetro de soldagem, a microestrutura do metal de solda
apresentou uma matriz com predominncia do modo de solidificao colunar dendrtico e
precipitados nas regies interdendrticas, como mostram as microestruturas obtidas no MEV
REGIO RICA EM
CARBONO
246 HV
371 HV
203 HV
222 HV
210 HV
189 HV
(b)
(a)
64
da Figura 4.12. As regies mais escuras constituem a matriz , as mais claras correspondem as
regies interdendrticas de matriz e os precipitados brancos so as fases secundrias.
Figura 4.12 Microestrutura do metal de solda da liga Hastelloy C276. (a) revestimento FR1, (b)
revestimento FR3 e (c) revestimento C1.
Fonte: Prpria autoria
Atravs da tcnica por Florescncia de Raios-X (FRX) analisou-se quimicamente o
metal de solda para dos principais elementos qumicos que compe a superliga Hastelloy
C276, o resultado desta anlise qumica mostrado na Tabela 4.2. Para esta anlise foram
selecionadas as amostras C1 (1,1 kJ/mm) e C3 (0,7 kJ/mm), obtidas pelo processo MIG e as
amostras FR1 (1,1 kJ/mm) e FR3 (0,7 kJ/mm), obtidas pelo processo derivativo MIG CW.
65
Os resultados mostram que o teor de Fe variou entre 11% a 17%, no apresentando
grandes mudanas para as amostras analisadas. Comparando os dois processos de soldagem
pode-se afirmar que a adio do arame frio tende a diminuir o teor deste elemento no metal de
solda.
Os teores de Mo variaram entre 11,3% a 12,1% e os teores de Cr entre 13,7% a 16,2%.
Os elementos Ti e Mn foram observados em pequenas quantidades, variando entre 0,18% a
0,63%.
Tabela 4.2 - Anlise Qumica por Fluorescncia de Raios-X do metal de solda
(%) em peso
Elementos C1 FR1 C3 FR3
Fe 16,94 10,99 15,61 13,08
Ni 56,8 60,01 57,99 59,2
Cr 14,43 16,18 13,7 14,76
Mo 11,31 12,04 11,87 12,11
Ti - 0,18 0,19 0,24
Mn 0,52 0,6 0,63 0,62
Fonte: Mougo, 2012
O teor de ferro no metal de adio, segundo o fabricante Haynes, ficou em 5,5%. No
metal de base o teor de ferro foi determinado para cada amostra, como apresentado na Tabela
4.3.
Tabela 4.3- Anlise Qumica por Fluorescncia de Raios-X do metal de base.
FRX (%) em peso
Elementos C1 FR1 C3 FR3
Fe C
MB
99,28 99,34 99,5 99,37
Mn C
MB
0,72 0,66 0,5 0,63
Fonte: Mougo, 2012
A Tabela 4.4 apresenta a sntese dos valores de ferro para o metal de solda (C
MS
), para
o metal de base (C
MB
) e para o metal de adio (C
MA
), assim como o valor da diluio global
deste elemento para as amostras selecionadas ,calculada pela equao 3.1.
66
Tabela 4.4- Diluio global de Ferro obtida pela anlise qumica por Fluorescncia de Raios-X.
% em peso
Diluio de Ferro
Es = 1,1 kJ/mm Es = 0,7 kJ/mm
C1 FR1 C3 FR3
C
MS
16,9 10,9 15,6 13,1
C
MB
99,4 99,4 99,4 99,4
C
MA
5,5 5,5 5,5 5,5
D 12,8 5,8 10,8 8,1
Fonte: Prpria autoria
Os resultados da Tabela 4.4 indicam que para as duas energias de soldagem analisadas
a diluio de ferro tende a ser menor para o processo MIG CW. Os valores obtidos indicam
que a amostra FR1 chegou prximo ao teor de ferro mximo de 5% indicado na soldagem
entre materiais dissimilares pela Norma ISO 10423 (2003). Considerando meios menos
agressivos, o teor de ferro mximo no revestimento poder ficar entre 5% 10%, onde se
enquadram os teores prximos deste elemento na amostra C3 e FR3.
Garcia, 2010 trabalhando com a liga Hastelloy C276 depositada em chapas planas de
ao carbono realizou o clculo da diluio por anlise geomtrica nas mesmas amostras
trabalhadas neste trabalho.
