Você também pode gostar
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- FANUCDocumento29 páginasFANUCJorgeKovacsAinda não há avaliações
- Exercícios de Torno CNC Mach 9Documento8 páginasExercícios de Torno CNC Mach 9Rogerio Medeiros da SilvaAinda não há avaliações
- Programacao - 4 Eixos PDFDocumento12 páginasProgramacao - 4 Eixos PDFDarli RodriguesAinda não há avaliações
- Manual Fanuc Series Oi TornoDocumento50 páginasManual Fanuc Series Oi Tornodeisonlrf94% (17)
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
- Aula 08 Programação FANUC - Fresamento CNCDocumento12 páginasAula 08 Programação FANUC - Fresamento CNCJunior GuedesAinda não há avaliações
- Bucha Torneamento InternoDocumento2 páginasBucha Torneamento Internogeovane_bunfanteAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Tudo Que Está em Vermelho Tirar Por Favor Da Línea de ComandoDocumento2 páginasTudo Que Está em Vermelho Tirar Por Favor Da Línea de ComandoAndreFarias123Ainda não há avaliações
- WinNC Fanuc21T Apostila de Treinamento SimuladorDocumento16 páginasWinNC Fanuc21T Apostila de Treinamento SimuladorLuiz NogueiraAinda não há avaliações
- Programa Pieza 3 Aparato DivisorDocumento3 páginasPrograma Pieza 3 Aparato DivisorHugo Alcalde TeruelAinda não há avaliações
- Apostila de Treinamento SIEMENSDocumento36 páginasApostila de Treinamento SIEMENSLincoln Ribeiro100% (2)
- Pieza 1Documento4 páginasPieza 1Ata RaxiaAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Documento26 páginas03 Aula CNC3 Inicialização de Programa Torno ROMI Rev1Henrique ReisAinda não há avaliações
- 03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Documento38 páginas03 Aula CNC3 Inicialização de Programa Torno Romi Rev 1 2023Henrique ReisAinda não há avaliações
- Moldes MatrizesDocumento5 páginasMoldes MatrizesMatheus ArrudaAinda não há avaliações
- Caderno de Exercícios Do ProfessorDocumento13 páginasCaderno de Exercícios Do ProfessorAnonymous KuhiFcRKi100% (1)
- 3 - Pro - Siemens 828 DDocumento59 páginas3 - Pro - Siemens 828 DGuilherme MartendalAinda não há avaliações
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- Programa Pieza Aparato DivisorDocumento2 páginasPrograma Pieza Aparato DivisorHugo Alcalde TeruelAinda não há avaliações
- Resumo Eletiva CNCDocumento7 páginasResumo Eletiva CNCGPTS-UNINTER A gestão na dinâmica do 3 setorAinda não há avaliações
- Ejercicio RoscadoDocumento6 páginasEjercicio RoscadoFelo OnofaAinda não há avaliações
- Estudo para ProvaDocumento5 páginasEstudo para ProvaRafael MaronezAinda não há avaliações
- WinNC Fanuc 21M Apostila de TreinamentoDocumento19 páginasWinNC Fanuc 21M Apostila de TreinamentoBruno JuniorAinda não há avaliações
- Relatorio CNCDocumento8 páginasRelatorio CNCPOSTO FEITORIAAinda não há avaliações
- WinNC Fanuc 21M Apostila de Treinamento PDFDocumento18 páginasWinNC Fanuc 21M Apostila de Treinamento PDFProfessor Aires, Jeferson Fernando PereiraAinda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- Resolvido - 10 11 12 13Documento4 páginasResolvido - 10 11 12 13Etec Rubens de Faria100% (1)
- La TormentaDocumento6 páginasLa TormentaJuan Camilo Reyes GonzalezAinda não há avaliações
