Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Conversão de Medidas - ExercíciosDocumento1 páginaConversão de Medidas - ExercíciosCaio2101100% (2)
- Iso 5807Documento8 páginasIso 5807Caio2101Ainda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Aço Ferramenta - Aisi 420 PDFDocumento2 páginasAço Ferramenta - Aisi 420 PDFPilegoAinda não há avaliações
- Catalogo Villares Aco Ferramenta Final PDFDocumento4 páginasCatalogo Villares Aco Ferramenta Final PDFdhgomiAinda não há avaliações
- RAVUR 350 HR Ficha TecnicaDocumento2 páginasRAVUR 350 HR Ficha TecnicaMuhammad UsmanAinda não há avaliações
- Aço 1045Documento1 páginaAço 1045Agnus FontesAinda não há avaliações
- Rolmaneto - AjusteDocumento4 páginasRolmaneto - AjusteCaio2101100% (1)
- Villares - VC131Documento2 páginasVillares - VC131Gisela Honório SouzaAinda não há avaliações
- FT 13 VW3Documento2 páginasFT 13 VW3Antonio Melgaço da SilvaAinda não há avaliações
- VC131 Datasheet PT 2021 01Documento8 páginasVC131 Datasheet PT 2021 01rodrigo borbaAinda não há avaliações
- H13Documento2 páginasH13Franciele KaezalaAinda não há avaliações
- 2 Folheto Vidar SuperiorDocumento2 páginas2 Folheto Vidar SuperioredsonAinda não há avaliações
- VS7 PTDocumento2 páginasVS7 PTbrunofp17Ainda não há avaliações
- FT 12 Vh13isoDocumento2 páginasFT 12 Vh13isorenatoeliegeAinda não há avaliações
- Dievar - UddeholmDocumento2 páginasDievar - Uddeholmsteffen.oerlikonAinda não há avaliações
- FT 11 Sinter23Documento2 páginasFT 11 Sinter23Tiago SilvaAinda não há avaliações
- 3 Folheto Mirrax ESRDocumento2 páginas3 Folheto Mirrax ESRDante RibeiroAinda não há avaliações
- Aço para Trabalho Frio...Documento1 páginaAço para Trabalho Frio...Anderson SilvaAinda não há avaliações
- VKM42 Datasheet PT 2020 12Documento7 páginasVKM42 Datasheet PT 2020 12Wilson SCKUDLAREKAinda não há avaliações
- VK5E PTDocumento7 páginasVK5E PTkaka**Ainda não há avaliações
- FT 12 VCMDocumento2 páginasFT 12 VCMAntonio Melgaço da SilvaAinda não há avaliações
- VPATLAS Datasheet PT 2021 01Documento8 páginasVPATLAS Datasheet PT 2021 01Wilson SCKUDLAREKAinda não há avaliações
- FT 11 Sinter30Documento2 páginasFT 11 Sinter30metalografiaAinda não há avaliações
- FT 12 VPCWDocumento2 páginasFT 12 VPCWmetalografiaAinda não há avaliações
- K340Documento2 páginasK340Thiago XavierAinda não há avaliações
- FT 11 Sinter23 PDFDocumento2 páginasFT 11 Sinter23 PDFmetalografiaAinda não há avaliações
- FT 14 Vp20isofDocumento2 páginasFT 14 Vp20isofWilson SCKUDLAREKAinda não há avaliações
- CPM 10VDocumento2 páginasCPM 10VAllan Kardek100% (1)
- Aço PrataDocumento2 páginasAço PrataclaudioandrevalverdeAinda não há avaliações
- Vp420im PTDocumento2 páginasVp420im PTzaldsonAinda não há avaliações
- Tempera VNDDocumento2 páginasTempera VNDJosé Ricardo Silva0% (1)
- Aço Ferramenta AISI 2714Documento2 páginasAço Ferramenta AISI 2714Robson PereiraAinda não há avaliações
- VK5E PTDocumento3 páginasVK5E PTLucas Dias LopesAinda não há avaliações
- Aço-O1 VNDDocumento1 páginaAço-O1 VNDsteffen.oerlikonAinda não há avaliações