A Tabela 4.5 apresenta o resultado do comportamento da diluio por anlise
geomtrica obtida por Garcia e a diluio global obtida neste trabalho. Pela anlise da diluio
geomtrica possvel observar a reduo da diluio para a condio de menor energia de
soldagem e para o processo derivativo MIG CW.
Tabela 4.5- Diluio geomtrica e global.
Processo Amostra Diluio Geomtrica (%)
Diluio Global (%)
MIG
C1 24,0
12,8
C3 20,0 10,8
MIG CW
FR1 14,0
5,8
FR3 12,0 8,1
Fonte: Prpria autoria
O aumento da diluio geomtrica para as maiores energias de soldagem se deve a
maior quantidade de calor fornecida ao sistema pelo arco eltrico, atuando na fuso mais
intensa do substrato. No entanto, a adio do arame frio consome parte do calor da poa de
67
fuso tendendo a diminuir mais o valor da diluio, importante na soldagem entre materiais
dissimilares.
Aps a identificao dos precipitados formados no metal de solda, foi realizada uma
anlise qumica por EDS, verificando-se a presena elevada de Ni, Cr e principalmente Mo.
Os precipitados esto localizados principalmente nas regies interdendrticas, indicando a
ocorrncia de microsegregao e nas regies intercelulares indicando a
macrosegregao(formando filmes de precipitados acima da regio da solidificao planar).
Foi analisada, ento, a composio qumica no metal de solda em regies dendrticas e
interdendrticas para verificar a tendncia de microsegregao em diferentes nveis de energia
de soldagem e o fator de partio ou coeficiente de redistribuio de soluto (k).
A Tabela 4.6 apresenta os valores de k para as amostras C1 e FR1 e a Tabela 4.7 os
valores de k para as amostras C3 e FR3. A rea de anlise foi o meio do cordo central porque
esta regio passa por sucessivos ciclos trmicos, garantindo dessa forma a projeo de seus
resultados aos demais passes do revestimento.
Tabela 4.6 Redistribuio de soluto (k) para as amostras C1 e FR1 (Es = 1,1 kJ/mm).
Elemento
Amostra C1 Amostra FR1
C
S
C
L
K C
S
C
L
K
Fe 11,6 10,3 1,1 14,4 14,4 1,0
Ni 49,2 44,7 1,1 46,8 45,5 1,0
Cr 13,3 13,9 1,0 12,7 13,4 0,9
Mo 15,6 23,7 0,7 15,9 18,1 0,9
W 4,9 5,2 0,9 5,0 5,8 0,9
Fonte: Prpria autoria.
Tabela 4.7 Redistribuio de soluto (k) para as amostras C3 e FR3 (Es = 0,7 kJ/mm).
Elemento
Amostra C3 Amostra FR3
C
S
C
L
k C
S
C
L
K
Fe 8,8 9,8 0,9 7,6 7,6 1,0
Ni 59,6 58,6 1,0 53,2 53,1 1,0
Cr 16,2 15,5 1,1 13,5 15,2 0,9
Mo 10,9 13,3 0,8 13,7 16,5 0,8
W 3,9 4,7 0,8 5,5 6,4 0,9
Fonte: Prpria autoria.
68
Para a amostra C1, o ferro, o nquel e o cromo apresentam k 1, ou seja, estes
elementos tendem a enriquecer o slido, enquanto que o molibdnio e o tungstnio tendem a
segregar para o lquido. A amostra FR1 tambm apresenta k 1 para o ferro e o nquel, porm
este coeficiente tende a ser menor para o Cr, Mo e W. Para a amostra C3, apenas o Ni e o Cr
apresentam k 1, enquanto que o Fe, Mo e o W tendem a segregar para o lquido. Para a
amostra FR3, o Fe e o Ni apresentam k 1 enriquecendo o slido, enquanto que o Cr, Mo e
W possuem k < 1, enriquecendo o lquido.
Do exposto a energia de soldagem no influenciou de forma relevante a mudana os
valores de k para os dois processos estudados. Segundo a literatura, o molibdnio o
principal elemento das superligas a base de nquel que tende a segregar para o lquido durante
o processo de solidificao. Este elemento apresentou uma tendncia de ser rejeitado para a
amostra obtida pelo processo MIG na maior energia de soldagem (amostra C1).
