Você também pode gostar
- FT 12 VCMDocumento2 páginasFT 12 VCMAntonio Melgaço da SilvaAinda não há avaliações
- FT 12 VPCWDocumento2 páginasFT 12 VPCWmetalografiaAinda não há avaliações
- FT 13 VW3Documento2 páginasFT 13 VW3Antonio Melgaço da SilvaAinda não há avaliações
- FT 12 Vh13imDocumento2 páginasFT 12 Vh13imWilson SCKUDLAREKAinda não há avaliações
- FT 12 Tenax300imDocumento2 páginasFT 12 Tenax300immetalografiaAinda não há avaliações
- Aço Ferramenta VCO PDFDocumento2 páginasAço Ferramenta VCO PDFRobson PereiraAinda não há avaliações
- N2711M PT PDFDocumento2 páginasN2711M PT PDFZaldsonAinda não há avaliações
- FT 12 VhsuperimDocumento2 páginasFT 12 VhsuperimmetalografiaAinda não há avaliações
- VPATLAS Datasheet PT 2021 01Documento8 páginasVPATLAS Datasheet PT 2021 01Wilson SCKUDLAREKAinda não há avaliações
- H13Documento2 páginasH13Franciele KaezalaAinda não há avaliações
- Aço VC-131Documento2 páginasAço VC-131Caio2101Ainda não há avaliações
- FT 14 Vp20isofDocumento2 páginasFT 14 Vp20isofWilson SCKUDLAREKAinda não há avaliações
- 2 Folheto Vidar SuperiorDocumento2 páginas2 Folheto Vidar SuperioredsonAinda não há avaliações
- VS7 PTDocumento2 páginasVS7 PTbrunofp17Ainda não há avaliações
- Villares - VC131Documento2 páginasVillares - VC131Gisela Honório SouzaAinda não há avaliações
- CPM 10VDocumento2 páginasCPM 10VAllan Kardek100% (1)
- Aço VNDDocumento2 páginasAço VNDDeyvid SilvaAinda não há avaliações
- FT 11 Sinter30Documento2 páginasFT 11 Sinter30metalografiaAinda não há avaliações
- Datasheet - VP420Documento2 páginasDatasheet - VP420Marcelo AlvesAinda não há avaliações
- VC131 Datasheet PT 2021 01Documento8 páginasVC131 Datasheet PT 2021 01rodrigo borbaAinda não há avaliações
- FT 11 Sinter23 PDFDocumento2 páginasFT 11 Sinter23 PDFmetalografiaAinda não há avaliações
- Vp420im PTDocumento2 páginasVp420im PTzaldsonAinda não há avaliações
- Dievar - UddeholmDocumento2 páginasDievar - Uddeholmsteffen.oerlikonAinda não há avaliações
- VKM42 Datasheet PT 2020 12Documento7 páginasVKM42 Datasheet PT 2020 12Wilson SCKUDLAREKAinda não há avaliações
- FT 11 Sinter23Documento2 páginasFT 11 Sinter23Tiago SilvaAinda não há avaliações
- Vf800at PTDocumento2 páginasVf800at PTOctavio MattosAinda não há avaliações
- 3 Folheto Mirrax ESRDocumento2 páginas3 Folheto Mirrax ESRDante RibeiroAinda não há avaliações
- Aço M4 - TabelaDocumento2 páginasAço M4 - Tabelakelleu100% (1)
- NLMK Recomendações TécinicasDocumento52 páginasNLMK Recomendações TécinicasBruno BaroniAinda não há avaliações
- K340Documento2 páginasK340Thiago XavierAinda não há avaliações
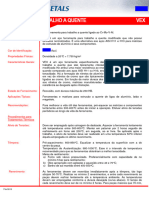
- FT 14 VexDocumento2 páginasFT 14 VexLuiz Antonio dos AnjosAinda não há avaliações
- 282 - NBR 13187 - Tratamentos Termico E Termoquimico de FerrDocumento4 páginas282 - NBR 13187 - Tratamentos Termico E Termoquimico de FerrAlaor SantosAinda não há avaliações
- VK5E PTDocumento7 páginasVK5E PTkaka**Ainda não há avaliações
- FT 11 VWM2 PDFDocumento2 páginasFT 11 VWM2 PDFGiuberto KanzlerAinda não há avaliações
- Aço Bohler S790 Microclean - Tratamento TérmicoDocumento5 páginasAço Bohler S790 Microclean - Tratamento TérmicoDanilo SilvaAinda não há avaliações
- Aço para Trabalho Frio...Documento1 páginaAço para Trabalho Frio...Anderson SilvaAinda não há avaliações
- 4340Documento2 páginas4340Fernando CarvalhoAinda não há avaliações
- Aço Ferramenta AISI 420 PDFDocumento2 páginasAço Ferramenta AISI 420 PDFRobson PereiraAinda não há avaliações
- Resumo Da P1Documento10 páginasResumo Da P1José Alves Pinheiro JúniorAinda não há avaliações
- Solda e CorteDocumento37 páginasSolda e CorteAndré BoldriniAinda não há avaliações
- FT 40 Vl45fo PDFDocumento2 páginasFT 40 Vl45fo PDFairhigorAinda não há avaliações
- Aplicações Dos Tratamentos Térmicos - Tipos de RevenimentoDocumento4 páginasAplicações Dos Tratamentos Térmicos - Tipos de RevenimentoCris NunesAinda não há avaliações
