Você também pode gostar
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Aço Ferramenta AISI 420 PDFDocumento2 páginasAço Ferramenta AISI 420 PDFRobson PereiraAinda não há avaliações
- 2 Folheto Vidar SuperiorDocumento2 páginas2 Folheto Vidar SuperioredsonAinda não há avaliações
- VPATLAS Datasheet PT 2021 01Documento8 páginasVPATLAS Datasheet PT 2021 01Wilson SCKUDLAREKAinda não há avaliações
- Aço-O1 VNDDocumento1 páginaAço-O1 VNDsteffen.oerlikonAinda não há avaliações
- H13Documento2 páginasH13Franciele KaezalaAinda não há avaliações
- Dievar - UddeholmDocumento2 páginasDievar - Uddeholmsteffen.oerlikonAinda não há avaliações
- FT 11 Sinter23 PDFDocumento2 páginasFT 11 Sinter23 PDFmetalografiaAinda não há avaliações
- FT 11 Sinter30Documento2 páginasFT 11 Sinter30metalografiaAinda não há avaliações
- Aço 1045Documento1 páginaAço 1045Agnus FontesAinda não há avaliações
- Aço M2Documento1 páginaAço M2Carlos LageAinda não há avaliações
- 4340Documento2 páginas4340Fernando CarvalhoAinda não há avaliações
- Especificação Técnica Aço AISI D6Documento1 páginaEspecificação Técnica Aço AISI D6Rafael SalvagniAinda não há avaliações
- Características Sae 52100 PDFDocumento2 páginasCaracterísticas Sae 52100 PDFBernardo0% (1)
- GGD Metals-Construção-MecânicaDocumento15 páginasGGD Metals-Construção-MecânicaSebastiao AdrianoAinda não há avaliações
- Aço H13Documento1 páginaAço H13Diogo Souza FrançaAinda não há avaliações
- Especificação Técnica Aço AISI P20Documento1 páginaEspecificação Técnica Aço AISI P20Rafael SalvagniAinda não há avaliações
- FT 12 VhsuperimDocumento2 páginasFT 12 VhsuperimmetalografiaAinda não há avaliações
- VC131 Datasheet PT 2021 01Documento8 páginasVC131 Datasheet PT 2021 01rodrigo borbaAinda não há avaliações
- VKM42 Datasheet PT 2020 12Documento7 páginasVKM42 Datasheet PT 2020 12Wilson SCKUDLAREKAinda não há avaliações
- H13 - Folder VILLARES PDFDocumento2 páginasH13 - Folder VILLARES PDFJosé Eduardo NucciAinda não há avaliações
- Vf800at PTDocumento2 páginasVf800at PTOctavio MattosAinda não há avaliações
- Aço Sae 8640Documento1 páginaAço Sae 8640Jota JacquesAinda não há avaliações
- Aço D2Documento1 páginaAço D2Bruna SantosAinda não há avaliações
- VP20ISO Datasheet PT 2021 01Documento7 páginasVP20ISO Datasheet PT 2021 01Wilson SCKUDLAREKAinda não há avaliações
- VS7 PTDocumento2 páginasVS7 PTbrunofp17Ainda não há avaliações
- FT 14 Vp20isofDocumento2 páginasFT 14 Vp20isofWilson SCKUDLAREKAinda não há avaliações
- Aço Ferramenta - Aisi 420 PDFDocumento2 páginasAço Ferramenta - Aisi 420 PDFPilegoAinda não há avaliações
- 3 Folheto Mirrax ESRDocumento2 páginas3 Folheto Mirrax ESRDante RibeiroAinda não há avaliações
- Aço PrataDocumento2 páginasAço PrataclaudioandrevalverdeAinda não há avaliações
- FT 12 VPCWDocumento2 páginasFT 12 VPCWmetalografiaAinda não há avaliações
- VP20TS Datasheet PT 2021 02Documento8 páginasVP20TS Datasheet PT 2021 02Wilson SCKUDLAREKAinda não há avaliações
- CPM 10VDocumento2 páginasCPM 10VAllan Kardek100% (1)
- 8640Documento2 páginas8640Israel GonçalvesAinda não há avaliações
- NLMK Recomendações TécinicasDocumento52 páginasNLMK Recomendações TécinicasBruno BaroniAinda não há avaliações
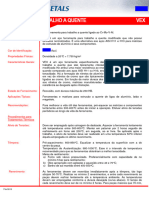