So apresentados a seguir exemplos de precipitados encontrados no metal de solda e
suas respectivas composies qumicas e espectrogramas. As tabelas 4.8 e 4.9 apresentam o
resultado de composio qumica dos precipitados para as amostras analisadas neste trabalho.
As figuras 4.15 e 4.17 apresentam a localizao do precipitado, enquanto as figuras 4.16 e
4.18 apresentam seus espectrogramas, nas condies estudadas.
Tabela 4.8. Composio qumica dos precipitados da amostra C1 e FR1 (Es = 1,1 kJ/mm).
Fonte: Prpria autoria
PRECIPITADOS EDS
% em peso Amostra C1 Amostra FR1
Fe 25,6 10,9
Ni 33,8 30,9
Cr 33,8 13,3
Mo 19,6 36,5
W 4,8 6,5
69
Figura 4.13- Precipitados no metal de solda. (a) amostra C1, processo MIG. Aumento de 2500X; (b)
amostra FR1, processo MIG CW. Aumento de 4000X.
Fonte: Prpria autoria.
Pela anlise da composio qumica, da Tabela 4.8 nota-se uma diminuio nos teores
de Fe, Ni e Cr na amostra FR1. Os teores de Mo e W apresentam um comportamento inverso,
ou seja, para o processo MIG CW estes elementos tendem a aumentar. Pelas Figuras 4.16 (a)
e (b) pode-se observar a predominncia do molibdnio no precipitado da amostra FR1.
Figura 4.14 - Espectrogramas dos precipitados: (a) amostra C1; (b) amostra FR1.
(a) (b)
(a)
70
Fonte: Prpria autoria
Tabela 4.9. Composio qumica dos precipitados da amostra C3 e FR3 (Es = 0,7 kJ/mm).
Fonte: Prpria Autoria
Figura 4.15 - Precipitados do metal depositado, MEV: (a) amostra C3, processo MIG; (b) amostra FR3,
processo MIG CW. Aumento de 4000X.
Fonte: Prpria autoria
PRECIPITADOS EDS
% em peso Amostra C3 Amostra FR3
Fe 28,4 14,8
Ni 27,0 45,4
Cr 13,2 14,8
Mo 26,2 32,5
W 5,2 5,3
(a) (b)
(b)
71
Pela anlise da composio qumica dos precipitados da Tabela 4.9 nota-se uma
diminuio nos teores de Fe para a amostra FR3. O Ni e o Mo apresentam maiores teores para
esta amostra.
Figura 4.16 - Espectrogramas dos precipitados: (a) amostra C3; (b) amostra FR3.
Fonte: Prpria autoria
O Mo e o W para as superligas de nquel so caracterizados principalmente por
conferirem ao metal de solda resistncia a altas temperaturas e aumento da resistncia
corroso em atmosfricas cidas no oxidantes e a corroso localizada. O aumento da
segregao destes elementos poder reduzir as propriedades e a resistncia do revestimento
devido ao seu empobrecimento na matriz austentica para a regio interdendrtica e
precipitados. No entanto, os altos teores de Mo e W encontrados nos precipitados das
amostras obtidas pelo processo MIG CW podem estar tambm associados a composio
qumica do arame frio (Hastelloy C276).
(a)
(b)
72
50
100
150
200
250
300
0 1 2 3 4 5
M
i
c
r
o
d
u
r
e
z
a
(
H
V
)
MIG MIG CW
50
100
150
200
250
300
0 1 2 3 4 5
M
i
c
r
o
d
u
r
e
z
a
(
H
V
)
MIG MIG CW
4.4 Ensaios de microdureza
O resultado do ensaio de microdureza ilustrado pelas Figuras 4.17 e 4.18 para as
amostras C1, FR1 e C3, FR3, respectivamente.
Figura 4.17 - Microdureza Vickers da amostra C1 e FR1 (Es = 1,1 kJ/mm).
Fonte: Prpria autoria.
Figura 4.18 - Microdureza Vickers da amostra C3 e FR3 (Es = 0,7 kJ/mm).
Fonte: Prpria autoria.