- FT 11 VWM2 PDFDocumento2 páginasFT 11 VWM2 PDFGiuberto KanzlerAinda não há avaliações
- Aço VNDDocumento2 páginasAço VNDDeyvid SilvaAinda não há avaliações
- NLMK Recomendações TécinicasDocumento52 páginasNLMK Recomendações TécinicasBruno BaroniAinda não há avaliações
- FT 28 Ficha Tecnica S2 SiteDocumento2 páginasFT 28 Ficha Tecnica S2 SiteEmersonAinda não há avaliações
- Aço Ferramenta AISI 420 PDFDocumento2 páginasAço Ferramenta AISI 420 PDFRobson PereiraAinda não há avaliações
- Aço 420Documento2 páginasAço 420marceloAinda não há avaliações
- Aço Ferramenta VCO PDFDocumento2 páginasAço Ferramenta VCO PDFRobson PereiraAinda não há avaliações
- Aço Bohler S790 Microclean - Tratamento TérmicoDocumento5 páginasAço Bohler S790 Microclean - Tratamento TérmicoDanilo SilvaAinda não há avaliações
- Aço M4 - TabelaDocumento2 páginasAço M4 - Tabelakelleu100% (1)
- Vf800at PTDocumento2 páginasVf800at PTOctavio MattosAinda não há avaliações
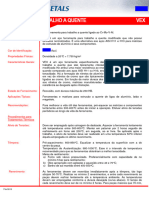
- FT 14 VexDocumento2 páginasFT 14 VexLuiz Antonio dos AnjosAinda não há avaliações
- Aço D2Documento1 páginaAço D2Bruna SantosAinda não há avaliações
- 4340Documento2 páginas4340Fernando CarvalhoAinda não há avaliações
- Têmpera Vácuo SalDocumento2 páginasTêmpera Vácuo SalZaroio OreiaAinda não há avaliações
- VP20ISO Datasheet PT 2021 01Documento7 páginasVP20ISO Datasheet PT 2021 01Wilson SCKUDLAREKAinda não há avaliações
- VP20TS Datasheet PT 2021 02Documento8 páginasVP20TS Datasheet PT 2021 02Wilson SCKUDLAREKAinda não há avaliações
- FT 12 Vh13imDocumento2 páginasFT 12 Vh13imWilson SCKUDLAREKAinda não há avaliações
- FT 40 Vm40fo PDFDocumento2 páginasFT 40 Vm40fo PDFairhigorAinda não há avaliações
- Tabelas Folder FavoritDocumento15 páginasTabelas Folder Favoritsolon_souzaAinda não há avaliações
- DatashitDocumento2 páginasDatashitmazuckAinda não há avaliações
- Furação Brocas - DormerDocumento12 páginasFuração Brocas - DormerDalton MarinoAinda não há avaliações
- Especificação Técnica Aço AISI D6Documento1 páginaEspecificação Técnica Aço AISI D6Rafael SalvagniAinda não há avaliações
- Aço N690Documento2 páginasAço N690Gabriel TresAinda não há avaliações
- Matriz Curricular - PedagogiaDocumento1 páginaMatriz Curricular - PedagogiaCaio2101Ainda não há avaliações
- Lista Unidade09 v3.0Documento24 páginasLista Unidade09 v3.0Caio2101Ainda não há avaliações
- Impedir Alterações No Layout Dos Painéis Do Windows ExplorerDocumento3 páginasImpedir Alterações No Layout Dos Painéis Do Windows ExplorerCaio2101Ainda não há avaliações
- Abas DesiguaisDocumento3 páginasAbas DesiguaisCaio2101100% (1)
- Anel GraduadoDocumento5 páginasAnel GraduadoCaio2101Ainda não há avaliações
- Abas DesiguaisDocumento3 páginasAbas DesiguaisCaio2101100% (1)
- Quais Os Aços Mais Indicados para A Fabricação de EngrenagensDocumento4 páginasQuais Os Aços Mais Indicados para A Fabricação de EngrenagensCaio2101Ainda não há avaliações
- Informações Técnicas Sobre MolasDocumento3 páginasInformações Técnicas Sobre MolasCaio2101Ainda não há avaliações