- Ciclo DesbasteDocumento2 páginasCiclo DesbasteIsaias Zavala ArevaloAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- Manual Pratico de Programação e Processo de UsinagemDocumento24 páginasManual Pratico de Programação e Processo de UsinagematilapaixaoAinda não há avaliações
- Tabela de ConectoresDocumento2 páginasTabela de ConectoresAdriane santosAinda não há avaliações
- Lista Conectores ImagemDocumento4 páginasLista Conectores ImagemvdcamposAinda não há avaliações
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- Apostila Do Curso de Fresamento Fanuc 21MDocumento19 páginasApostila Do Curso de Fresamento Fanuc 21MM. Aguiar100% (1)
- O7777 (A4 CNC 059-1lado)Documento3 páginasO7777 (A4 CNC 059-1lado)Américo CostaAinda não há avaliações
- Instruções para Usinagem de Superfícies Funções GDocumento14 páginasInstruções para Usinagem de Superfícies Funções GPaulo RobertoAinda não há avaliações
- Tabela Conectores de CrgaDocumento3 páginasTabela Conectores de CrgaDenimirassolAinda não há avaliações
- Programação PolarDocumento8 páginasProgramação PolarMurilo Meira souzaAinda não há avaliações
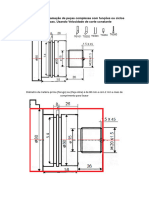
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- Funções Preparatórias e MiscelâneasDocumento5 páginasFunções Preparatórias e MiscelâneasFabricio MendesAinda não há avaliações
- Máquinas Com CNC - Introdução À Tecnologia (2022)Documento19 páginasMáquinas Com CNC - Introdução À Tecnologia (2022)Thiago AfonsoAinda não há avaliações
- 04 - Aula - CNC3 - Programa CNC Com Compensação de RaioDocumento12 páginas04 - Aula - CNC3 - Programa CNC Com Compensação de RaioHenrique ReisAinda não há avaliações
- 05 Programacao Ciclo AutomaticoDocumento31 páginas05 Programacao Ciclo Automaticoluiz fernando PereiraAinda não há avaliações
- Simulado Fresado CNC Grupo #2 TECNICASDocumento3 páginasSimulado Fresado CNC Grupo #2 TECNICASJorge Alberto Moran SilvaAinda não há avaliações
- Tutorial para Zerar A FerramentaDocumento5 páginasTutorial para Zerar A FerramentaCaioeFabiAinda não há avaliações
- So 3333333333 ApdfDocumento2 páginasSo 3333333333 ApdfBRENO AUGUSTO MATIAS PIMENTAAinda não há avaliações
- FRFRRRDocumento68 páginasFRFRRRCadcamnx BrasilAinda não há avaliações
- Catalogo FlausDocumento68 páginasCatalogo FlausERLIAinda não há avaliações
- Ciclo Fixos de UsinagemDocumento13 páginasCiclo Fixos de UsinagemAlessandro CaetanoAinda não há avaliações
- Exemplos de Programas em CNCDocumento26 páginasExemplos de Programas em CNCDeon CruzAinda não há avaliações
- Treinamento e Programa - o TNG FANUC 0i-Mate TCDocumento17 páginasTreinamento e Programa - o TNG FANUC 0i-Mate TCfedox100% (7)
- O Paquímetro IndustriaDocumento1 páginaO Paquímetro IndustriaPedro HenriqueAinda não há avaliações
- Presset em Z Mach9Documento1 páginaPresset em Z Mach9Pedro HenriqueAinda não há avaliações
- Presset em Z Mach9Documento1 páginaPresset em Z Mach9Pedro HenriqueAinda não há avaliações
- Movimento Romântico Na Europa RESUMODocumento1 páginaMovimento Romântico Na Europa RESUMOPedro HenriqueAinda não há avaliações
- Educação SexistaDocumento1 páginaEducação SexistaPedro HenriqueAinda não há avaliações
- Transgênicos e A CiênciaDocumento1 páginaTransgênicos e A CiênciaPedro HenriqueAinda não há avaliações
- CV-Valter César Silva Dos SantosDocumento3 páginasCV-Valter César Silva Dos SantosPedro HenriqueAinda não há avaliações