ZTA ZPM MC SC
ZTA ZPM MC SC
73
242,5
241,0
238,8
236,0
237,0
238,0
239,0
240,0
241,0
242,0
243,0
1 2 3
M
i
c
r
o
d
u
r
e
z
a
(
H
V
)
Es (kJ/mm)
A anlise das Figuras 4.17 e 4.18 indicam um aumento da microdureza, tanto no
processo MIG e MIG-CW independente da energia de soldagem, a partir da interface
revestimento/substrato em direo a superfcie do revestimento. Este comportamento pode ser
associado a variao nos teores de ferro ao longo da seo transversal do revestimento. Na
regio mais prxima a linha de fuso o teor de ferro tende a ser maior devido a maior diluio
com o substrato, enquanto os elementos endurecedores (Mo e W) tendem a ser menores.
Inversamente, como no centro e na superfcie do revestimento o teor de ferro menor e os
teores de Mo e W so maiores a microdureza tendeu a ser maior.
A anlise grfica tambm proporcionou uma avaliao do efeito do processo de
soldagem sobre a dureza nas regies analisadas neste trabalho. O processo MIG-CW tendeu a
apresentar menores valores de microdureza nas regies da ZTA e da ZPM. O aumento da
microdureza na ZPM das amostras obtidas pelo processo MIG pode estar associado s
maiores ocorrncias de descontinuidades do tipo praia e a migrao de carbono nesta
regio.
Foram analisadas as amostras obtidas pelo processo MIG CW, para trs energias de
soldagem (FR1, FR2 e FR3). Nesta etapa, o ensaio de microdureza foi realizado no sentido
vertical da superfcie do revestimento ZPM. O objetivo deste ensaio foi verificar a
influncia da energia de soldagem na dureza do metal de solda, Figura 4.19.
Figura 4.19 Mdia da microdureza no metal de solda para as amostras FR1 (1,1 kJ/mm), FR2 (0,9
kJ/mm) e FR3 (0,7 kJ/mm).
Fonte: Prpria autoria
0,7 0,9 1,1
74
Os resultados indicam que o aumento da energia de soldagem tendeu a diminuir a
microdureza mdia do metal de solda. Aguiar 2011, explica que o aumento da diluio em
funo do aumento da energia de soldagem faz com que o ferro substitua elementos como o
Mo e o W, os quais endurecem a matriz por soluo slida, diminuindo a dureza do metal de
solda.
75
5 CONCLUSES
A adio do arame frio no modificou o comportamento na evoluo da estrutura
de solidificao, a partir da interface revestimento /substrato em direo a superfcie do
cordo.
O processo MIG-CW comparado ao MIG apresentou, para o mesmo valor de
energia, uma maior espessura da zona parcialmente misturada (ZPM). O aumento da energia
de soldagem, em ambos os processos, tendeu a diminuir esta espessura.
O processo MIG tendeu apresentar uma maior quantidade de descontinuidades na
ZPM e possveis migraes de carbono em relao ao MIG-CW.
De modo geral, a maior energia de soldagem e a adio do arame frio para o
processo MIG CW tendem a diminuir os teores de ferro na ZPM e, consequentemente,
maiores sero os teores de nquel e de outros elementos de liga do metal de solda.
O nvel de diluio do ferro no metal de solda foi menor para o processo MIG CW.
Para o maior nvel de energia de soldagem, a diluio de ferro (em apenas uma camada) foi
prxima de 5%, o que satisfaz a Norma ISO 10423 (2003);
Os precipitados formados tendem a segregar principalmente para a regio
interdendrtica. Os maiores teores de molibdnio na composio destes precipitados
ocorreram para o processo MIG CW. Esta ocorrncia pode estar associada a maior quantidade
de massa depositada pela utilizao do arame frio;
O aumento da energia de soldagem tende a diminuir a microdureza mdia do metal
de solda.
76
REFERNCIAS
ABREU, C. Metalurgia da soldagem-Nota de aula-Cefet PA 2008.
AGUIAR, W. M. Revestimento por soldagem MIG/MAG empregando ligas de nquel
para aplicao em componentes do setor de petrleo e gs natural. Tese (Doutorado em
Engenharia e Cincia dos materiais). Programa de Ps-Graduao em Engenharia e Cincia
dos materiais. Universidade Federal do Cear, Fortaleza, 2011, Fortaleza. Pg 10. 2011[5]
ALMEIDA, B. V. Obteno in-situ de intermetlicos Ni/Al. Universidade Federal do
Paran 2003.
AKHTER, J. I.; SHAIKH, M. A.; AHMAD, M.; IQBAL, M.; SHOAIB, K. A.; AHMAD, W.
Effect of aging on the hardness and impact properties of Hastelloy C-276. Journal of
Materials Science Letters. v. 20, p. 333335, 2001.
