Você também pode gostar
- Aço Ferramenta - Aisi 420 PDFDocumento2 páginasAço Ferramenta - Aisi 420 PDFPilegoAinda não há avaliações
- GGD 2714 Aço Ferramenta Resistência ElevadaDocumento2 páginasGGD 2714 Aço Ferramenta Resistência ElevadaRobson PereiraAinda não há avaliações
- H13Documento2 páginasH13Franciele KaezalaAinda não há avaliações
- 2 Folheto Vidar SuperiorDocumento2 páginas2 Folheto Vidar SuperioredsonAinda não há avaliações
- Aços para trabalho a quenteDocumento2 páginasAços para trabalho a quentemetalografiaAinda não há avaliações
- Características Sae 52100 PDFDocumento2 páginasCaracterísticas Sae 52100 PDFBernardo0% (1)
- VPATLAS Datasheet PT 2021 01Documento8 páginasVPATLAS Datasheet PT 2021 01Wilson SCKUDLAREKAinda não há avaliações
- Dievar - UddeholmDocumento2 páginasDievar - Uddeholmsteffen.oerlikonAinda não há avaliações
- FT 12 VhsuperimDocumento2 páginasFT 12 VhsuperimmetalografiaAinda não há avaliações
- Aços para trabalho a quente VCO propriedades aplicaçõesDocumento2 páginasAços para trabalho a quente VCO propriedades aplicaçõesRobson PereiraAinda não há avaliações
- Aço GGD 4340 para componentes mecânicos resistentesDocumento2 páginasAço GGD 4340 para componentes mecânicos resistentesFernando CarvalhoAinda não há avaliações
- Aço N2711M para moldes de injeção e extrusãoDocumento2 páginasAço N2711M para moldes de injeção e extrusãoZaldsonAinda não há avaliações
- Datasheet - VP420Documento2 páginasDatasheet - VP420Marcelo AlvesAinda não há avaliações
- Aços para trabalho a quente Tenax 300IMDocumento2 páginasAços para trabalho a quente Tenax 300IMmetalografiaAinda não há avaliações
- Aço 52100Documento1 páginaAço 52100Tiago AlvesAinda não há avaliações
- Aço para Construção Mecânica - SAE 4320 PDFDocumento2 páginasAço para Construção Mecânica - SAE 4320 PDFRobson PereiraAinda não há avaliações
- Aço GGD 4320 para construção mecânicaDocumento2 páginasAço GGD 4320 para construção mecânicaRobson PereiraAinda não há avaliações
- VP20TS Datasheet PT 2021 02Documento8 páginasVP20TS Datasheet PT 2021 02Wilson SCKUDLAREKAinda não há avaliações
- VP20ISO Datasheet PT 2021 01Documento7 páginasVP20ISO Datasheet PT 2021 01Wilson SCKUDLAREKAinda não há avaliações
- VS7 PTDocumento2 páginasVS7 PTbrunofp17Ainda não há avaliações
- Vf800at PTDocumento2 páginasVf800at PTOctavio MattosAinda não há avaliações
- H13 - Folder VILLARES PDFDocumento2 páginasH13 - Folder VILLARES PDFJosé Eduardo NucciAinda não há avaliações
- Especificação Técnica Aço AISI P20Documento1 páginaEspecificação Técnica Aço AISI P20Rafael SalvagniAinda não há avaliações
- GGD Metals-Construção-MecânicaDocumento15 páginasGGD Metals-Construção-MecânicaSebastiao AdrianoAinda não há avaliações
- VKM42 Datasheet PT 2020 12Documento7 páginasVKM42 Datasheet PT 2020 12Wilson SCKUDLAREKAinda não há avaliações
- VC131 Datasheet PT 2021 01Documento8 páginasVC131 Datasheet PT 2021 01rodrigo borbaAinda não há avaliações
- Aço-O1 VNDDocumento1 páginaAço-O1 VNDsteffen.oerlikonAinda não há avaliações
- FT 11 Sinter30Documento2 páginasFT 11 Sinter30metalografiaAinda não há avaliações
- Vp420im PTDocumento2 páginasVp420im PTzaldsonAinda não há avaliações
- Aço Sae 8640Documento1 páginaAço Sae 8640Jota JacquesAinda não há avaliações
- 3 Folheto Mirrax ESRDocumento2 páginas3 Folheto Mirrax ESRDante RibeiroAinda não há avaliações
- W302Documento2 páginasW302enderson_santistaAinda não há avaliações
- Aço de alta resistência para trabalho a quente W302Documento2 páginasAço de alta resistência para trabalho a quente W302Leandro FortunatoAinda não há avaliações
- FT 28 Ficha Tecnica S2 SiteDocumento2 páginasFT 28 Ficha Tecnica S2 SiteEmersonAinda não há avaliações
