Você também pode gostar
- Aula 10 - Sistema de Gestao Da Manufatura TPM AlunosDocumento58 páginasAula 10 - Sistema de Gestao Da Manufatura TPM AlunosAlvanir BarrosAinda não há avaliações
- E Book TPM EngemanDocumento25 páginasE Book TPM EngemanAlvanir BarrosAinda não há avaliações
- KAYZENDocumento38 páginasKAYZENmoura lucasAinda não há avaliações
- FMEA ResumoDocumento3 páginasFMEA ResumoEdson E NiviaAinda não há avaliações
- Lean ThinkingDocumento7 páginasLean ThinkingAlvanir BarrosAinda não há avaliações
- E Book TPM EngemanDocumento25 páginasE Book TPM EngemanAlvanir BarrosAinda não há avaliações
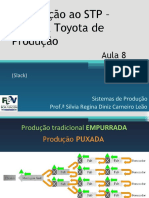
- Aula 8 Introdução STPDocumento38 páginasAula 8 Introdução STPAlvanir BarrosAinda não há avaliações
- KAYZENDocumento38 páginasKAYZENmoura lucasAinda não há avaliações
- Cadeia Ajuda Enegep2010 - TN - STP - 117 - 766 - 16488Documento13 páginasCadeia Ajuda Enegep2010 - TN - STP - 117 - 766 - 16488Alvanir BarrosAinda não há avaliações
- Fmea ApostilaDocumento12 páginasFmea Apostilamarcelocaiooliveira100% (1)
- PDFDocumento176 páginasPDFAlvanir BarrosAinda não há avaliações
- Artigo LEAN - 567Documento5 páginasArtigo LEAN - 567Alvanir BarrosAinda não há avaliações
- Apostila - Equipes de Alta PerformanceDocumento26 páginasApostila - Equipes de Alta PerformanceAlvanir BarrosAinda não há avaliações
- O Que Define Uma Equipe de Alta PerformanceDocumento3 páginasO Que Define Uma Equipe de Alta PerformanceAlvanir BarrosAinda não há avaliações
- Análise de Falhas: Causas e SoluçõesDocumento41 páginasAnálise de Falhas: Causas e SoluçõesRobertofermag100% (1)
- Monitoramento preditivo on-line aumenta disponibilidade de equipamentosDocumento57 páginasMonitoramento preditivo on-line aumenta disponibilidade de equipamentosFabinho Garcia100% (1)
- Analise de VibraçãoDocumento9 páginasAnalise de Vibraçãot_s_silvaAinda não há avaliações
- Análise de Vibração MultiparamétricaDocumento49 páginasAnálise de Vibração MultiparamétricaAlvanir BarrosAinda não há avaliações
- Ruido e Vibracao em Redutores PDFDocumento47 páginasRuido e Vibracao em Redutores PDFcardozoedmAinda não há avaliações
- Curso de Vibrações e Balanceamento de RotoresDocumento125 páginasCurso de Vibrações e Balanceamento de RotoresdteijeiraAinda não há avaliações
- Aula 11 - Diagnostico de Falhas - Parte 1Documento32 páginasAula 11 - Diagnostico de Falhas - Parte 1Nelson Antonio De Souza MendesAinda não há avaliações
- PDFDocumento176 páginasPDFAlvanir BarrosAinda não há avaliações
- Motor Eletrico - Principio BasicoDocumento14 páginasMotor Eletrico - Principio BasicoelsribeiroAinda não há avaliações
- A triste formação de duas raças do Pastor AlemãoDocumento7 páginasA triste formação de duas raças do Pastor AlemãoHector Balke NodariAinda não há avaliações
- Prova Do TSEDocumento29 páginasProva Do TSEchaianatavaresAinda não há avaliações
- A ascensão e apogeu da antiga Babilônia sob Hamurabi e NabucodonosorDocumento3 páginasA ascensão e apogeu da antiga Babilônia sob Hamurabi e NabucodonosorJohn FariasAinda não há avaliações
- PARANA 4ed 2023 APOSTILA NOVA PREVIDENCIADocumento53 páginasPARANA 4ed 2023 APOSTILA NOVA PREVIDENCIAsamuel.limados.santosAinda não há avaliações