ASM, Nickel and nickel alloys. In: (Ed.). Properties and selection of nonferrous alloys and
special-purpose materials. Ed. ASM International. Metals Park, Ohio, v. 1, 10th ed. p.950-
994, 1990.
AWS, Welding Handbook-Materials and applications-Part 1.Miami: American Welding
Society, v3, 1996.
ASM, Corrosion of nickel-base alloys. In: Corrosion. Ed. ASM International. Metals
Park,Ohio, v.13, 10th ed., p. 641-657, 1993a.
ASM, Selection of Nickel, Nickel-Cooper, Nickel-Chromium, and Nickel-Chromium-
Iron Alloys. In: Welding, Brazing and Soldering. Ed. ASM International. Metals Park, Ohio,
v.6, 10th ed., p. 586-592, 1993c.
ASM, Selection of Nickel, Nickel-Cooper, Nickel-Chromium, and Nickel-Chromium-
Iron Alloys. In: Welding, Brazing and Soldering. Ed. ASM International. Metals Park, Ohio,
v. 6, 10thed., p. 586-592, 1993c.
ASM, Metallography and microstructures. Ohio: ASM international, v.9. 2004.2733p
AWS, Welding Handbook-Materials and applications-Part 1.Miami: American Welding
Society, v3, 1996.
BAESLACK III, W. A.; LIPPOLD, J. C.; SAVAGE, W. F. Unmixed zones
formation in austenitic stainless steel. Welding Journal. v. 58, n. 6, p. 169-176, jun. 1979.
BACELAR, A. R. C.; FERRAZ, A. C. Estudo da Viabilidade Operacional do Processo de
Soldagem MAG com Alimentao Adicional de um Arame Frio. Trabalho de Concluso
de Curso Curso de Engenharia Mecnica, UFPA, Belm, 2005.
77
SBIO. A. D. Estudo da Viabilidade Operacional do Processo de Soldagem MAG com
Alimentao Adicional de Arame Frio. Dissertao (Mestrado em Engenharia Mecnica)
Programa de Ps- Graduao em Engenharia Mecnica, Universidade Federal do Par,
Belm, 2007.
BARRA, S; PEREIRA, A. Descontinuidades em soldagem-Trabalho de pesquisa.
Universidade Federal de Santa Catarina. Curso de ps-graduao de Engenharia Mecnica.
Florianopolis SC1999
BAZZI,D.G. Estudo de revestimentos a base ligas Fe e Al.(Dissertao de Mestrado em
Engenharia Mecnica de 2008).Ps Graduao em Engenharia Mecnica.Curitiba-2008.
BLLINGHAUS, T; HEROLD, H. Hot Cracking Phenomena inWelds, 2005.
BOND,D. Avaliao de revestimentos soldados processados com materiais atomizados.
Tese (Doutorado em Engenharia e Cincia dos materiais). Programa de Ps-Graduao em
Engenharia . Universidade Federal do Paran, Curitiba, 2008.
BORLAND, J. C. Generalized theory of super-solidus cracking in welds (and castings).
British Welding Journal. v. 7, p. 508512, 1960.
BROOKS, C. R. Heat treatment, structure and properties of nonferrous alloys. Metals
Park, Ohio: American Society for Metals. 1984. 420 p.
CIESLAK, M. J.; HEADLEY, T. J.; ROMIG Jr., A. D. The welding metallurgy of
hastelloy alloys C-4, C-22, and C-276. Metallurgical Transactions A. v. 17A, p. 2035
2047,1986.
CHIAVERINI, V.Tecnologia mecnica.Processos de fabricao e tratamento.volume
3.1986
CONDE, R.H. Recubrimientos resistentes al desgaste. Boletn Tcnico Conarco, n.85, p.2-
20, dec. 1986.
DEVRIES, R.P. e MUMAU, G.R. Importance of a relation between dendrite formation
and solidification in highly alloyed materials.J. Metals, 20: 33-36, 1968.
DUPONT, J. N. Solidification of an alloy 625 weld overlay. Metallurgical and Material
Transactions A, v. 27A, p. 3612-3620, 1996.
DUPONT, J. N.; BANOVIC, S. W.; MARDER, A. R. Microstructural evolution and
weldability of dissimilar welds between a super austenitic stainless steel and nickel-
based alloys. Welding Journal, v. 82, n. 6, pp. 125-56, 2003.
