Você também pode gostar
- Atlas de Anatomia DentalDocumento44 páginasAtlas de Anatomia DentalRadmilo Soares100% (7)
- Modelo de Contrato de Manutençao ArDocumento12 páginasModelo de Contrato de Manutençao ArJosé Luiz Bellato JuniorAinda não há avaliações
- As Lutas No Campo Cinematográfico Brasileiro No Século XXIDocumento294 páginasAs Lutas No Campo Cinematográfico Brasileiro No Século XXIVítor OliveiraAinda não há avaliações
- LOGOS - 02 - Hermeneutica - Biblica PDFDocumento38 páginasLOGOS - 02 - Hermeneutica - Biblica PDFSebastiao Chagas100% (2)
- Met - Aula 8 - Acionamento e Mecanismos de Elevac3a7c3a3o PDFDocumento21 páginasMet - Aula 8 - Acionamento e Mecanismos de Elevac3a7c3a3o PDFGuilherme 1234Ainda não há avaliações
- Met - Aula 6 - Dispositivos para Apanhar Carga PDFDocumento44 páginasMet - Aula 6 - Dispositivos para Apanhar Carga PDFGuilherme 1234Ainda não há avaliações
- Met - Aula 2 e 3 - C3b3rgc3a3os Flexc3adveis de Elevac3a7c3a3o PDFDocumento51 páginasMet - Aula 2 e 3 - C3b3rgc3a3os Flexc3adveis de Elevac3a7c3a3o PDFGuilherme 1234Ainda não há avaliações
- 2 C3a0 Mc3a1quinas de Elevac3a7c3a3o e TransporteDocumento17 páginas2 C3a0 Mc3a1quinas de Elevac3a7c3a3o e TransporteGuilherme 1234Ainda não há avaliações
- Ponte RolanteDocumento89 páginasPonte RolanteGuilherme 1234Ainda não há avaliações
- maqT03A Polias Tamb Cabos PDFDocumento37 páginasmaqT03A Polias Tamb Cabos PDFGuilherme 1234Ainda não há avaliações
- Material Transportador Helicoidal PDFDocumento11 páginasMaterial Transportador Helicoidal PDFGuilherme 1234Ainda não há avaliações
- MaqT03A Polias Tamb CabosDocumento37 páginasMaqT03A Polias Tamb CabosGuilherme 1234Ainda não há avaliações
- Poliase CorreiasDocumento15 páginasPoliase CorreiasGuilherme 1234Ainda não há avaliações
- Braga Et Al., 2014Documento8 páginasBraga Et Al., 2014Guilherme 1234Ainda não há avaliações
- Material Transportador Helicoidal PDFDocumento11 páginasMaterial Transportador Helicoidal PDFGuilherme 1234Ainda não há avaliações
- Elaboracao e Analise de ProjetosDocumento92 páginasElaboracao e Analise de ProjetosjulianovmAinda não há avaliações
- 2018 Apostila Revisao-EnEMDocumento130 páginas2018 Apostila Revisao-EnEMLeticia Campos ArrudaAinda não há avaliações
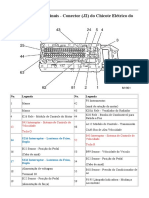
- Designação de Terminais J2 ECU e CCDocumento2 páginasDesignação de Terminais J2 ECU e CCJuan M. LopezAinda não há avaliações
- TCC 1 - FrancineteDocumento12 páginasTCC 1 - FrancineteCELESTIAinda não há avaliações
- AULA 5 - Testes de Normalidade e SignificanciaDocumento21 páginasAULA 5 - Testes de Normalidade e SignificanciaSamantha BrownAinda não há avaliações
- Direito Internacional Privado (David Andrade)Documento43 páginasDireito Internacional Privado (David Andrade)4.º Ano Subturma 1Ainda não há avaliações
- Resenha Catequese Renovada 20 AnosDocumento4 páginasResenha Catequese Renovada 20 AnosRenildo Belarmino SilvaAinda não há avaliações
- Tabelas Verdade ApontDocumento2 páginasTabelas Verdade ApontIris CostaAinda não há avaliações
- NOTA TÉCNICA GRECS-GGTES Nº 01-2018Documento16 páginasNOTA TÉCNICA GRECS-GGTES Nº 01-2018Mariana GonçalvesAinda não há avaliações
- Mediação e Conciliação Na Justiça Do TrabalhoDocumento6 páginasMediação e Conciliação Na Justiça Do TrabalhoEdvaldo NascimentoAinda não há avaliações
- Edital de Abertura 52021 - PropepUFALDocumento10 páginasEdital de Abertura 52021 - PropepUFALVitória FirmianoAinda não há avaliações
- Lei SP Caraguatatuba 2.654 - 23 D.ODocumento3 páginasLei SP Caraguatatuba 2.654 - 23 D.Oflags_brAinda não há avaliações
- 1º Lista de Física 2Documento2 páginas1º Lista de Física 2Vinicius Souza100% (1)
- Riscos Ocupacionais e Prevenção de Covid-19 em Trabalhadores de SaúdeDocumento11 páginasRiscos Ocupacionais e Prevenção de Covid-19 em Trabalhadores de Saúdejorge luiz da silva alvesAinda não há avaliações
- Simulador Ganho Primeiro Pedido BR FinalDocumento2 páginasSimulador Ganho Primeiro Pedido BR FinalJuninho PaivaAinda não há avaliações
- Teoria Dos Conjuntos Rodrigo Sanchez MacedoDocumento115 páginasTeoria Dos Conjuntos Rodrigo Sanchez MacedofranciscoAinda não há avaliações
- Modelo de Anamnese Personal TrainerDocumento2 páginasModelo de Anamnese Personal TrainerSamuel JuniorAinda não há avaliações
- Fevo-07-00265 en PTDocumento12 páginasFevo-07-00265 en PTAMANDA RAMOSAinda não há avaliações
- Manual Motor Buffalo 7.0Documento12 páginasManual Motor Buffalo 7.0Alexx FariasAinda não há avaliações
- PoimenicaDocumento4 páginasPoimenicahistoriadornickAinda não há avaliações
- Conceitos de Facilitação Neuromuscular ProprioceptivaDocumento9 páginasConceitos de Facilitação Neuromuscular Proprioceptivandondo nzomambu simaoAinda não há avaliações
- Cons 16 - Aromatizador de Ambientes Com Varetas Difusoras de Aroma - RTDocumento8 páginasCons 16 - Aromatizador de Ambientes Com Varetas Difusoras de Aroma - RTMarcos AntonioAinda não há avaliações
- Krista Wolf - O ContratoDocumento305 páginasKrista Wolf - O ContratoIndiraadriano Da costaAinda não há avaliações
- MQ Da Coloração de PapanicolaouDocumento5 páginasMQ Da Coloração de PapanicolaouAnne CarolineAinda não há avaliações
- Dctimarinst 30 17 PDFDocumento5 páginasDctimarinst 30 17 PDFRafael CaveariAinda não há avaliações
- Manual Do Aluno FlorestalDocumento13 páginasManual Do Aluno FlorestalHenrique Saint ClairAinda não há avaliações
- Port - 118 - 97 Criadouro Fins Comerciais para Venda de FilhotesDocumento9 páginasPort - 118 - 97 Criadouro Fins Comerciais para Venda de FilhotesWilson Victório GarciaAinda não há avaliações