- RevisitasDocumento2 páginasRevisitasadenir jesusAinda não há avaliações
- 1º Atividade de Ciências 2° BimestreDocumento3 páginas1º Atividade de Ciências 2° BimestreMaria IsabellaAinda não há avaliações
- 01 - Manual de Operaã Ã EsDocumento61 páginas01 - Manual de Operaã Ã EsHebert FirmoAinda não há avaliações
- Tatiana Belinky - O Macaco Malandro (Literatura em Minha Casa - Peça Teatral)Documento13 páginasTatiana Belinky - O Macaco Malandro (Literatura em Minha Casa - Peça Teatral)Cassiane Maria75% (4)
- Manual Do Usuário INTERTEC 360Documento22 páginasManual Do Usuário INTERTEC 360Lukas AlmeidaAinda não há avaliações
- MEDCON4W internacionalização estratégiaDocumento2 páginasMEDCON4W internacionalização estratégiafernandoabel010% (1)
- Divisão Do Sistema Esquelético e Ossos Do Crânio SANARFLIXDocumento21 páginasDivisão Do Sistema Esquelético e Ossos Do Crânio SANARFLIXIzabella ArrudaAinda não há avaliações
- Engenharia CivilDocumento4 páginasEngenharia CivilPriscylla Bezerra CameloAinda não há avaliações
- Resultado Final 1052 - 20Documento1 páginaResultado Final 1052 - 20lsbatistal1466Ainda não há avaliações
- A TRINDADE - Portal Da Teologia PDFDocumento10 páginasA TRINDADE - Portal Da Teologia PDFInstituto Teológico GamalielAinda não há avaliações
- Cicatrizes do amorDocumento8 páginasCicatrizes do amorTomaz Magalhães SeincmanAinda não há avaliações
- Orientações para o Estudo 2.4 Norbert Elias e A Sociologia FiguracionalDocumento4 páginasOrientações para o Estudo 2.4 Norbert Elias e A Sociologia FiguracionalRuiAinda não há avaliações
- A revolução industrial e suas consequências na sociedadeDocumento15 páginasA revolução industrial e suas consequências na sociedadeErc CleptonAinda não há avaliações
- CLASSICISMO - Atividades de Intertextualidade-1Documento2 páginasCLASSICISMO - Atividades de Intertextualidade-1rferraza.psantosAinda não há avaliações
- Plano de AulaDocumento3 páginasPlano de AulaBruna Rafaela Evangelista de OliveiraAinda não há avaliações
- KERN - Ações Afirmativas e Politizacao Da Questao RacialDocumento18 páginasKERN - Ações Afirmativas e Politizacao Da Questao RacialWilliane PontesAinda não há avaliações
- ManejoDiarreiaDocumento1 páginaManejoDiarreiaMateus MendesAinda não há avaliações
- Geociências e Educação Ambiental: formação de professoresDocumento252 páginasGeociências e Educação Ambiental: formação de professoresPedro GelsonAinda não há avaliações
- Ebook - Confeccao 4.0Documento11 páginasEbook - Confeccao 4.0João SacheteAinda não há avaliações
- John McCarthyDocumento6 páginasJohn McCarthyfilipe.diniz.xdAinda não há avaliações
- Aditivos alimentares: classificação e aplicaçõesDocumento30 páginasAditivos alimentares: classificação e aplicaçõesLaura SaliaAinda não há avaliações
- Operação Da EscavadeiraDocumento5 páginasOperação Da Escavadeiradrico12Ainda não há avaliações
- Os 7 chakras: entenda sua importância para a saúde integralDocumento11 páginasOs 7 chakras: entenda sua importância para a saúde integralLívia Gomes De MoraesAinda não há avaliações
- Queda Livre Massa AceleraçãoDocumento2 páginasQueda Livre Massa AceleraçãoJoão GuerraAinda não há avaliações