- 8640Documento2 páginas8640Israel GonçalvesAinda não há avaliações
- Aço para Trabalho Frio...Documento1 páginaAço para Trabalho Frio...Anderson SilvaAinda não há avaliações
- Aço D2Documento1 páginaAço D2Bruna SantosAinda não há avaliações
- FT 11 Sinter23 PDFDocumento2 páginasFT 11 Sinter23 PDFmetalografiaAinda não há avaliações
- Aços para trabalho a quenteDocumento2 páginasAços para trabalho a quenteAntonio Melgaço da SilvaAinda não há avaliações
- Aço de Alta Resistência ao DesgasteDocumento2 páginasAço de Alta Resistência ao DesgasteAllan Kardek100% (1)
- VK5E PTDocumento7 páginasVK5E PTkaka**Ainda não há avaliações
- Aço ASTM F1586 - VillaresDocumento2 páginasAço ASTM F1586 - Villareskayron limaAinda não há avaliações
- Aço 1045Documento1 páginaAço 1045Agnus FontesAinda não há avaliações
- Construcao_MecanicaDocumento24 páginasConstrucao_MecanicaDiego GonçalvesAinda não há avaliações
- Aço H13Documento1 páginaAço H13Diogo Souza FrançaAinda não há avaliações
- K340Documento2 páginasK340Thiago XavierAinda não há avaliações
- GGD 4340 Aço para beneficiamento com alta resistência e temperabilidadeDocumento1 páginaGGD 4340 Aço para beneficiamento com alta resistência e temperabilidadeElieser JúnioAinda não há avaliações
- Catalogo Aco Ferramenta Moldes Plasticos1 Diferro 11611834534 935855 - 2Documento2 páginasCatalogo Aco Ferramenta Moldes Plasticos1 Diferro 11611834534 935855 - 2Peter SonAinda não há avaliações
- M310 IsoplastDocumento2 páginasM310 Isoplastenderson_santistaAinda não há avaliações
- Aço VNDDocumento2 páginasAço VNDDeyvid SilvaAinda não há avaliações
- Aço 420 para moldes plásticosDocumento2 páginasAço 420 para moldes plásticosmarceloAinda não há avaliações
- Aços VH13ISO para trabalho a quenteDocumento2 páginasAços VH13ISO para trabalho a quenterenatoeliegeAinda não há avaliações
- Aço M2Documento1 páginaAço M2Carlos LageAinda não há avaliações
- Guia de Acos CarbonoDocumento24 páginasGuia de Acos CarbonoSeverino NetoAinda não há avaliações
- Influence of heat treatment and plasma nitriding parameters on martensitic stainless steelDocumento5 páginasInfluence of heat treatment and plasma nitriding parameters on martensitic stainless steelTamia OliveiraAinda não há avaliações
- GGD D6 Aço para trabalho a frio com alta resistência ao desgasteDocumento1 páginaGGD D6 Aço para trabalho a frio com alta resistência ao desgasteRafael SalvagniAinda não há avaliações
- Aisi 431Documento2 páginasAisi 431Jarbas MoraesAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Cof11 0537Documento10 páginasCof11 0537Fabricio PereiraAinda não há avaliações
- 12-ARU DEB Vistas em CorteDocumento14 páginas12-ARU DEB Vistas em Cortemarianafff6975Ainda não há avaliações
- ABNT NBR 7821 NB 89 - Tanques Soldados para Armazenamento de Petroleo e DerivadosDocumento118 páginasABNT NBR 7821 NB 89 - Tanques Soldados para Armazenamento de Petroleo e DerivadosAnderson VagnerAinda não há avaliações
- Projeto Técnico 1 Ciclo MecânicaDocumento75 páginasProjeto Técnico 1 Ciclo MecânicaangelarschAinda não há avaliações
- Soldagem de Ferros Fundidos com Baixo Aporte de CalorDocumento2 páginasSoldagem de Ferros Fundidos com Baixo Aporte de CalorRobson PereiraAinda não há avaliações
- Reservatórios de Aço para Armazenamento de ÁguaDocumento27 páginasReservatórios de Aço para Armazenamento de ÁguaJolival JúniorAinda não há avaliações
- Xyron 22-24-1Documento2 páginasXyron 22-24-1Robson PereiraAinda não há avaliações
- Reparos em Ferros Fundidos com Baixo Aporte de CalorDocumento2 páginasReparos em Ferros Fundidos com Baixo Aporte de CalorRobson PereiraAinda não há avaliações