- FT 14 VexDocumento2 páginasFT 14 VexLuiz Antonio dos AnjosAinda não há avaliações
- FT 28 Ficha Tecnica S2 SiteDocumento2 páginasFT 28 Ficha Tecnica S2 SiteEmersonAinda não há avaliações
- VK5E PTDocumento7 páginasVK5E PTkaka**Ainda não há avaliações
- Aço para Trabalho Frio...Documento1 páginaAço para Trabalho Frio...Anderson SilvaAinda não há avaliações
- Vp420im PTDocumento2 páginasVp420im PTzaldsonAinda não há avaliações
- Aço 52100Documento1 páginaAço 52100Tiago AlvesAinda não há avaliações
- FT 12 Tenax300imDocumento2 páginasFT 12 Tenax300immetalografiaAinda não há avaliações
- Tempera VNDDocumento2 páginasTempera VNDJosé Ricardo Silva0% (1)
- VP80 Inox Baixo CDocumento2 páginasVP80 Inox Baixo CWilson SCKUDLAREKAinda não há avaliações
- Guia de Acos CarbonoDocumento24 páginasGuia de Acos CarbonoSeverino NetoAinda não há avaliações
- FT 13 VW3Documento2 páginasFT 13 VW3Antonio Melgaço da SilvaAinda não há avaliações
- Aço Ferramenta VCO PDFDocumento2 páginasAço Ferramenta VCO PDFRobson PereiraAinda não há avaliações
- FT 12 VCMDocumento2 páginasFT 12 VCMAntonio Melgaço da SilvaAinda não há avaliações
- Aço VC-131Documento2 páginasAço VC-131Caio2101Ainda não há avaliações
- Alívio de Tensões para Aumentar Ductilidade e Dureza Do AçoDocumento5 páginasAlívio de Tensões para Aumentar Ductilidade e Dureza Do AçoJoao Gabriel MendesAinda não há avaliações
- N2711M PT PDFDocumento2 páginasN2711M PT PDFZaldsonAinda não há avaliações
- Aço para Construção Mecânica - SAE 4320 PDFDocumento2 páginasAço para Construção Mecânica - SAE 4320 PDFRobson PereiraAinda não há avaliações
- Aço para Construção Mecânica - SAE 4320 PDFDocumento2 páginasAço para Construção Mecânica - SAE 4320 PDFRobson PereiraAinda não há avaliações
- FT 11 Sinter23Documento2 páginasFT 11 Sinter23Tiago SilvaAinda não há avaliações
- Datasheet - VP420Documento2 páginasDatasheet - VP420Marcelo AlvesAinda não há avaliações
- FT 12 Vh13imDocumento2 páginasFT 12 Vh13imWilson SCKUDLAREKAinda não há avaliações
- FT 12 Vh13isoDocumento2 páginasFT 12 Vh13isorenatoeliegeAinda não há avaliações
- 282 - NBR 13187 - Tratamentos Termico E Termoquimico de FerrDocumento4 páginas282 - NBR 13187 - Tratamentos Termico E Termoquimico de FerrAlaor SantosAinda não há avaliações
- Xyron 22-24Documento2 páginasXyron 22-24Robson PereiraAinda não há avaliações
- Xyron 22-24-1Documento2 páginasXyron 22-24-1Robson PereiraAinda não há avaliações
- Xyron 22-23Documento2 páginasXyron 22-23Robson PereiraAinda não há avaliações
- Tecnologia em Fabricacao Mecanica PDFDocumento138 páginasTecnologia em Fabricacao Mecanica PDFRobson PereiraAinda não há avaliações
- Eletrodo Ni-Fe Xyron - 22 - 23 PDFDocumento1 páginaEletrodo Ni-Fe Xyron - 22 - 23 PDFRobson PereiraAinda não há avaliações
- BT-100N+rev 01Documento2 páginasBT-100N+rev 01Umberti Boff KolingAinda não há avaliações
- 2 - Abraco Módulo IIDocumento69 páginas2 - Abraco Módulo IIGraci LemosAinda não há avaliações
- PO-lcqMET-26 Determinação Da Concentração de Ácido Peracético Bell TypeDocumento3 páginasPO-lcqMET-26 Determinação Da Concentração de Ácido Peracético Bell TypeAnanda100% (1)
- Iso-7875-1-1996 TraduçãoDocumento9 páginasIso-7875-1-1996 TraduçãoAndressa SilvaAinda não há avaliações