- UNIP - Estudos Disciplinares V - Avaliação IDocumento4 páginasUNIP - Estudos Disciplinares V - Avaliação Ioruam nonne88% (8)
- Ex Alv EditavelDocumento23 páginasEx Alv EditavelFrederico MorgadoAinda não há avaliações
- Gerenciamento da rotina do trabalho do dia-a-diaNo EverandGerenciamento da rotina do trabalho do dia-a-diaNota: 5 de 5 estrelas5/5 (2)
- Análise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNo EverandAnálise técnica de uma forma simples: Como construir e interpretar gráficos de análise técnica para melhorar a sua actividade comercial onlineNota: 4 de 5 estrelas4/5 (4)
- Neurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNo EverandNeurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNota: 4.5 de 5 estrelas4.5/5 (15)
- Instagram para Negócios: Aprenda a vender todos os dias transformando seguidores em clientesNo EverandInstagram para Negócios: Aprenda a vender todos os dias transformando seguidores em clientesNota: 4 de 5 estrelas4/5 (35)
- Gatilhos mentais: O guia completo com estratégias de negócios e comunicações provadas para você aplicarNo EverandGatilhos mentais: O guia completo com estratégias de negócios e comunicações provadas para você aplicarNota: 4 de 5 estrelas4/5 (107)
- Teleios - O homem completo: O projeto de Deus para a vida masculinaNo EverandTeleios - O homem completo: O projeto de Deus para a vida masculinaNota: 5 de 5 estrelas5/5 (2)
- Águas no deserto: Encontrando Refrigério para os sedentosNo EverandÁguas no deserto: Encontrando Refrigério para os sedentosNota: 5 de 5 estrelas5/5 (1)
- Comunicação ubíqua: Repercussões na cultura e na educaçãoNo EverandComunicação ubíqua: Repercussões na cultura e na educaçãoAinda não há avaliações
- A Bíblia e a Gestão de Pessoas: Trabalhando Mentes e CoraçõesNo EverandA Bíblia e a Gestão de Pessoas: Trabalhando Mentes e CoraçõesNota: 5 de 5 estrelas5/5 (1)
- Manual Prático do Plano de Projeto (6a. edição): utilizando o PMBOK GuideNo EverandManual Prático do Plano de Projeto (6a. edição): utilizando o PMBOK GuideNota: 5 de 5 estrelas5/5 (1)
- Email marketing eficaz: Como conquistar e fidelizar clientes com uma newsletterNo EverandEmail marketing eficaz: Como conquistar e fidelizar clientes com uma newsletterNota: 5 de 5 estrelas5/5 (1)
- Comunicação organizacional estratégica: Aportes conceituais e aplicadosNo EverandComunicação organizacional estratégica: Aportes conceituais e aplicadosNota: 5 de 5 estrelas5/5 (1)
- Trading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaNo EverandTrading online de uma forma simples: Como aprender o comércio em linha e descobrir as bases para uma negociação bem sucedidaNota: 5 de 5 estrelas5/5 (1)
- Custos e formação de preços: Importante ferramenta para tomada de decisõesNo EverandCustos e formação de preços: Importante ferramenta para tomada de decisõesNota: 5 de 5 estrelas5/5 (5)
- O CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNo EverandO CAPITAL - Karl Marx: Mercadoria, Valor e Mais valiaNota: 3.5 de 5 estrelas3.5/5 (17)
- Invista como Warren Buffett: Regras de ouro para atingir suas metas financeirasNo EverandInvista como Warren Buffett: Regras de ouro para atingir suas metas financeirasNota: 4.5 de 5 estrelas4.5/5 (11)