Você também pode gostar
- Aula 01 - Mestre Bálsamo - Curso para Instrutores de CentúriaDocumento27 páginasAula 01 - Mestre Bálsamo - Curso para Instrutores de CentúriaDeivite Henrique100% (2)
- Fichamento: MARTELOTTA. M, E. (Org.) - Manual de Linguística. São Paulo: Contexto, 2009, p.177 - 192Documento2 páginasFichamento: MARTELOTTA. M, E. (Org.) - Manual de Linguística. São Paulo: Contexto, 2009, p.177 - 192Jason FelipeAinda não há avaliações
- 7 Regras de Ouro Dos Casais de SucessoDocumento24 páginas7 Regras de Ouro Dos Casais de SucessoAlineAinda não há avaliações
- Tabela Cnu Pme Ma-1Documento13 páginasTabela Cnu Pme Ma-1Sullivan SuadAinda não há avaliações
- 73 78Documento6 páginas73 78Thiago AguiarAinda não há avaliações
- Vida Saudável PDFDocumento4 páginasVida Saudável PDFKAUÃ GOMES DIASAinda não há avaliações
- 20 Hábitos para Desenvolvimento Pessoal e ProfissionalDocumento23 páginas20 Hábitos para Desenvolvimento Pessoal e Profissionalanon_38127560100% (3)
- Medieval - IIDocumento199 páginasMedieval - IIDaniel RodrigueAinda não há avaliações
- A Psicoterapia Breve - Abordagem TCCDocumento19 páginasA Psicoterapia Breve - Abordagem TCCAdriana AraldiAinda não há avaliações
- Analise de VOZ Com WiresharkDocumento4 páginasAnalise de VOZ Com WiresharkAlexsandre MichelsAinda não há avaliações
- ATUAL ECIVIL p17Documento130 páginasATUAL ECIVIL p17Teodol Equipamentos de PrecisãoAinda não há avaliações
- Uchôa & Ramos (Ed) - Memórias Do ExilioDocumento335 páginasUchôa & Ramos (Ed) - Memórias Do ExilioArturioramaAinda não há avaliações
- Demonologia CONJURADADocumento17 páginasDemonologia CONJURADADENYRO01Ainda não há avaliações
- Máquina Envasadora de CremeDocumento33 páginasMáquina Envasadora de CremefabriniAinda não há avaliações
- A Importância Do Sódio No Manejo Nutricional de Cães e Gatos CardiopatasDocumento7 páginasA Importância Do Sódio No Manejo Nutricional de Cães e Gatos CardiopatasGláucia LunaAinda não há avaliações
- A Industrialização Brasileira Após Anos 90 Até A ContemporaneidadeDocumento2 páginasA Industrialização Brasileira Após Anos 90 Até A ContemporaneidadeJúllia Fagundes AmaralAinda não há avaliações
- BriofitasDocumento19 páginasBriofitasDalton Homisio100% (1)
- Nery & Beck: Encordoando Histórias Do TênisDocumento80 páginasNery & Beck: Encordoando Histórias Do TênissilvioAinda não há avaliações
- Manual de Boas Práticas de FabricaçãoDocumento8 páginasManual de Boas Práticas de FabricaçãoAlex AlmeidaAinda não há avaliações
- ESTRUTURADocumento9 páginasESTRUTURACarlos Felipe Bezerra De LimaAinda não há avaliações
- Referencial de Competências-Chave NS STCDocumento21 páginasReferencial de Competências-Chave NS STCnuno.jose.duarte100% (1)
- Certificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016Documento5 páginasCertificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016MauroDosSantosCostaAinda não há avaliações
- Teorias BehavioristasDocumento12 páginasTeorias BehavioristasCornélio Eugénio MarqueleAinda não há avaliações
- O Guardador de Rebanhos IiDocumento2 páginasO Guardador de Rebanhos IiAna PaivaAinda não há avaliações
- BAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadeDocumento20 páginasBAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadePaulimDAinda não há avaliações
- PCC BiocelDocumento3 páginasPCC Biocelallisonassun10Ainda não há avaliações
- Lista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicaDocumento6 páginasLista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicavagnerAinda não há avaliações
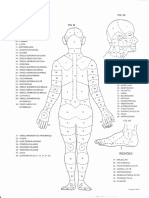
- Topografia Corpo HumanoDocumento2 páginasTopografia Corpo Humanoestevaocanan100% (9)
- Desenvolvimento de Um Dispositivo Detector de Vazamento de Gás Utilizando Arduino Como Interface de AutomaçãoDocumento2 páginasDesenvolvimento de Um Dispositivo Detector de Vazamento de Gás Utilizando Arduino Como Interface de AutomaçãoLucas GodoiAinda não há avaliações
- O Patrimônio Da Arquitetura Vernacular de Povos CaiçarasDocumento2 páginasO Patrimônio Da Arquitetura Vernacular de Povos CaiçarasLucas ViniciusAinda não há avaliações