DUPONT J. N.; KUSKO C. S. Martensite Formation in Austenitic/Ferritic Dissimilar
Alloy Welds.Welding Research, 2007.
DUPONT, J. N.; LIPPOLD. J. C.; KISER. S. D. Welding metallurgy and weldability
of nickel- base alloys. Wiley, New jersey, 2009.
78
FREIRE, J. M. Materiais de construo mecnica. Rio de Janeiro, p.171,1983.
GAO, Y.; KUMAR, M.; NALLA, R.K. and RITCHIE, R.O. High-Cycle Fatigue of Nickel-
Based Superalloy ME3 at Ambient and Elevated Temperatures: Role ofGrain-G.
Boundary Engineering.Metallurgical and Materials Transactions A.V.36 A,2005.
GARCIA, D. N. Soldagem MIG com arame frio aplicada ao revestimento de chapas
planas com uma superliga de nquel tipo Hastelloy C-276. Belm: Departamento de
Engenharia Mecnica, Universidade Federal do Par, 2011 (Dissertao de Mestrado).
JOUBERT, J.M.; DUPIN, N. Mixed site occupancies in the m phase. Intermetallics. v. 12,
p. 13731380, 2004.
KEJELIN,Z.,N.; BUSHINELLI,A.,A.; BOHRQUEZ,N.,C.; Soldagem dissimilar do ao
X-60 com Inconel 625 .Labsolda/EMC/UFSC, Florianpolis, Santa Catarina, 2007.
KOU, S. Welding Metallurgy, 2nd ed. Wiley, New York, N.Y., 2003a.
KOU, S. Solidification and Liquation Cracking Issues in Welding. JOM Journal of the
Minerals, Metals and Materials Society. v. 55, n. 6, p. 37-42, jun. 2003b.
MONDENESI,J.; MARQUES,V.,P. Introduo aos processos de soldagem.Universidade
Federal de Minas Gerais.Belo Horizonte2006.
MOTTA, F.M.; SILVA. M. M.; OLIVEIRA, C. W.; MACIEL, M. T.; SANTOS, A. M.
Soldagem e Inspeo: Caracterizao de solda de revestimento de AWS 317L depositados
por GMAW duplo arame em aos ASTM a 516 gr 60 para uso na indstria do
petrleo.So Paulo.vol 15, 2010.
MOUGO, A. L. Aspectos Metalrgicos da soldagem MIG e MIG derivativa com arame
frio em revestimento de chapas planas de ao C-MN utilizando uma superliga de nquel.
Dissertao (Mestrado em Engenharia Mecnica). Programa de Ps-graduao em Engenharia
Mecnica. Universidade Federal do Par, Belm, 2012.
N.S. Stoloff, Wrought and P/M Superalloys, ASM Handbook, Vol. 1, 10
th
Edition, ASM
Metals Park, Ohio, p. 950-994, 1993
OMAR, A. A. Effects of welding parameters on hard zone formation at dissimilar metal
welds. Welding Journal, February,1998.
PARANHOS, R.; SILVA, J. C. Fissurao a quente (trincas a quente). Infosolda. O site
brasileiro da soldagem. Disponvel em: < www.infosolda.com.br/artigos/metso104.pdf >,
2003. Acesso em: 30 out. 2011.
PAULONIS, D.F.; OBLACK. M. J.; DUVAL, S. D. Precipitation in nickel-base alloy 718.
Defense Technical Information Center, 1969.
POEPCKE, J.S. Processos MIG/MAG. In: TATINI, S.Z.I. Soldagem. So Paulo: SENAI,
1997. 175-177. (Coleo Tecnologia SENAI).
79
RAGHAVAN, M.; BERKOWITZ, B. J.; SCANLON, J. C. Electron Microscopic Analysis
of Heterogeneous Precipitates in Hastelloy C-276. Metallurgical Transactions A. v. 13A,
p. 979984, 1982.
RAM, D. J; REDDY, A. V; RAO K. P; ANDG. Reddy, G. M. Control of laves phase in
inconel 718 GTA welds with current pulsing. Science and Technology of Welding and
Joining . Vol. 9 ,2004 [7]
RAMIREZ, A. J.; LIPPOLD, J. C. High temperature behavior of Ni-base weld metal Part
II Insight into the mechanism for ductility dip cracking. Materials Science and
Engineering A. v. 380, p. 245258, 2004b.