- Tratamentos Térmicos de AçosDocumento51 páginasTratamentos Térmicos de AçosCleberFernandoAinda não há avaliações
- Curso Torneiro Mecânico IFCEDocumento50 páginasCurso Torneiro Mecânico IFCEAnanias Sousa Goes NetoAinda não há avaliações
- 3 TanquesDocumento6 páginas3 TanquesmaxperdigaoAinda não há avaliações
- Tecnologia em Fabricacao Mecanica PDFDocumento138 páginasTecnologia em Fabricacao Mecanica PDFRobson PereiraAinda não há avaliações
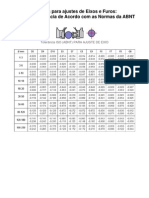
- Tabelas para Ajustes Eixos FurosDocumento4 páginasTabelas para Ajustes Eixos FurosRone CarvalhoAinda não há avaliações
- Simbologia em SoldagemDocumento9 páginasSimbologia em SoldagemevandronscAinda não há avaliações
- NT Dat 006 2013 Sinalização de Segurança e Emergência Contra Incêndio e Pânico PDFDocumento39 páginasNT Dat 006 2013 Sinalização de Segurança e Emergência Contra Incêndio e Pânico PDFMaria Helena Martins RochaAinda não há avaliações
- Proteção Contra Descargas Atmosféricas - Parte 2 - NBR5419-2 PDFDocumento112 páginasProteção Contra Descargas Atmosféricas - Parte 2 - NBR5419-2 PDFRobson PereiraAinda não há avaliações
- Ligas MetálicasDocumento54 páginasLigas MetálicasAnonymous hj68hZmoAinda não há avaliações
- Elementos Maquina 31elemDocumento6 páginasElementos Maquina 31elemProfissional SENAIAinda não há avaliações
- 1.1.2 Propriedades Dos FluidosDocumento7 páginas1.1.2 Propriedades Dos FluidosMonalisaEvansAinda não há avaliações
- 01 Parafusos e Roscas - 2Documento26 páginas01 Parafusos e Roscas - 2miqueiasprataAinda não há avaliações
- Feros Fundidos 5-Ferro - FundidoDocumento16 páginasFeros Fundidos 5-Ferro - FundidoElda LinosAinda não há avaliações
- Elementos Maquina 06elemDocumento8 páginasElementos Maquina 06elemProfissional SENAIAinda não há avaliações
- FerrofundidoDocumento15 páginasFerrofundidoadrbimAinda não há avaliações
- NoÇÕes de HidrÁulica e MecÂnica Dos FluÍdosDocumento22 páginasNoÇÕes de HidrÁulica e MecÂnica Dos FluÍdosAlex100% (7)
- Manual Técnico de Aço InoxidávelDocumento14 páginasManual Técnico de Aço InoxidáveloritasAinda não há avaliações
- Análise granulométrica de areia do Rio VerdeDocumento15 páginasAnálise granulométrica de areia do Rio VerdebiitsAinda não há avaliações
- Ferros Fundidos: Propriedades e AplicaçõesDocumento15 páginasFerros Fundidos: Propriedades e AplicaçõesCaique Thallys LAinda não há avaliações
- PMT 2404 – Recozimento de bobinasDocumento86 páginasPMT 2404 – Recozimento de bobinasgilzinhorjAinda não há avaliações
- Tratamento térmico Q&P no aço SAE 9260Documento148 páginasTratamento térmico Q&P no aço SAE 9260mfurrierAinda não há avaliações
- Trabalho de Estruturas de AçoDocumento8 páginasTrabalho de Estruturas de AçoThiago AkymAinda não há avaliações
- Tratamentos térmicos dos aços: alterando propriedades mecânicasDocumento58 páginasTratamentos térmicos dos aços: alterando propriedades mecânicasAline FariaAinda não há avaliações
- Tratamento Termico SuperficiaisDocumento96 páginasTratamento Termico SuperficiaisGustavoSilva100% (1)
- Tecn MateriaisDocumento49 páginasTecn MateriaisMário Brás BrásAinda não há avaliações
- Tratamento térmico do aço inoxidável AISI 420Documento8 páginasTratamento térmico do aço inoxidável AISI 420joao vitor OliveiraAinda não há avaliações
- EncruamentoDocumento7 páginasEncruamentoAndre Luis EstefaneliAinda não há avaliações
- Materiais mecânicos: transformações de faseDocumento20 páginasMateriais mecânicos: transformações de fasefabiofambhAinda não há avaliações
- Usando inteligência para resolver problemasDocumento8 páginasUsando inteligência para resolver problemasEleno RibeiroAinda não há avaliações
- Aula 19Documento38 páginasAula 19faabioloopeesAinda não há avaliações