- Aço Ferramenta AISI 2714Documento2 páginasAço Ferramenta AISI 2714Robson PereiraAinda não há avaliações
- 8640Documento2 páginas8640Israel GonçalvesAinda não há avaliações
- Aços de Alta ResistênciaDocumento35 páginasAços de Alta ResistênciaWelly DiasAinda não há avaliações
- Aço 420Documento2 páginasAço 420marceloAinda não há avaliações
- Aço PrataDocumento2 páginasAço PrataclaudioandrevalverdeAinda não há avaliações
- VK5E PTDocumento3 páginasVK5E PTLucas Dias LopesAinda não há avaliações
- Aços FerramentasDocumento7 páginasAços FerramentasFelipe AugustoAinda não há avaliações
- W302Documento2 páginasW302enderson_santistaAinda não há avaliações
- W302 PDF FreeDocumento2 páginasW302 PDF FreeLeandro FortunatoAinda não há avaliações
- FT 40 Vm40fo PDFDocumento2 páginasFT 40 Vm40fo PDFairhigorAinda não há avaliações
- Aula 16 - Processamento Termico Ligas MetalicasDocumento34 páginasAula 16 - Processamento Termico Ligas MetalicasAnonymous MxXTvAXAinda não há avaliações
- Eletrodo e 8018 c1Documento1 páginaEletrodo e 8018 c1RobertoVitorianoAinda não há avaliações
- Aula 5 - PROCESSO OXIGASDocumento52 páginasAula 5 - PROCESSO OXIGASWeslleny SampaioAinda não há avaliações
- Aço BOHLER S600 - Ficha TécnicaDocumento4 páginasAço BOHLER S600 - Ficha TécnicaDanilo SilvaAinda não há avaliações
- Especificacao Material para TuboDocumento21 páginasEspecificacao Material para TuboMarcos Gaspar de MenezesAinda não há avaliações
- Informativo Complemento de Aplicacao7Documento19 páginasInformativo Complemento de Aplicacao7renatoeliegeAinda não há avaliações
- Complemento de Aplicacao 9-11-21Documento34 páginasComplemento de Aplicacao 9-11-21renatoeliegeAinda não há avaliações
- Lanamento Juntas Novembro SacDocumento40 páginasLanamento Juntas Novembro SacrenatoeliegeAinda não há avaliações
- Lancamento-P&a-S-Setembro-Sac ISF 3.8 - IVECO TECTOR 5.9 PDFDocumento4 páginasLancamento-P&a-S-Setembro-Sac ISF 3.8 - IVECO TECTOR 5.9 PDFrenatoeliegeAinda não há avaliações
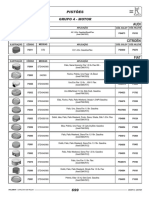
- Tabela de PistoesDocumento2 páginasTabela de PistoesrenatoeliegeAinda não há avaliações
- Lancamento P&a Outubro Sac MAN Ø108Documento3 páginasLancamento P&a Outubro Sac MAN Ø108renatoeliegeAinda não há avaliações
- HASTINGDocumento40 páginasHASTINGrenatoeliege100% (1)
- Lancamento P&a Junho Sac 3135s Firefly 1.3Documento3 páginasLancamento P&a Junho Sac 3135s Firefly 1.3renatoeliegeAinda não há avaliações
- Lancamentos Dezembro 07 Kit Cummins PDFDocumento3 páginasLancamentos Dezembro 07 Kit Cummins PDFrenatoeliegeAinda não há avaliações
- Cátalago Julho 2020Documento72 páginasCátalago Julho 2020renatoeliege100% (2)
- 3 Catalogos - Toda.linha - SuloyDocumento15 páginas3 Catalogos - Toda.linha - SuloyRodrigo Siqueira CalliariAinda não há avaliações
- Tabela de AçoDocumento11 páginasTabela de AçojedunucciAinda não há avaliações
- Ligas de Pistões - Liga 12% e 12%SiCuNiDocumento92 páginasLigas de Pistões - Liga 12% e 12%SiCuNirenatoeliegeAinda não há avaliações
- Catalogo Sly Nov2019 CompletoDocumento68 páginasCatalogo Sly Nov2019 CompletorenatoeliegeAinda não há avaliações
- Cátalago Abril 2019Documento65 páginasCátalago Abril 2019renatoeliege100% (1)
- Catalogo Suloy 2018 CompletoDocumento62 páginasCatalogo Suloy 2018 CompletorenatoeliegeAinda não há avaliações
- KalledDocumento5 páginasKalledrenatoeliegeAinda não há avaliações
- Jogo de Pistão Com Anel - FPT - 504208873 - SCM PRODUTOS PDFDocumento2 páginasJogo de Pistão Com Anel - FPT - 504208873 - SCM PRODUTOS PDFrenatoeliegeAinda não há avaliações
- Jogo de Pistão Empilhadeira Mitsubishi 2.6 8V S4S DIESEL ASPIRADA - CLARK 2.6 8V S4S DIESEL ASPIRADA - TCM 2 PDFDocumento2 páginasJogo de Pistão Empilhadeira Mitsubishi 2.6 8V S4S DIESEL ASPIRADA - CLARK 2.6 8V S4S DIESEL ASPIRADA - TCM 2 PDFrenatoeliegeAinda não há avaliações