REBAK, B. R. Environmentally Assisted Cracking of Nickel Alloys-A Review.Lawrence
Livermore National Laboratory.
ROWE, M. D.; NELSON, T. W.; LIPPOLD, J. C. Hydrogen-induced cracking along the
fusion boundary of dissimilar metal welds. Welding Journal. v. XX, n. X, pp. 31-37, 1999.
SBIO. A. D. Estudo da Viabilidade Operacional do Processo de Soldagem MAG com
Alimentao Adicional de Arame Frio. Dissertao (Mestrado em Engenharia Mecnica)
Instituto de Tecnologia, Programa de Ps- Graduao em Engenharia Mecnica, Universidade
Federal do Par, Belm, 2007.
SANTOS, A. I. Caracterizao de uma superliga de nquel sobtemperaturas elevadas.
Dissertao de mestrado na rea de Concentrao em Reatores Nucleares de Potencia e
Tecnologia do Combustvel Nuclear. So Paulo,1993
SAVAGE, W.F. et al. Solidification mechanisms in fusion welds. Welding Journal, v.55,
n.8, p. 213s-221s, 1976.
SAVAGE, W. F.; ARONSON, A. H. Preferred orientation in the weld fusion zone.
Welding Journal. v. 45, n. X, p. 8589, 1966.
SCOTTI, A.; PONOMAREV, V. Soldagem MIG/MAG, So Paulo, 2008
SILVA, C. C. Revestimentos de liga de nquel depositados pelo processo TIG com
alimentao de arame frio-aspectos operacionais e metalrgicos. Tese (Doutorado em
Engenharia e Cincia dos materiais). Programa de Ps-Graduao em Engenharia de
Engenharia e Cincia dos materiais. Universidade Federal do Cear, Fortaleza, 2010.
Fortaleza, p. 5, 12, 2010(a)
SILVA. F. G. Estudo da Viabilidade Processo de Soldagem FCAW com adio de Arame
Frio, aplicado a indstria naval. Dissertao (Mestrado em Engenharia Mecnica) Instituto
de Tecnologia, Programa de Ps- Graduao em Engenharia Mecnica, Universidade Federal
do Par, Belm, 2010 (b)
SIMONETTI, M. P.; CARON, P. Role and behaviour of phase during deformation of a
nickelbased single crystal superalloy. Materials Science and Engineering A. v. 254, p. 1-
12, 1998.
80
SIMS, C. T.; W. C., HAGEL et al. The superalloys II.New York: John Wiley & Sons.1987.
WAINER, E.; BRANDI, S.; MELLO, F.; Soldagem: Processos e Metalurgia. So Paulo:
Edgard Blcher Ltda, 1992.
WANG, Z.; XU, B.; YE, C. Study of martensite structures at the weld interface and
fracture toughness of dissimilar metal joints. Welding Journal. v. 72, n. 8, p. 397-402,
1993.
YANG, J. X.; ZHENG, Q.; SUN, X. F.; GUAN, H. R.; HU, Z. Q. Formation of phase
during thermal exposure and its effect on the properties of K465 superalloy. Scripta
Materialia. v. 55, p. 331334, 2006.
ZEEMAN, A. Diluio. Infosolda. O site brasileiro da soldagem,2003. Disponvel em:
< www.infosolda.com.br/artigos/metso106.pdf >. Acessado em: 05/10/2011.