- Roteiro Aula 05 Tecnicas de FiltracaoDocumento4 páginasRoteiro Aula 05 Tecnicas de FiltracaokarolaineAinda não há avaliações
- Lista de Exercícios - Haletos e Outras Funções OrgânicasDocumento13 páginasLista de Exercícios - Haletos e Outras Funções OrgânicasLucas GarceteAinda não há avaliações
- Apostila 04 Papel CeluloseDocumento30 páginasApostila 04 Papel Celuloseadriano_belisqui_674Ainda não há avaliações
- Lista de Exerc Cio - Solu Es Com Componentes Vol TeisDocumento2 páginasLista de Exerc Cio - Solu Es Com Componentes Vol TeisEverton SilvaAinda não há avaliações
- Prova Mestrado 2014Documento4 páginasProva Mestrado 2014Adryana SousaAinda não há avaliações
- ESTUDO DIRIGIDO SOBRE LIPÍDEOS - Maria EduardaDocumento6 páginasESTUDO DIRIGIDO SOBRE LIPÍDEOS - Maria Eduardamaria eduarda sampaioAinda não há avaliações
- Usina Didática de BiodíeselDocumento6 páginasUsina Didática de BiodíeselMaicon MendesAinda não há avaliações
- FISPQ Acido FormicoDocumento14 páginasFISPQ Acido FormicoWagner CesarAinda não há avaliações
- Suplemento Vit Thor TankDocumento1 páginaSuplemento Vit Thor TankJohnny Navarro100% (1)
- Componentes Básicos - Proteção SolarDocumento37 páginasComponentes Básicos - Proteção SolarTatiana Katsuda100% (1)
- Apostila FormulasDocumento86 páginasApostila FormulasDeise Fernandes100% (4)
- Abnt NBR 15448 1 2008Documento6 páginasAbnt NBR 15448 1 2008thucamcAinda não há avaliações
- Lubrificantes - SENAI PDFDocumento196 páginasLubrificantes - SENAI PDFAugusto Monjardim0% (1)
- 3 1 Introducao A Organica Conteudo Exercicios Orientados PDFDocumento7 páginas3 1 Introducao A Organica Conteudo Exercicios Orientados PDFCarlos Diego ChavesAinda não há avaliações
- Relatório Sobre Identificação de CarboidratosDocumento11 páginasRelatório Sobre Identificação de CarboidratosWaleska Machado100% (1)
- FT A Célula 1 - 10ºDocumento3 páginasFT A Célula 1 - 10ºVitória GonçalvesAinda não há avaliações
- Cálculos em Análise GravimétricaDocumento6 páginasCálculos em Análise GravimétricaAnderson Canesso Silva33% (3)
- 8 Empurra Estica PuxaDocumento14 páginas8 Empurra Estica PuxaFabioAinda não há avaliações
- Func InorgânicasDocumento2 páginasFunc InorgânicasMaria Luiza GamaAinda não há avaliações
- Modulo 6 Transparente 14 Principios Higiene Limpeza US ADocumento26 páginasModulo 6 Transparente 14 Principios Higiene Limpeza US ATomas Hale100% (3)
- Exeercícios Espectrofotometria Uv-VDocumento3 páginasExeercícios Espectrofotometria Uv-VMariana Cunha100% (1)
- BioProject - Edital N 36 Desinfecção de AguaDocumento5 páginasBioProject - Edital N 36 Desinfecção de AguaLicério Martins dos SantosAinda não há avaliações
- Relatório Da Aula PráticaDocumento6 páginasRelatório Da Aula Práticadigcomunicacao04Ainda não há avaliações
- 2.2-Substâncias Elementares e Tabela PeriódicaDocumento19 páginas2.2-Substâncias Elementares e Tabela PeriódicaAna MacedoAinda não há avaliações
- Instrução para Desinfecção de Poços - Instituto Das Águas Do ParanáDocumento2 páginasInstrução para Desinfecção de Poços - Instituto Das Águas Do ParanáCândido Gomes FilhoAinda não há avaliações
- Recristalização Da AcetanilidaDocumento8 páginasRecristalização Da AcetanilidaNagyla Alves OliveiraAinda não há avaliações