Você também pode gostar
- Fundamentos de Fisico-Quimica - Uma Abordagem Conceitual para Ciências Farmacêuticas PDFDocumento146 páginasFundamentos de Fisico-Quimica - Uma Abordagem Conceitual para Ciências Farmacêuticas PDFpatriciamartins100% (5)
- Testando A Atividade Da Catalase-1Documento5 páginasTestando A Atividade Da Catalase-1priscila santosAinda não há avaliações
- Aula 5 Comparacao Dimensional Entre Reatores ContinuosDocumento10 páginasAula 5 Comparacao Dimensional Entre Reatores ContinuosPedro SimonAinda não há avaliações
- Química - Pré-Vestibular Impacto - Ácidos - Nomenclatura IDocumento2 páginasQuímica - Pré-Vestibular Impacto - Ácidos - Nomenclatura IQuímica Qui100% (8)
- Gases Especiais PDFDocumento39 páginasGases Especiais PDFNazareno S ArrudaAinda não há avaliações
- Estudo Do Átomo e ModelosDocumento40 páginasEstudo Do Átomo e ModelosBruna SousaAinda não há avaliações
- Baterias SAFTDocumento80 páginasBaterias SAFTRafael GomesAinda não há avaliações
- Alquenos e AlquinosDocumento21 páginasAlquenos e AlquinosLuiz EduardoAinda não há avaliações
- Apostilinha Do CursoDocumento25 páginasApostilinha Do CursoLucilaine de AssumpçãoAinda não há avaliações
- 21 EstequiometriaDocumento6 páginas21 Estequiometrianv77vnm100% (1)
- Reações de Eliminação OrgânicaDocumento10 páginasReações de Eliminação OrgânicanapotarioAinda não há avaliações
- 2ºficha FQA 10 2 ESJGF 2018 2019 2ºperiodo FinalDocumento4 páginas2ºficha FQA 10 2 ESJGF 2018 2019 2ºperiodo Finalmartim_martinsAinda não há avaliações
- Redução Benzofenona Boro Hidreto Pg35Documento36 páginasRedução Benzofenona Boro Hidreto Pg35SocrinAinda não há avaliações
- Do Crude Ao Gás de Petróleo Liquefeito (GPL) e Aos Fuéis - Destilação Fracionada e Cracking Do Petróleo IIDocumento29 páginasDo Crude Ao Gás de Petróleo Liquefeito (GPL) e Aos Fuéis - Destilação Fracionada e Cracking Do Petróleo IIAntónio RamalhoAinda não há avaliações
- Apostila Química Cnen - Radiações IonizantesDocumento42 páginasApostila Química Cnen - Radiações IonizantesQuímica Caderno de Resoluções100% (2)
- Aula Unidade 1 - Materia e MedidasDocumento23 páginasAula Unidade 1 - Materia e MedidasUlissesAinda não há avaliações
- Espectrometria de Ressonância Magnética Nuclear (RMN)Documento13 páginasEspectrometria de Ressonância Magnética Nuclear (RMN)assisluizAinda não há avaliações
- 1a Fase Prova Bahiana Medicina Prosef 2014 1Documento18 páginas1a Fase Prova Bahiana Medicina Prosef 2014 1Lucas HenriqueAinda não há avaliações
- Funcoes Inorganicas1467837159Documento19 páginasFuncoes Inorganicas1467837159Andryo CardosoAinda não há avaliações
- Apostila Defeitos Areia Verde - ETTDocumento29 páginasApostila Defeitos Areia Verde - ETTLucas CostaAinda não há avaliações
- Aula 7 - Elementos Do Grupo IIADocumento10 páginasAula 7 - Elementos Do Grupo IIACalton AbelAinda não há avaliações
- Aula 3 PDFDocumento37 páginasAula 3 PDFAlane SantosAinda não há avaliações
- Átomos e Moléculas Símbolos Químicos e Fórmulas QuímicasDocumento4 páginasÁtomos e Moléculas Símbolos Químicos e Fórmulas Químicasjonas_666Ainda não há avaliações
- Sistema - Solar - Com CorreçõesDocumento109 páginasSistema - Solar - Com CorreçõesHeloisa Afonso ArianoAinda não há avaliações
- PGB 1a SÉRIE 2BIM PDFDocumento19 páginasPGB 1a SÉRIE 2BIM PDFDaniel LinoAinda não há avaliações
- Hidrogênio Processos Químicos IndustriaisDocumento6 páginasHidrogênio Processos Químicos Industriaisgabriel serenarioAinda não há avaliações
- Covest 1a Fase 2006 MFQBDocumento18 páginasCovest 1a Fase 2006 MFQBSCHELLDON DINIZAinda não há avaliações
- Perfil Térmico e Controle Da Carbonização em Forno Circular Por Meio Da Temperatura InternaDocumento12 páginasPerfil Térmico e Controle Da Carbonização em Forno Circular Por Meio Da Temperatura InternaCrismeire IsbaexAinda não há avaliações
- Lista de Exercicio Balanço de MassaDocumento3 páginasLista de Exercicio Balanço de MassaWarrock17100% (1)
- Fórmula Mínima e Molecular ExercicioDocumento1 páginaFórmula Mínima e Molecular ExercicioJerusaFreitasAinda não há avaliações